
Rangliste
-
FalkR
Members11Punkte3.795Gesamte Inhalte -

powerracer
GSF Support7Punkte4.629Gesamte Inhalte -

Dieta
Members6Punkte8.394Gesamte Inhalte -
pötpöt
Members4Punkte7.241Gesamte Inhalte



Beliebte Inhalte
Inhalte mit der höchsten Reputation am 28.06.2017 in allen Bereichen anzeigen
-
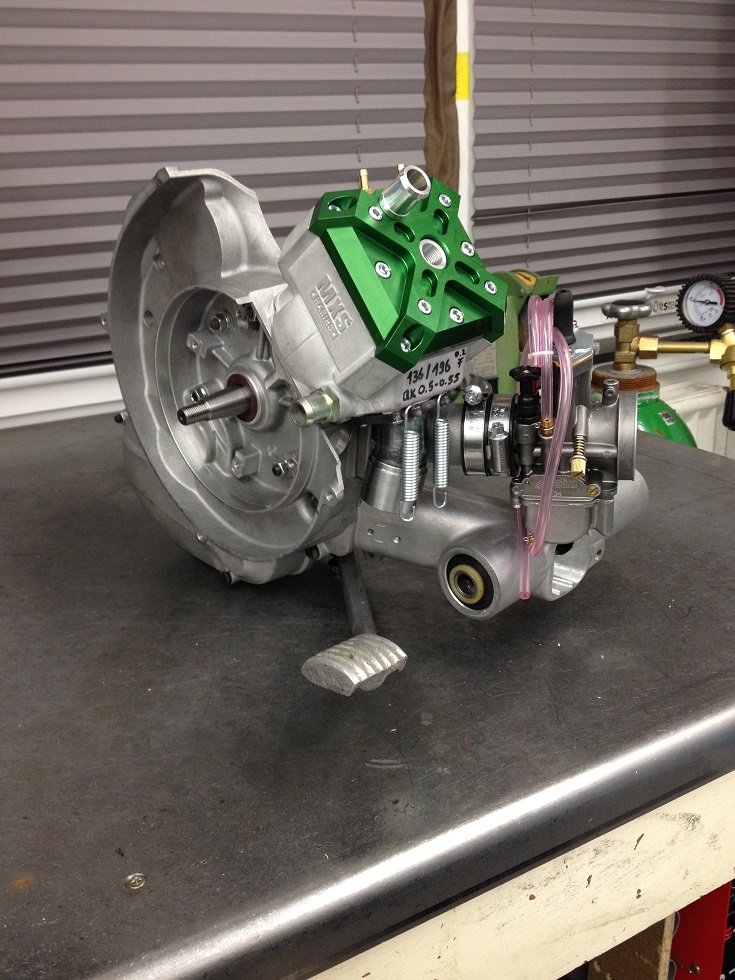
10 Punkte@ludy1980 Zwar kein Quattrinigehäuse und auch kein wassergekühlter 250er Thor, aber der kleine AC 200er Thor passt ohne Schweißen auf nen originalen Block mit 60er Welle Liegt leider seit ca. 2 Jahren fertig im Regal und wartet auf den Prüfstand... Projekt #2 reiht sich auch brav ein und wartet auf das finale Setting...


 10 Punkte
10 Punkte -
7 PunkteMeiner Meinung nach, sollte der Herr Quattrini den Umstand, das die Erstbeschichtung bei neuen M200 und anderen Zylis aus seinem Angebot, teilweise fehlerhaft ist, durch mehrere folgende Möglichkeiten abstellen. 1. Die Zylis unbeschichtet liefern, (natürlich zu dementsprechend günstigerem Preis) dann hat der potentielle Kunde die Möglichkeit den Beschichter seiner Wahl zu suchen. Auch im Hinblick falls der Zyli größer gebohrt werden soll, wäre das eine Kostenersparnis. (ist ja schade, die Beschichtung raus zu bohren) 2. Die Gussqualität seiner Zylis deutlich verbessern, was meiner Meinung nach durch teils zu niedrigem Siliciumgehalt begründet liegt. @lukulus deutet dies ja an, meines Wissens nach liegt der Mindestanteil bei Beschichtungsfähigen Zylis von Silicium bei 12%, das Mahle 124 das ich bei mir habe, ist mit 12% Si beschriftet) Diese unterschiedliche Qualität ist auch durch nicht strikt eingehaltenes beimengen von Ausschussteilen begründet. Hier darf bei Aluguss, wo ein Mindest Si Anteil gefordert ist, ein gewisser Protzentsatz nicht überschritten werden. Es verändert sich sonst der Si Anteil zum Nachteil, dieser Si Anteil wird durch verdünnen der Schmelze durch Schmelzzugaben, um das Material beim Gießvorgang flüssiger zu halten, niedriger, was zu Problemen in der Haftfähigkeit der Beschichtung führt. In einer Gießerei fallen halt unterschiedlich viele Ausschussteile an, sind ja auch nur Menschen die dort arbeiten. Aber zu viele Ausschussteile bei so hochwertigen Gussstücken wieder einzuschmelzen, geht natürlich auch nicht! Diese These bestätigt sich, da beim M200 beim abbeizen zur Neubeschichtung, bei einigen Zylis dermaßen viele Poren zum Vorschein kommen, bei anderen M200 überhaupt keine Poren sichtbar sind. Bei jeder Beimengung von Ausschuss, wird sehr viel Verunreinigung in die Schmelze eingebracht. Dann noch ein ganz wichtiger Punkt, bei aushärtbaren Alulegierungen, sollten die Gussteile mind. 1 Woche, besser zwei, aushärten, bevor diese bearbeitet und zum Beschichter gehen. Ich kenn das aus Erfahrung, wenn da Teile eilig sind, gehen die Gussteile zwei Tage nach dem Giessen schon zum zerspanen, am dritten Tag liegen diese dann fertig beschichtet im Versand. Ein "guter" Zyli, sollte vor dem bearbeiten und beschichten ein Jahr auf Halde im Freien liegen, das sind Top Zylis, alles andere ist nur Industriemüll! In diesen aushärtbaren Legierungen sind noch dermaßen hohe Spannungen, die erstens einen Verzug der Zylibohrung zur Folge haben, als auch schon ein ablösen der Beschichtung, da diese in den Spannungszonen nicht mehr sauber an der Grundbohrung anliegt. Diese Spannungszonen liegen je nach Zylityp, immer an den gleichen Stellen, wo auch die Beschichtung abplatzt. Zylis die bei der Zweitbeschichtung an gleicher Stelle die Abplatzer zeigen, (z.B. der M1L60) ist von verunreinigten Stellen im Guss auszugehen. Hier ist eine Umkonstruktion des Gussmodells nötig. (oder weniger Ausschuss beimengen) Eine Beschichtung hält nicht durch die Haftung am Alu, sondern ist eine in sich hauchdünne Büchse. Der Halt kommt nur durch die Verkrallung oben an der Dichtfläche, (die Fase wie es Luk beschreibt, noch besser einen R1 machen) sowie die Umkrallung an den Kantenbrüchen der Fenster, und in die Fenster hineinreichende Schicht, die wirklich nicht groß genug sein können. Der Kantenaufbau füllt das alles wieder auf! Kontrolliert muss aber auch der Kantenaufbau oben an der Kopfdichtfläche um die Zylibohrung herum werden. (mit Haarlinel, oder Messschieberrücken drüber halten) Dieser darf auf keinen Fall überstehen, sonst drückt der Kopf auf den Kantenaufbau und kann auch ein abplatzen der Beschichtung bewirken. Bei einem Zyli, bei dem nach 60km die Beschichtung abplatzt, kann man im Vorfeld durch leichtes abklopfen mit einem Kupferbolzen, an den bekannten Stellen schon das "hohle" scheppern der Nicasilschicht hören. An den Stellen die in Ordnung sind, klingt der Zyli wie bei einer Triangel, wie ein Glöckchen, die schlechten Stellen, wo die Beschichtung hohl liegt, klingen, wie wenn ich an einen Messingklotz klopfe. Wenn ich mit diesem Verfahren so einen Zyli ausselectiert habe, riskiere ich nicht mal einen Kolben und schick den zu PowerSeal, aber auch in GB wird, sehr, sehr gut beschichtet! Vor allem können die in England maßlich perfekte Zylis liefern, was ja leider in Holland nicht immer der Fall ist pr7 Punkte
-
3 PunkteHaha, jetzt geht das schon wieder los ... HD 155 zu HD 175 brachte keine Änderung und "ich bring den Motor nicht zum 4takten" ... na wo könnte da das Problem liegen? Machen wir mal ein kleines Ratespiel ... bin gespannt! Und noch was nebenbei, wenn der Motor jetzt mit 28er viel runder in bestimmten Bereichen rennt, dann war der 24er einfach scheiße eingestellt!3 Punkte
-
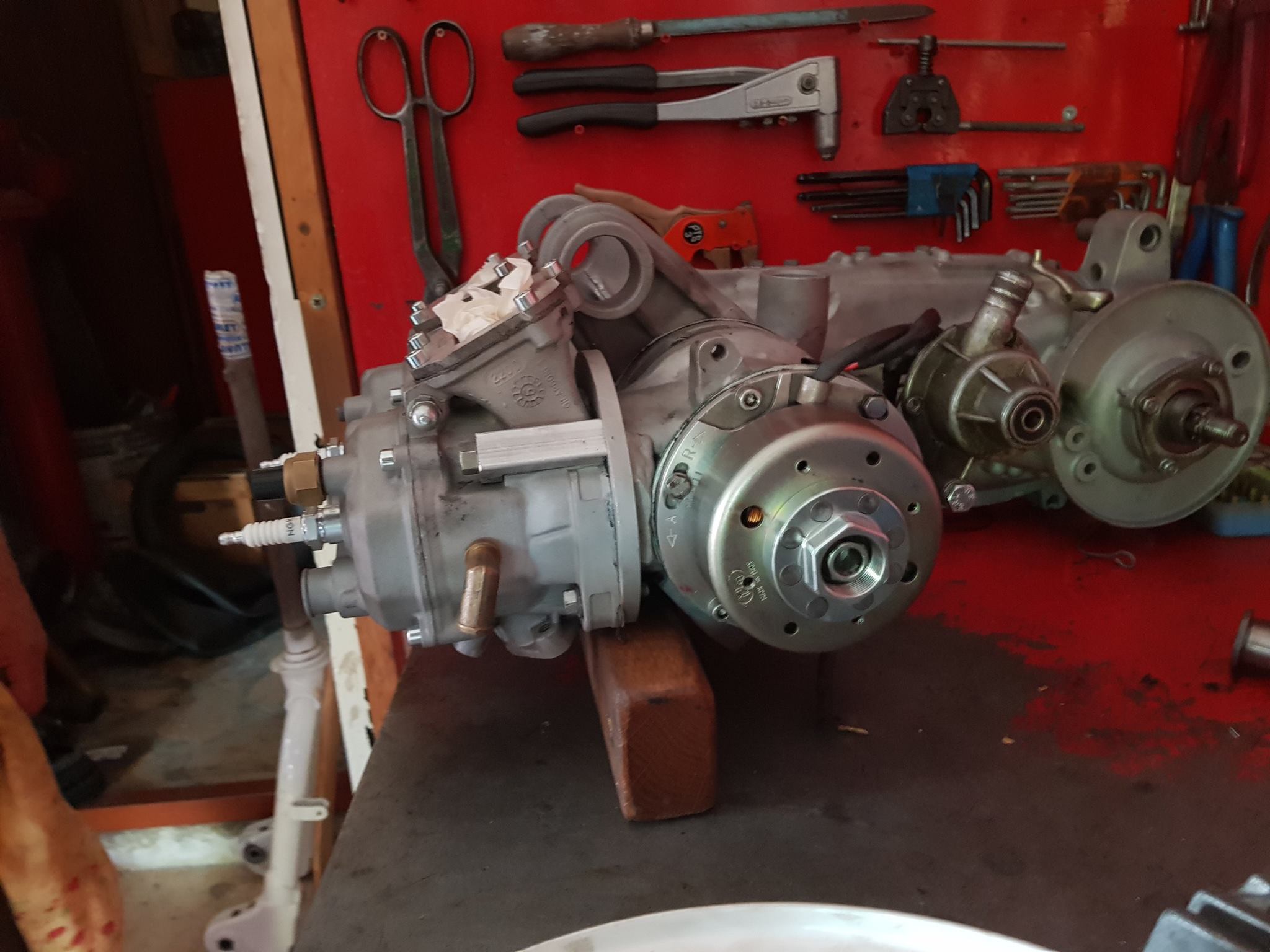
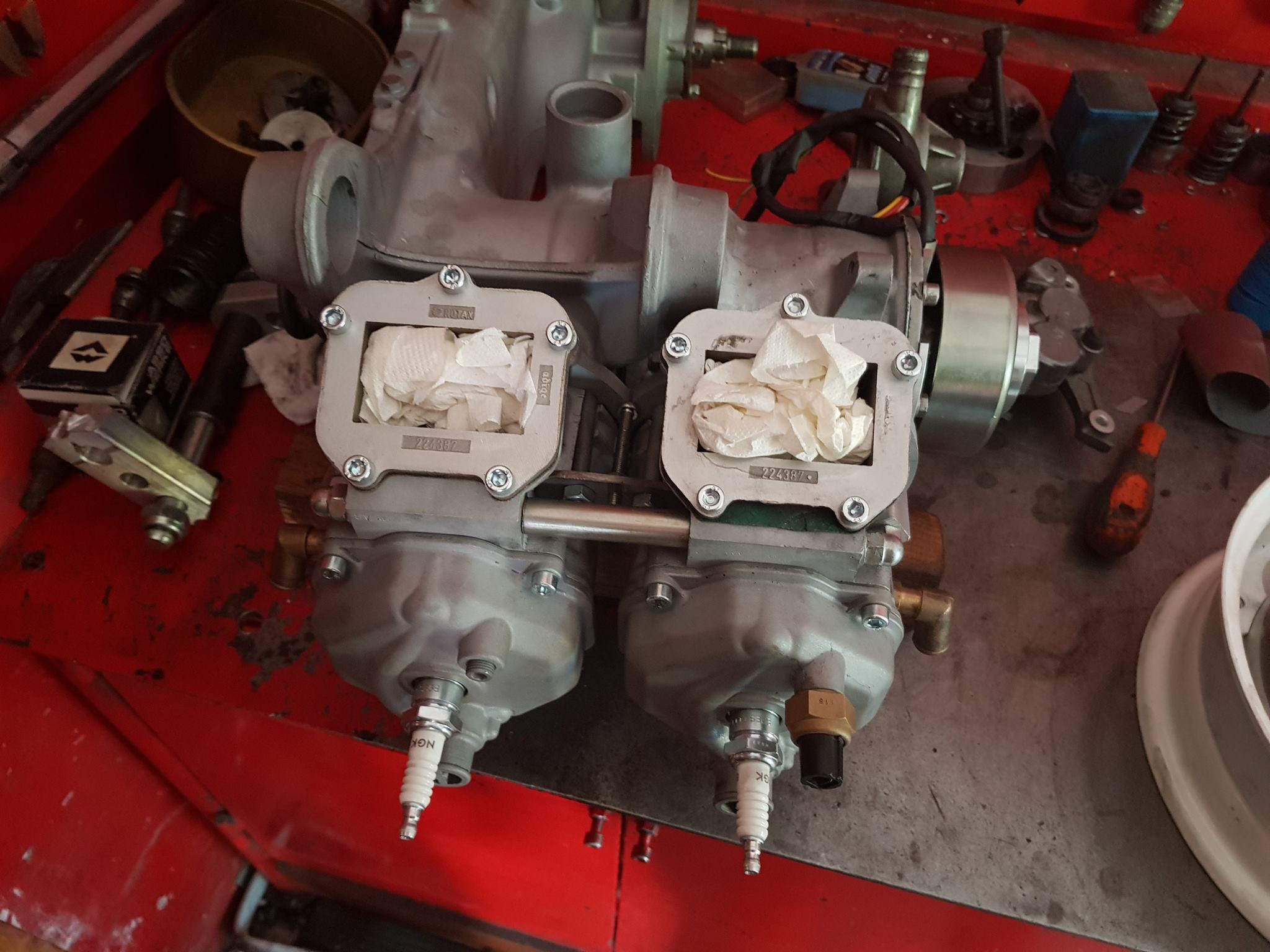
der Wahnsinn geht weiter , Tinos neue Zwillinge (FB). Sind aber nicht seine....

 3 Punkte
3 Punkte -
Ein individuelles Fahrzeug aus verschiedenen Karren zusammenzustricken zeugt von Individualität und Kreativität – aber ein PX-Kicker an oller Gurke gilt als übel zugerichtet. Klar. Ach, Fuck the System – das mit dem Kicker ist doch wirklich scheissegal. Ich setz noch einen obendrauf – erst aus Mangel, dann aus Lustlosigkeit, bin ich an meiner Supersprint lange einen PK-Kicker gefahren. Dazu ist die Karre noch mattschwarz lackiert – oweiowei.3 Punkte
-
2 Punktegenau bei solchen dichtheits problemen am kopp find ich die sache mit den 4 zusätzlichen befestigungsschrauben, wie t5undt...es schreibt, super. der guss des evokopfs ist für sowas vorbereitet, mit den richtigen maschinen also eine saubere sache. vorteil: die durchgehenden stehbolzen werden mit 13nm angezogen, die 4 zusätzlichen verschraubungen (ich hab da m8) mit 22nm. ich fahr ne aludichtung vom foxracing. nur mal so als tipp, falls das mit dem dichtmassen gepansche nix wird.2 Punkte
-
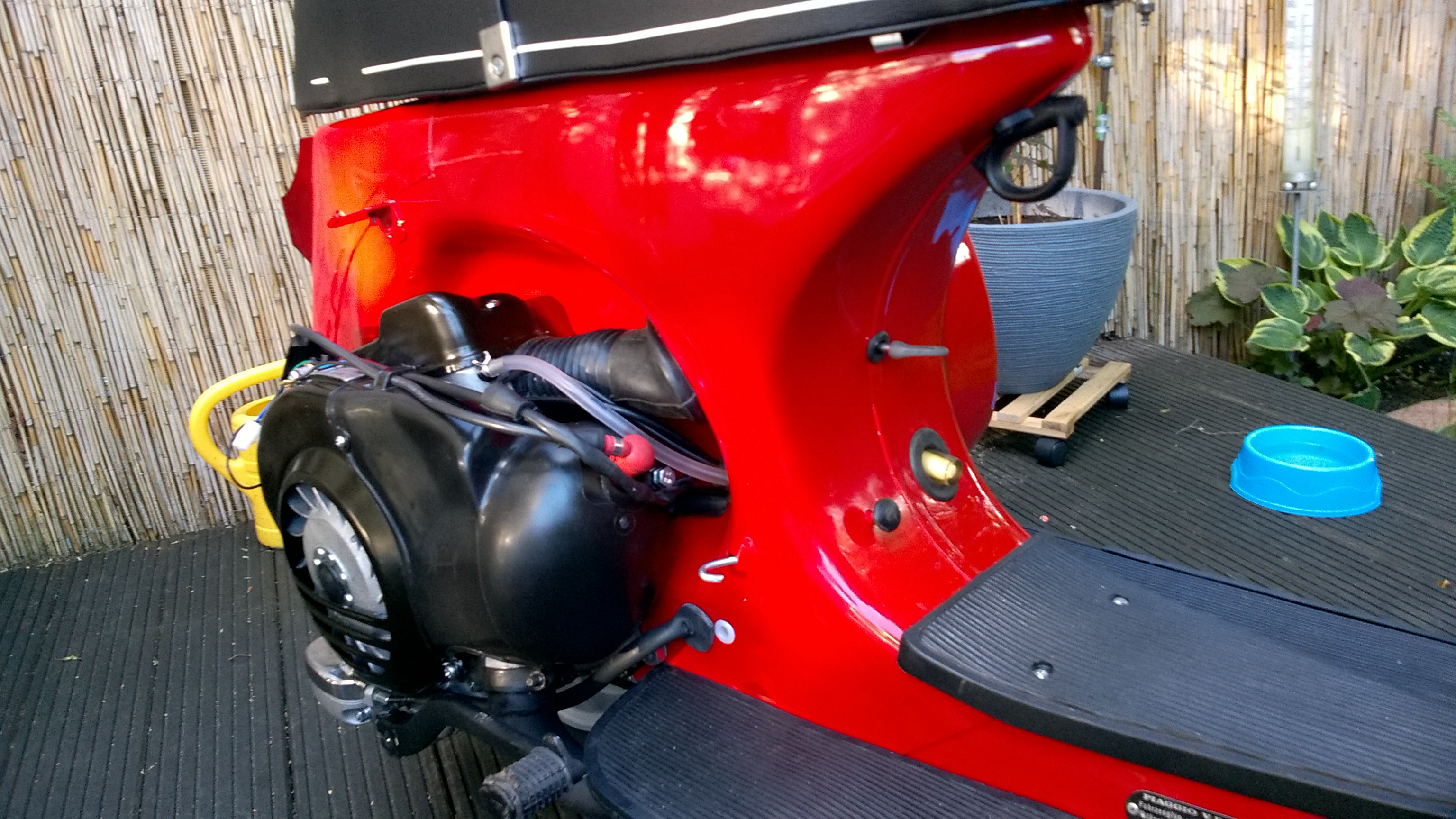
...jetzt ist er fertig! Die Befestigung hinten war ein echter Hirn-Akt und am Ende war es mir nicht möglich schönere Muttern o.ä zu verwenden ohne das Ganze zu hoch zu setzen, was ich aber partout nicht wollte...einen Tod muss man sterben



 2 Punkte
2 Punkte -
2 PunkteDieses Dirko HT? Davon habe ich eine Tube. Hylomar habe ich auch, das kann aber glaube ich die Temperatur nicht so haben.2 Punkte
-
2 Punkte
-
2 Punkte
-
2 PunkteEntschuldige, sicherlich hätte ich das liebevoller beschreiben können. Die Kernaussage bleibt aber und sollte dir als Hilfestellung dienen. Kann man annehmen und halt auch sein lassen. GSF-Speech is halt auch mal bissl rauher ohne gleich böse gemeint zu sein.2 Punkte
-
2 PunkteLes´ich da den Blinden von den Blumen reden? Bzw. den Baden(se)r von der deutschen Sprache?2 Punkte
-
2 PunkteEin Bauer klingelt bei seinem Nachbarn: "Du Karle, Dei Goggl daugd fai au nix meh!" - "Wia kommsch jeddz do druff?" - "Weil'e den grad middam Bulldog ieberfahra hann."2 Punkte
-
2 Punkte
-
Ahhhhrgh!!! Historische Chance verspielt, etwas Bedeutendes zum 6.000en zu sagen. Hm. Obwohl. Eigentlich steckt da doch alles Wichtige drin. Und ja: Es war ein sehr gepflegter Abend mit den Herren, sodass ich an eine Wiederholung denke. Dankeschön für die nette Gesellschaft und die leckeren Mitbringsel. Bilder gibts leider keine. A doch, eines hab ich gefunden:
 2 Punkte
2 Punkte -
2 Punktevor zwanzig jahren mal für zwei sekt auf eis ne dame abgegriffen. immer noch unrestaurierter originalzustand und regelmäßig im einsatz.2 Punkte
-
2 PunkteLML-Rahmenset vom SCK: Motor ist NOS-Piaggio 200er lusso-Gehäuse, Malossi-alt, 60er Stoffi-Welle, BGM-Superstrong,23/63 gerade Primär, Cosa-Getriebe, 26er SI-Vergaser, erleichtertes Elestart-Polrad, Sito-T5-Pott, SIP-Dämpfer. Starts first kick. TÜV muss noch...







 2 Punkte
2 Punkte -
Mahlzeit ! Einfach und kurz gesagt: Das waren mal die besten VWD die ich erleben durte ! Wir waren bereits ab Donnertsag vor Ort und es hat einfach nur Spaß gemacht in Celle zu sein. Nette Stadt, nette Menschen und vor allem die vielen anderen Verrückten, das war ein tolles Erlebnis. Was mich zutiefst beieindruckt hat war die prima Organisation. Da merkt man, dass der Club jahrelang auf anderen Treffen war und dass man ebenso jahrelang ein eigenes Treffn organisiert. Ja, die VWD sind ein anderes größeres Kaliber, aber die Erfahrungen haben sie bestens genutzt. Und ich bin echt ein wenig sehr neidisch auf die Möglichkeiten bei Euch. Hier im dicken B. wäre das sehr unmöglich, es sei denn es kämen nur Euro 6- oder Elektroroller aus biologischen Anbau, und vegan sollte es auch sein. Sorry ich schweife ab ! Einfach nochmal ein dickes DANKE für das echt dufte Freffen ! Doktor F.1 Punkt
-
1 PunktNe, hatte die nicht. Schmeiss den Scheiss raus. Bin auch mit der PK noch nie beim TÜV gefragt worden, wo das Standlicht ist.1 Punkt
-
1 PunktIch denke in der Regel klappt das bei Ü95% so im Alltag. Wäre ja schlimm wenn nicht1 Punkt
-
1 PunktIs nich weiter schlimm, wie t5undtets sagte, hauchdünn dirko (wie beim pc die leitpaste für chil und kühler um "mikrokratzer/rillen" abzudichten. Montieren, kurze ausfahrt, nachziehen, fertig Gesendet von iPhone mit Tapatalk Pro1 Punkt
-
1 PunktIch komme auf den ganzen abgelutschten Designkrams nicht klar.... Finde einen E-Antrieb an einem Roller grundsätzlich nicht verkehrt, wenn die Dinger dann SO aussehen allerdings schon, wer denkt sich sowas aus, oder ist das heute cool? wer weiß. Ich fahre meine Vespen nicht deshalb so gerne, weil das Fahrwerk der alten Schinken so schön schwammig ist, ständig was am Motor ist oder die größeren Kisten saufen wie Kühe, sondern weil die einfach geil aussehen, geil knattern und mehr style haben als es alle Hippsterscooter zusammen jemals haben werden - BÄM! IN YOUR FACE!1 Punkt
-
1 Punkt
-
1 Punkt
-
So, mein Youngtimer (Audi 200 Turbo Quattro) ist auch noch mal fit für die nächsten Jahre, Zahnriemen, Kopfdichtung, Kerzen, Zündkabel, Verteiler und verschiedene Dichtungen neu. Läuft wieder traumhaft.1 Punkt
-
1 PunktDaß ist ein Schütz und wird vom Einschalter / Handtaster angesteuert. Beim Einschalten muss zwischen den Anschlüssen A1 und A2 auf dem Gerät eine Spannung von 24VDC oder 230VAC anliegen, je nach Versorgung. Ein Schütz wird verwendet, damit nicht die komplette Leistung über den Einschaltknopf fließt. Beim Einschalten verschwindet der von Dir erwähnte rote Knopf ins Innere. Das ist eine optische Anzeige, dass das Schütz angezogen hat. Wenn es nicht geht, liegt auch keine Spannung an oder es ist defekt. Dann musst Du messen, ob im Kasten eine Sicherung ausgelöst hat. Wenn es anzieht, die Säge aber nicht läuft, ist im Arbeitskreis (Anschluss 1; 3; 5) keine Spannung. Auch da muss man messen, wo evtl eine Vorsicherung ausgelöst hat. Vielleicht ist auch der Einschaltknopf defekt oder ein anderes Gerät. Vorsicht ! 230VAC sind gefährlich !!! Als Laie bitte einen Fachmann zu Rate ziehen !1 Punkt
-
1 PunktEin Bauer klingelt bei seinem Nachbarn: "Du Karle, Dei Goggl daugd fai au nix meh!" - "Wia kommsch jeddz do druff?" - "Weil'e den grad middam Bulldog ieberfahra hann." ..."Du Karl, dein Hahn ist ja auch nicht mehr der Allerbeste!" - "Und wie kommst du darauf?" - "Na weil ich ihn eben mit dem Traktor überfahren habe." (Schwabenhumor, beschde wo gibt)1 Punkt
-
1 PunktWenn so nen heißen SF fahren würden könnte möchte....dann fände ich jetzt die Spezial mit der Scheibenbremsgabel, schönem Motor und in nettem Zustand schon begehrenswert. Ich glaube 2500 würde ich da auch hinlegen....Problem ist natürlich die fehlende Eintragung. Andererseits ne gute Spezial mit so einem Motor plus Bremse ausrüsten....weiß ja jeder hier was das kostet, wenn mans noch machen müsste.1 Punkt
-
1 PunktIch habe die selbe Kombi drauf , 1000 km kein durchschlagen . Beim Bremsen mit meinem 10" Umbau bringe ich das Vorderrad zum blockieren ohne das das Rad im kotflügel ansteht . Empfehlenswert bei dem Preis PS , ich wiege 93 Kilo Tom , bist du dann zu zweit mit dem Papa gefahren ?1 PunktDas liegt daran, dass der Link ja garnicht zu FB geht und ich doof bin. Du bist also kein Heinz, Motte hingegen aber schon.1 Punkt1 PunktJo, neuer Job am Hauptsitz1 PunktBesten Dank für deine Erklärung. Werde wohl erstmal versuchen zu basteln - also irgendwie ein "Bindeglied" herzustellen. Wenn das dann alles nichts hilft, muss die SIP modifizierte Andruckplatte her.1 Punkt1 PunktIm übertragenenen Sinn und wenn man´s 2h einkocht, kommt´s aber drauf raus...1 PunktIst das noch so eine braune Plastikdose mit nem roten und nem schwarzen Kabel neben dem Zündkabel? Dann austauschen gegen eine V50 / Sprint / GT / ...-Spule. Dort das rote Kabel auf den einzigen Anschluß und das schwarze an Masse (Spulenbefestigungsschraube).1 PunktBei mir isser voll super. Macht heller und hält, wenn man den Zierring n bisschen festzurrt Kann man nehmen, das Teil.1 PunktIch habs nun schon seit ein paar Tagen raus! Habe es rausgetrieben. Musste es beim Einbau dann vorsichtig mit dem Hammer die Achse wieder reintreiben, das Lage sitzt bei mir fest auf der Achse.... SC meinte, dass sollte mit der blosen Hand möglich sein, deshalb war ich verwirrt. Danke für Eure Hilfe, es ist mein erster Motor, den ich hier zusammenbaue.... deshalb diese Anfängerfragen....1 PunktDu du gehst in deinem Job auf Rechtsfragen ein? Und sprichst rechtliches aus? Verstehe ich das jetzt richtig? Was hat das hier mit der ZPO zu tun? Vielleicht habe ich mich im letzten Post falsch ausgedrückt. Er stellt Tatsachen fest und deren Sachverläufe usw. Alles rechtliche entscheidet das Gericht. Somit ist der SV nur der Mann mit dem Sachverständnis für die Sache womit sich das Gericht nicht auskennt. Auf dessen Aussage wird sich dann gestützt und im jeweiligen Fall entschieden. Ich bin selbst ö.b.u.v. SV Zwar für ein ganz anderes Sachgebiet, aber das macht eigentlich keinen Unterschied. Nun Offtopic aus von meiner Seite, dass trägt nichts mehr zum eigentlichen Thema bei.1 Punkt1 PunktWenn du so im vollen Ornat, samt Kofferset hinten, Rolle vorne, das ganze gebimsel am Lenkerkopf und der Fahrer durch Leberkäs-Semmel und 2-3 Hoalbe gestärkt mit deinem Gefährt den Pass runter bretterst, und vor der Kurve saftig in die Eisen gehst - lässt du da die Hände nicht an den Lenkergriffen??1 Punkt1 PunktSupergeil, und ging bis in die Puppen. Ich hab den kleinen Italiener gekonnt mit mehreren Breitseitenmetern Limes in Grund und Boden geschossen, ach was sag ich, ZERRRSTÖRRRRRRRT hab ich ihn. (Okay, ich war aber auch in Top Form, hochmotiviert und extrem unterhopft ) Papa Mütze hat brav aufgepasst, dass ich wieder aus der Toilette raus komm. Und Steiff hat wieder in gewohnter Weise über´s Alter rumgesudert... Flo hat wieder ein vom linken bis zum rechten Ohr einbetoniertes Grinsen gehabt. Ansonsten viele viele bekannte Gesichter, sogar einige Nordlichter waren da. Das Gelände war top, dass man gleich neidisch werden könnte und Versorgung mit Essen (für Carnivoren) und Getränken war auch bestens. Host wos verbasst, Oida !!!!1 PunktGuten Abend zusammen, ich möchte euch den Vespa-Familienzuwachs vorstellen. Es handelt sich um eine P200E aus dem Baujahr 1979. Ich habe die Vespa im fahrtüchtigen aber restaurierungsbedürftigen Zustand gekauft. Defekte Teile wurden durch Origialteile ausgetauscht oder falls möglich repariert/restauriert und wieder eingebaut. Der Motor wurde komplett überholt und originalgetreu aufgebaut. Dieses Mal ist es die Farbe "Blu Marine P8/9 PIA 5659" oder "Blu Marina 275" geworden. Ich habe nach einer Farbe gesucht, die Ende der 70er original lackiert wurde. Fotos und nähere Infos der Restauration kann ich bei Bedarf gerne bereitstellen. P.s.: Die Schwingenabdeckung ist mittlerweile natürlich drauf! Viele Grüße TimoPX



 1 Punkt1 PunktMahlzeit Motor ist zusammen und läuft echt gut für den Anfang. Daten: -SP09 57X54 129/194 QK 1.05 -Big Bertha -Mini Tassi Minarelli mit lth Adapter -Geschweistes und geplantes Gehäuse -Drt Runner kurzer 3./ extra kurzer 4. -Drt Primär 2.62 -Superstrong hälfte XXXL/hälfte Standard -30er MRP Rüssel -30 TMX 280/22,5/5EL68 Heute gibts noch die VT. Vid kommt gleich. https://youtu.be/m9kd5HyLCu01 Punkt1 Punkt1 PunktVielen Dank für das gelungene Fest. Danke an Alle, die zu einem schönen Abend beigetragen haben. Gerne wieder und ich hoffe wieder Vollzählig! Lg Ikearoller1 Punkt1 PunktIch verlinke mal hier die Bilders vom ersten CMX event 2017:1 PunktIch hoffe du schaust beim Fahren nicht auf die Markierungen welcher Gang den drin ist [emoji23][emoji23] Gesendet von meinem SM-G900F mit Tapatalk1 PunktNach 12 Jahren "Brown Sugar" und diversen Features in der Scootering oder Classic Scooter musste ich feststellen, das sowohl die Farbe als auch der Name von nem Spacko kopiert wurden... Da ich keinen Bock auf diskutieren hatte, hab ich umlackiert, war ja eh schon 12 Jahre alt. PX200 Bj.1980 im 80´s England Style. 210er Malossi mit NFK Membraner, 30er Dellorto und Mikeck ( 20,3 PS) Alle Gravuren von Peter Robinson UK und Chrom von Böge HH. Die Rahmenarbeiten, das Schweißen und die Vierkante sind selbst ausgeführt. Alles eingetragen so wie es da ist ( bis auf die Pikenuts ).
1 Punkt1 PunktMahlzeit Motor ist zusammen und läuft echt gut für den Anfang. Daten: -SP09 57X54 129/194 QK 1.05 -Big Bertha -Mini Tassi Minarelli mit lth Adapter -Geschweistes und geplantes Gehäuse -Drt Runner kurzer 3./ extra kurzer 4. -Drt Primär 2.62 -Superstrong hälfte XXXL/hälfte Standard -30er MRP Rüssel -30 TMX 280/22,5/5EL68 Heute gibts noch die VT. Vid kommt gleich. https://youtu.be/m9kd5HyLCu01 Punkt1 Punkt1 PunktVielen Dank für das gelungene Fest. Danke an Alle, die zu einem schönen Abend beigetragen haben. Gerne wieder und ich hoffe wieder Vollzählig! Lg Ikearoller1 Punkt1 PunktIch verlinke mal hier die Bilders vom ersten CMX event 2017:1 PunktIch hoffe du schaust beim Fahren nicht auf die Markierungen welcher Gang den drin ist [emoji23][emoji23] Gesendet von meinem SM-G900F mit Tapatalk1 PunktNach 12 Jahren "Brown Sugar" und diversen Features in der Scootering oder Classic Scooter musste ich feststellen, das sowohl die Farbe als auch der Name von nem Spacko kopiert wurden... Da ich keinen Bock auf diskutieren hatte, hab ich umlackiert, war ja eh schon 12 Jahre alt. PX200 Bj.1980 im 80´s England Style. 210er Malossi mit NFK Membraner, 30er Dellorto und Mikeck ( 20,3 PS) Alle Gravuren von Peter Robinson UK und Chrom von Böge HH. Die Rahmenarbeiten, das Schweißen und die Vierkante sind selbst ausgeführt. Alles eingetragen so wie es da ist ( bis auf die Pikenuts ).








 1 Punkt1 Punkt
1 Punkt1 Punkt
































































Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung