
Rangliste
-
FalkR
Members8Punkte3.795Gesamte Inhalte -

AxisPilot
Members5Punkte48Gesamte Inhalte -
loslowrider
Members4Punkte1.815Gesamte Inhalte -

egig
GSF Support3Punkte7.089Gesamte Inhalte



Beliebte Inhalte
Inhalte mit der höchsten Reputation am 28.12.2020 in allen Bereichen anzeigen
-
8 Punkte
-
4 Punkte
-
Ich bin der Sohn vom Rainer. Meine Mutter und ich haben alle Posts in diesem Thread gelesen. Uns standen die Tränen in den Augen. Ich möchte mich auch in ihrem Namen für so viel Anteilnahme bedanken! Es ist schön zu sehen wie vielen Menschen Rainer in positiver Erinnerung bleiben wird und dass man ihm nicht nur als einem technisch sehr kompetenten und versierten Menschen, sondern auch als einer humorvollen, äußerst hilfsbereiten und angenehmen Persönlichkeit gedenkt. Auf den geposteten Bildern wirkt er so glücklich und entspannt - ganz bei sich und seiner Leidenschaft, welcher er in Eurem Kreise frönen durfte wie noch nie zuvor in seinem Leben. Im Rückblick würde er die letzten Jahre sicher als seine schönsten bezeichnen. Somit hat er am Ende seines viel zu kurzen Lebens mit Sicherheit seinen Frieden gefunden. Die Beisetzung wird im engsten Rahmen erfolgen - nicht nur aufgrund der aktuellen Umstände, sondern auch weil er es so wollte. Ich habe heute mit "Fernando" (viele werden ihn kennen) telefoniert. Wir werden bei Gelegenheit bzw. im neuen Jahr Wege finden Rainers "Roller-Materialien" zu verteilen bzw. zu verkaufen - vorzugsweise im Rahmen Eurer Community. Das hätte er sich mit Sicherheit so gewünscht. Meine Mutter würde sich freuen, wenn bestehende Kontakte (mit denen die sie bereits kennt) in irgendeiner Form fortgeführt werden können - sei es ein Anruf oder auch mal ein Besuch auf einen Cappuccino... Darüber hinaus wäre es mir persönlich ein Anliegen wenn sie z.B. bei notwendigen handwerklichen Tätigkeiten in der Wohnung (oder aber wenn mal was Größeres zu transportieren ist) ein wenig Hilfestellung bekommen könnte. Damit wäre uns für die Zukunft am meisten gedient. Ich kann meinen Vater (nicht nur) in dieser Hinsicht nicht ansatzweise ersetzen. Er wird uns allen sehr fehlen! Nochmals vielen Dank für alles! Dennis3 Punkte
-
2 PunkteWeiter geht's. Morgen den Rest machen. Spachtel ist auch drauf. Sind ein paar Dellen drin. Auch unten an der Blechnase.

 2 Punkte
2 Punkte -
Da wird doch der Kunde ignoriert Also, ihr Könige, baut die geile Scheiße!2 Punkte
-
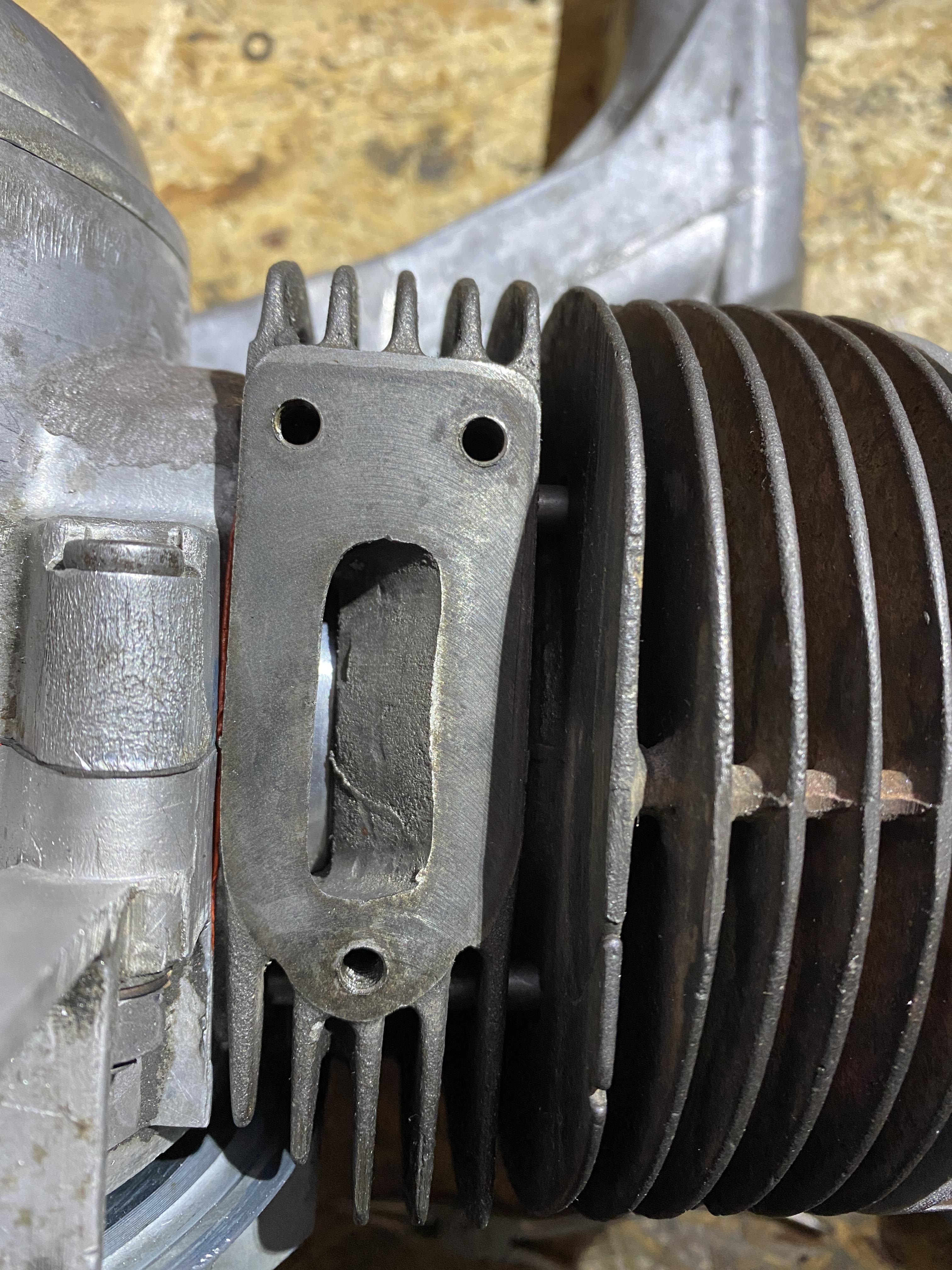
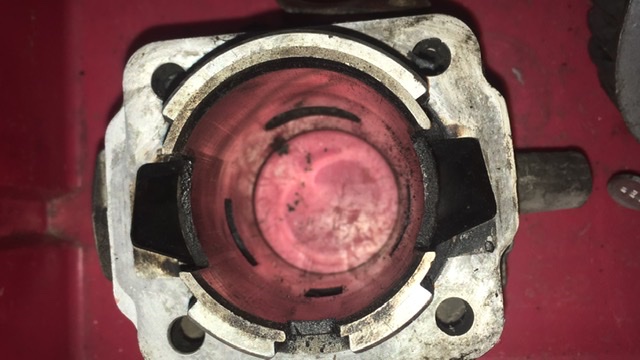
Ich bin vorangekommen: Zyli ist alles soweit fertiggefräst. Der Auslass ist auf 38,5 hochgezogen und wurde auf beiden Seiten 1,5mm trapezförmig verbreitert. Der Kolben von Meteor ist etwas anders als der Original. Die Kolbenringe sind ca. 0,5mm höher. Bedeutet dann, dass das Einfedern am Einlass noch weiter minimiert wird Habe da jetzt eigentlich keine Bedenken mehr. Fehlt nur noch die Zündung. Werde ich mir die nächsten Tage vornehmen. Hab am Wochenende mal im verbauten Motor geschaut. Da ist ein Malle-Kopf verbaut. Werde ich mit dem ebenfalls experimentieren. Der Verkäufer meinte, dass der Zyli einen neuen Übermaßkolben bekommen hat. Scheint mir leider nicht so... Der Weihnachtsmann hat den SIP Road noch vorbeigebracht. Es wird Zeit, dass es wieder warm wird!
 2 Punkte
2 Punkte -
2 PunkteDanke! Stimmt, wollte mir das Projekt nicht ausreden lassen2 PunkteHut ab und Weitermachen! Wieder mal ein schönes Beispiel wie man das gsf angehen muss: einfach vor vollendete Tatsachen stellen!! Wenn man vorher gefragt hätte wäre ein Shitstorm á la Tuningzylinder kann alles besser kauf Dir einen großen Führerschein kauf dir einen T5 Motor usw ausgebrochen Sonst würden wir immer noch in Höhlen wohnen oder Malossi 166er Grauguss fahren2 Punkte2 Punkte@Alte_Karre Warum editierst Du das alles? Da bekommen die Leute echt Lust, Dir Fragen zu beantworten2 Punkte2 PunkteHallo, dann möchte ich doch auch meine Vespa vorstellen. Eine VNT2T mit mindestens 8 Lackfarben auf dem Beinschild, jedoch nur 3 Auf dem Hinterteil. Wer macht denn sowas? Der Lackzustand auf dem erstem Bild ist noch vom Vorbesitzer. Sie soll erstmal so bunt bleiben, denn sie erinnert mich an ein Künstlerbild aus unserer Firmenzentrale, das sah auch so aus. Unter den Backen habe ich mal weitergemacht und den O-Lack komplett frei gelegt, dort war ein Heizkörperlack dick aufgetragen. Sieht jetzt ganz ordentlich aus. Wie geht ihr mit den größeren Rostflecken um? So wie sie sind versiegeln oder blank machen und versiegeln? Die Löcher vom Gepäckträger möchte ich noch verschließen, das hatte schonmal jemand mit GFK gemacht. Heute hatte ich sehr gute Ergebnisse mit feiner Stahlwolle und Nitro-Verdünnung gemacht. Gr Dirk




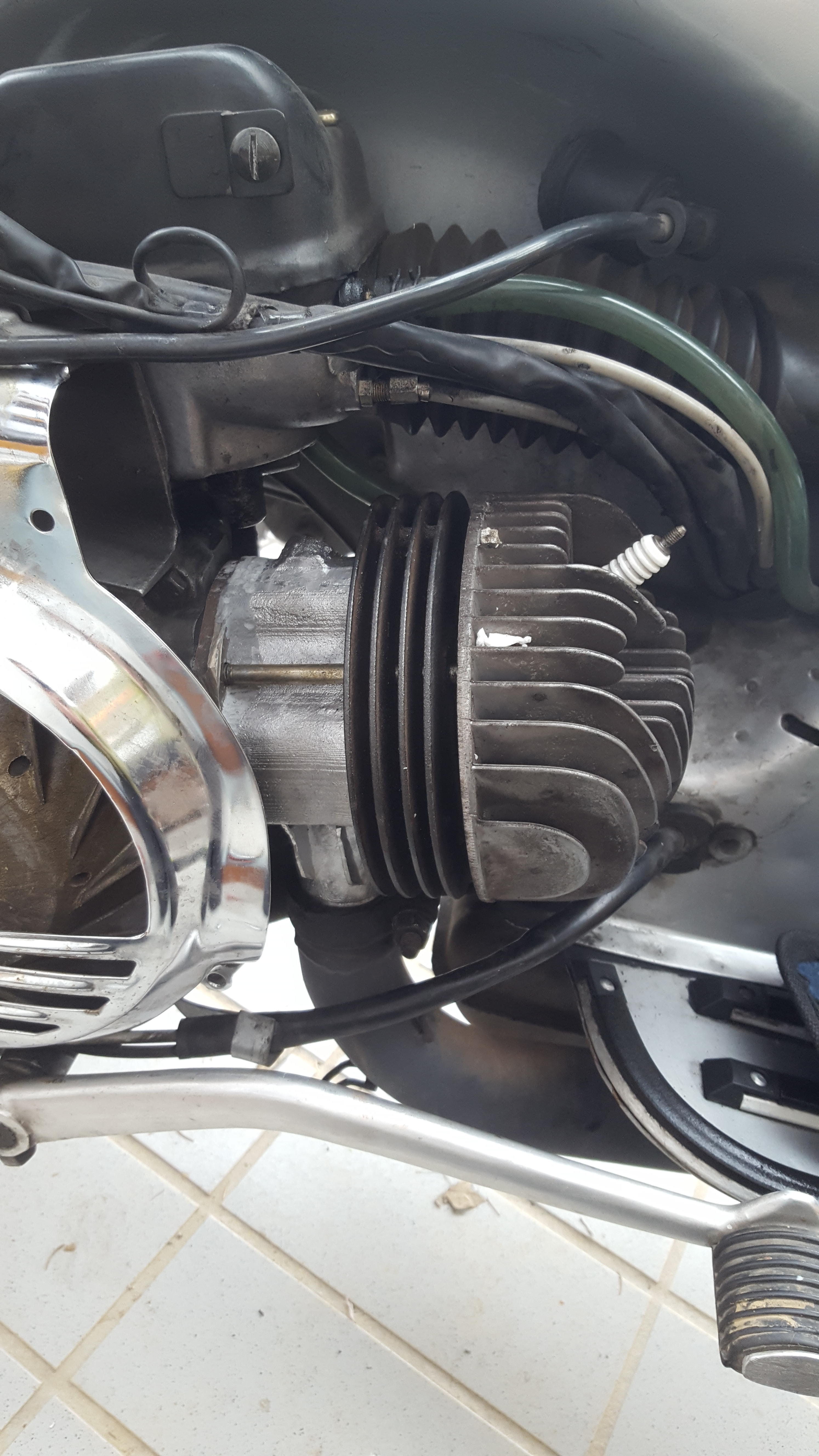
 2 PunkteAlso wie gesagt das Ding ist eingebaut und läuft...
2 PunkteAlso wie gesagt das Ding ist eingebaut und läuft... 2 PunkteNaja egal, Hauptsache das Loch ist zu hoffe das Wetter wird endlich besser und ich kann endlich mal ne Probefahrt machen.1 PunktWäre mir nOI, @PXCop, dass du ein Buch im Bett bräuchtest .1 Punkt1 Punkt1 Punkt1 PunktBei Säure würde ich mir auch um die Messingteile Sorgen machen. Nimm mal Benzin.1 PunktAh! Jetzt. Auf dem ersten Bild war der Stopfen für das Gehäuse nicht zu sehen. Klar. Das dünne Ding kommt in den Vergaser und muss in der Länge dann wohl angepasst werden.1 Punktalso ich war gerade 2 kisten auge für zülvester holen. hab anne kase gesagt "ehrlich ich feiere keine party, ich sauf halt gern!" der typ anne kasse guckt mich fragend an und sagte dann... 42€ bitte.1 PunktIst irgendeine Produktionsnummer o.ä. Da gibts sonst keine Erklärung und wird hier immer wieder gefragt......1 Punkt1 PunktDa der Alu Polini ja von Hause aus eine sehr große Quetsche hat, brauchte ich beim 210-er mit 60Hub nur 0,5mm unterlegen um auf ca. 1,5mm Quetsche zu kommen.1 Punkt1 PunktWenn der Preis stimmt und alles wichtige dran ist, macht man nix falsch, sofern man den Platz hat.1 Punkt1 PunktIm ETS Topic wirst du dazu nur eine Meinung finden: jaaaaa Für mich war es der heilige Gral als ich vor ein paar Jahren eine ETS kaufen konnte, leider suche ich immernoch einige seltene Teile1 Punkt1 PunktGefunden! Schickes Teil, aber die Kanäle sind ziemlich armselig. Mehr als ein wenig Hubraumzuwachs hat er nicht zu bieten.
2 PunkteNaja egal, Hauptsache das Loch ist zu hoffe das Wetter wird endlich besser und ich kann endlich mal ne Probefahrt machen.1 PunktWäre mir nOI, @PXCop, dass du ein Buch im Bett bräuchtest .1 Punkt1 Punkt1 Punkt1 PunktBei Säure würde ich mir auch um die Messingteile Sorgen machen. Nimm mal Benzin.1 PunktAh! Jetzt. Auf dem ersten Bild war der Stopfen für das Gehäuse nicht zu sehen. Klar. Das dünne Ding kommt in den Vergaser und muss in der Länge dann wohl angepasst werden.1 Punktalso ich war gerade 2 kisten auge für zülvester holen. hab anne kase gesagt "ehrlich ich feiere keine party, ich sauf halt gern!" der typ anne kasse guckt mich fragend an und sagte dann... 42€ bitte.1 PunktIst irgendeine Produktionsnummer o.ä. Da gibts sonst keine Erklärung und wird hier immer wieder gefragt......1 Punkt1 PunktDa der Alu Polini ja von Hause aus eine sehr große Quetsche hat, brauchte ich beim 210-er mit 60Hub nur 0,5mm unterlegen um auf ca. 1,5mm Quetsche zu kommen.1 Punkt1 PunktWenn der Preis stimmt und alles wichtige dran ist, macht man nix falsch, sofern man den Platz hat.1 Punkt1 PunktIm ETS Topic wirst du dazu nur eine Meinung finden: jaaaaa Für mich war es der heilige Gral als ich vor ein paar Jahren eine ETS kaufen konnte, leider suche ich immernoch einige seltene Teile1 Punkt1 PunktGefunden! Schickes Teil, aber die Kanäle sind ziemlich armselig. Mehr als ein wenig Hubraumzuwachs hat er nicht zu bieten.

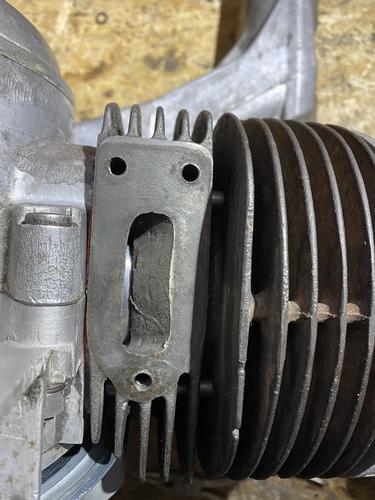
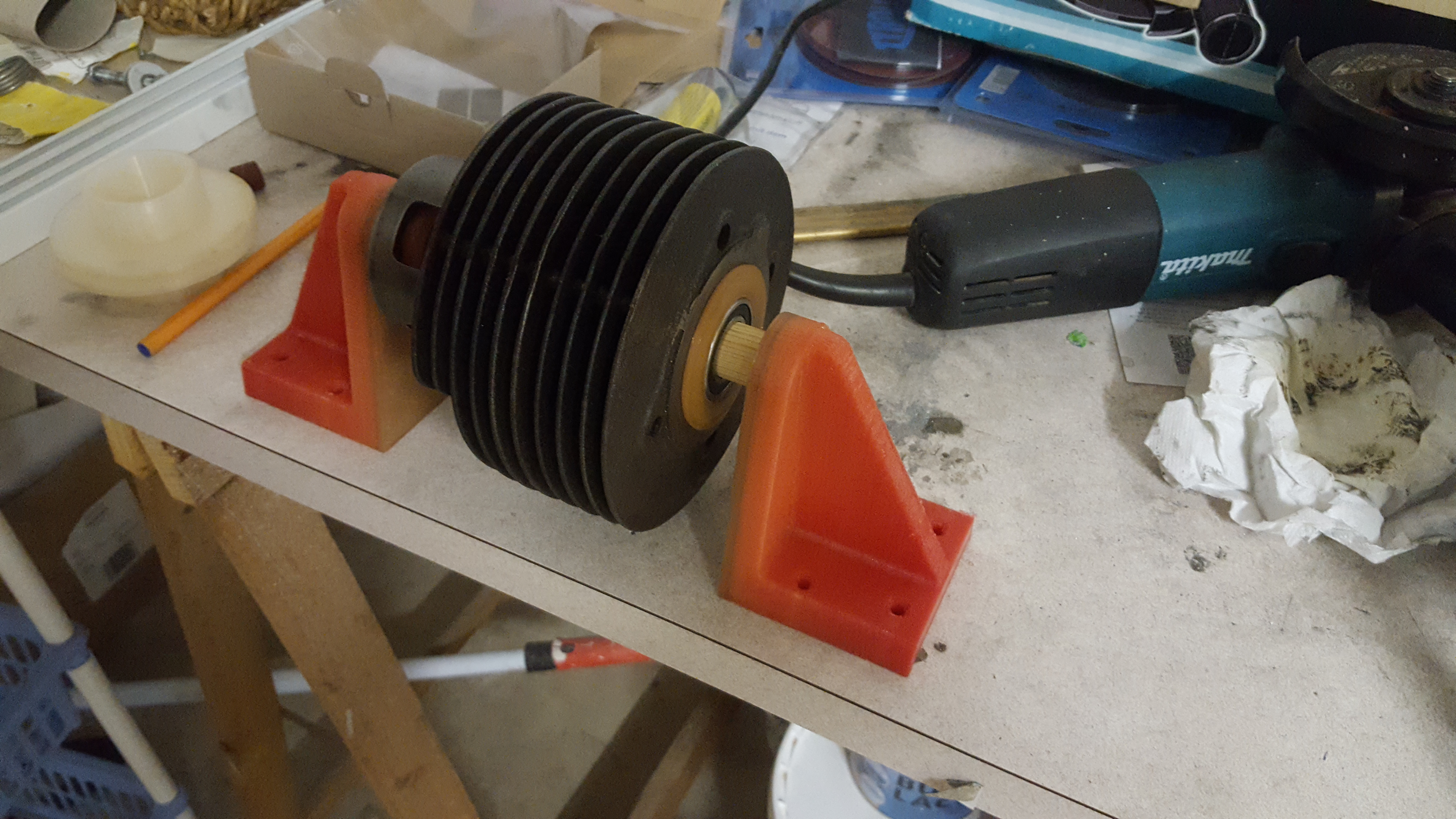
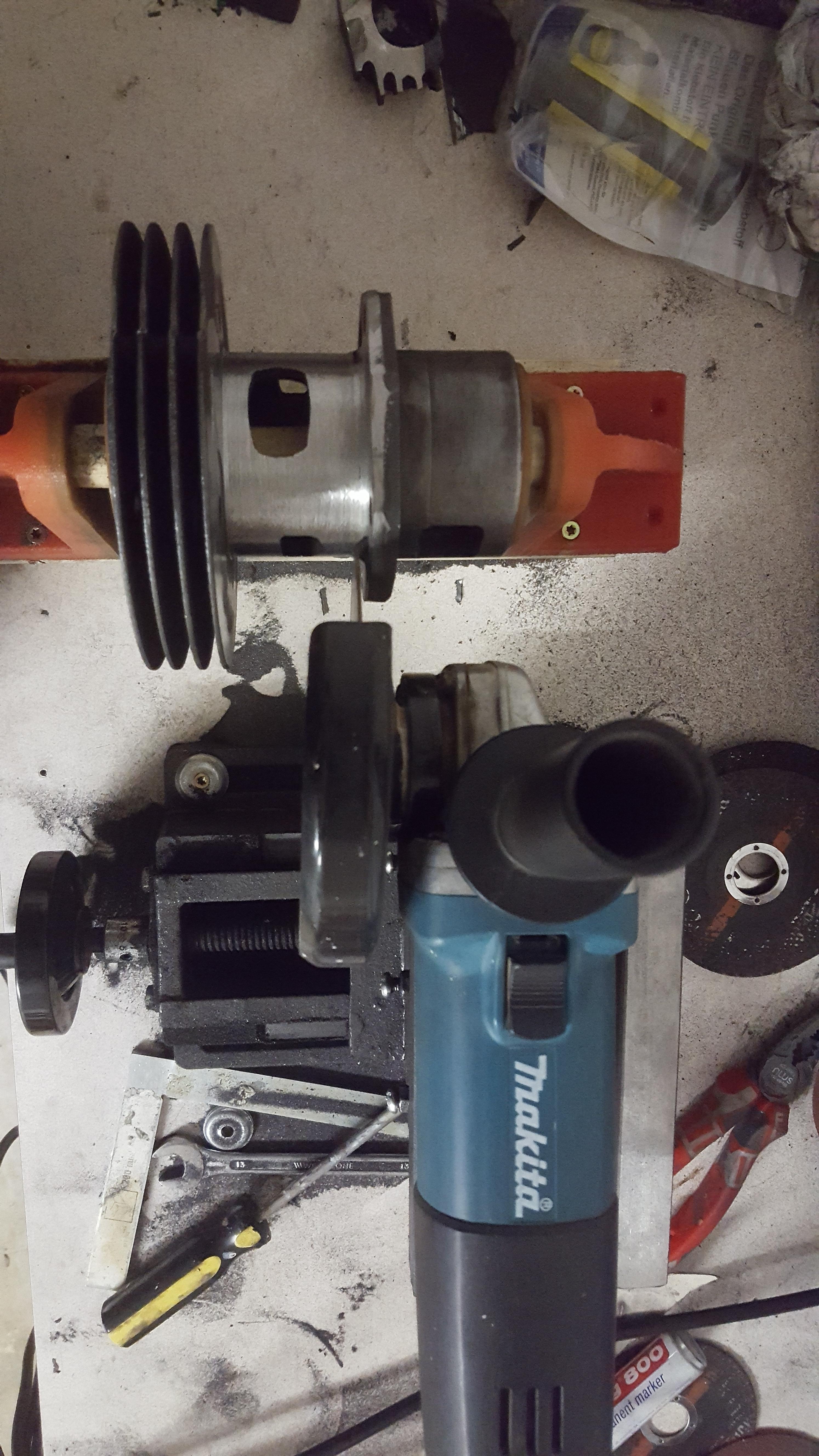
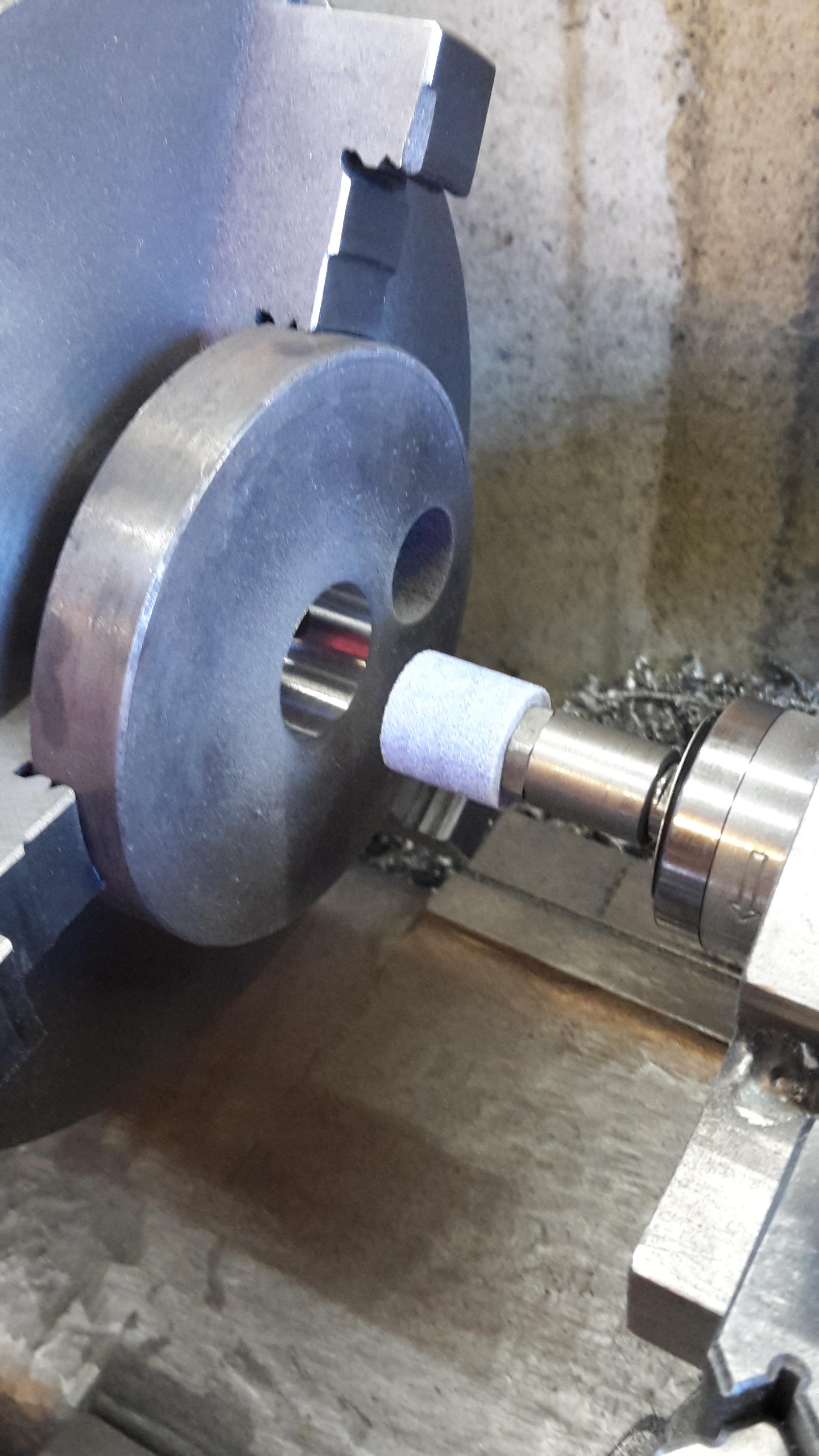
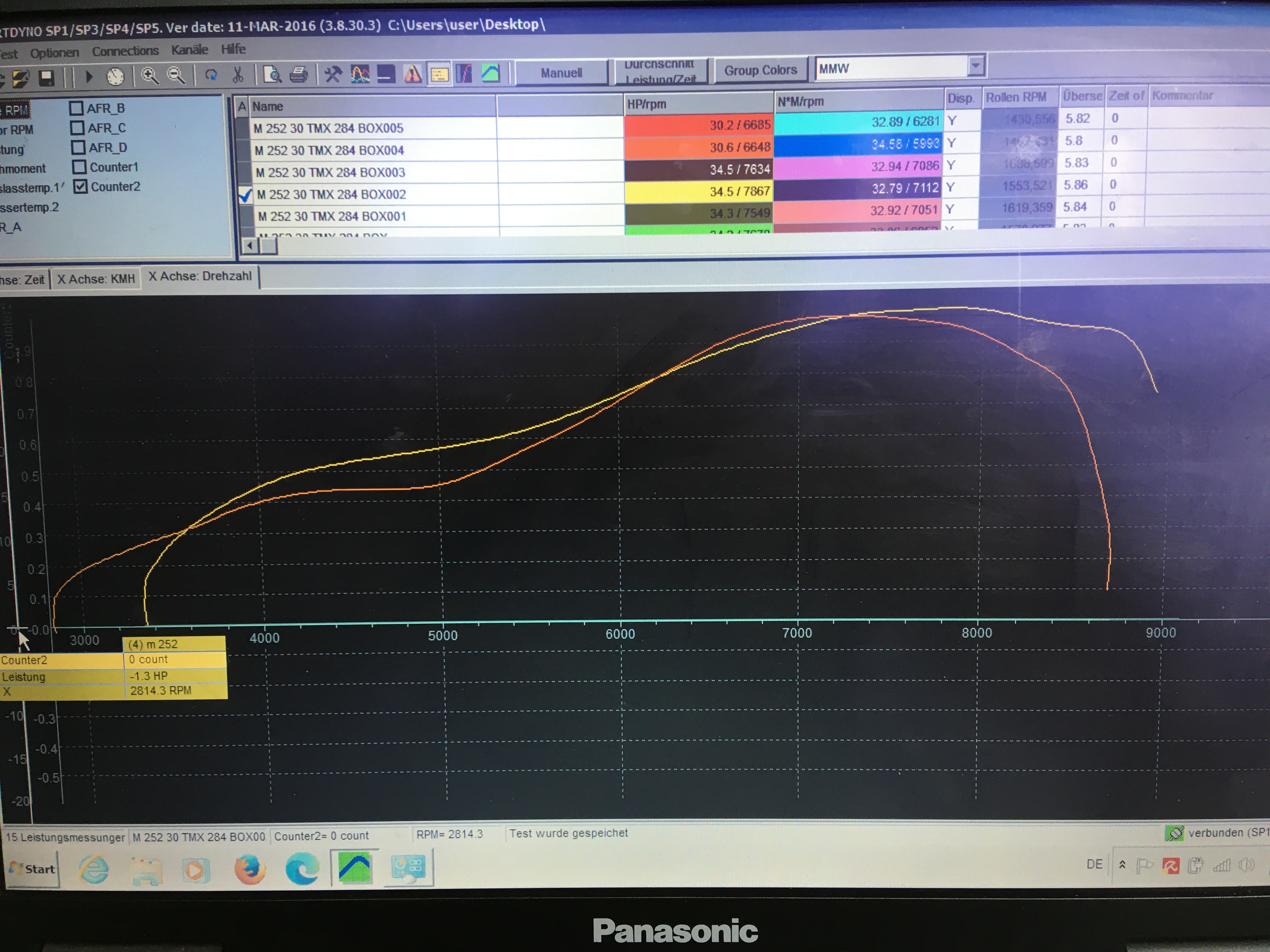
 1 PunktAlles ok, war bei mir auch...und ist absolut problemlos Zylinderkopf ging nur mit leichtem Nachdruck über die Hülsen!1 PunktDa können wir uns aber alle glücklich schätzen, Leute wie dich unter uns zu haben. Was würden wir ansonsten nur tun? Wahrscheinlich kämen wir auf Grund fehlerhaft verwendeter Wörter wirklich so richtig in die Bretagne. Danke, dass du uns hilfst1 Punkt1 PunktIch hol das mal als Messlatte für meinen M244 hoch und als Anregung für alle. Eh meiner läuft, gehen noch paar Wöchelchen rum. Irgendwie sehe ich die Polinibox nie über 6700 oder 6800 peaken? Und es sind nie unschöne, wellige Kurven.1 PunktDanke für deinen wertvollen Beitrag. Du hast meine Antwort und somit auch den Fragesteller gerettet. Ich bin dir unglaublich dankbar!1 Punkt1 PunktHat jemand zufällig ein Laptop Universalnetzteil (bzw. für Lenovo) welches ich mir für eine Woche ausleihen könnte. Wir sind auf Heimaturlaub in A und das weibliche Pupertier hat ihres zu Hause vergessen1 PunktErster Schritt Zylinder abschleifen. Dank 3D Drucker ein paar Teile gedruckt wo sich der Zylinder schön einspannen und halbwegs sauber drehen läßt. Mit x,y Koordinatentisch und Flex dann Schicht für Schicht abgeschliffen. Ergebnis fand ich war mal nicht schlecht...
1 PunktAlles ok, war bei mir auch...und ist absolut problemlos Zylinderkopf ging nur mit leichtem Nachdruck über die Hülsen!1 PunktDa können wir uns aber alle glücklich schätzen, Leute wie dich unter uns zu haben. Was würden wir ansonsten nur tun? Wahrscheinlich kämen wir auf Grund fehlerhaft verwendeter Wörter wirklich so richtig in die Bretagne. Danke, dass du uns hilfst1 Punkt1 PunktIch hol das mal als Messlatte für meinen M244 hoch und als Anregung für alle. Eh meiner läuft, gehen noch paar Wöchelchen rum. Irgendwie sehe ich die Polinibox nie über 6700 oder 6800 peaken? Und es sind nie unschöne, wellige Kurven.1 PunktDanke für deinen wertvollen Beitrag. Du hast meine Antwort und somit auch den Fragesteller gerettet. Ich bin dir unglaublich dankbar!1 Punkt1 PunktHat jemand zufällig ein Laptop Universalnetzteil (bzw. für Lenovo) welches ich mir für eine Woche ausleihen könnte. Wir sind auf Heimaturlaub in A und das weibliche Pupertier hat ihres zu Hause vergessen1 PunktErster Schritt Zylinder abschleifen. Dank 3D Drucker ein paar Teile gedruckt wo sich der Zylinder schön einspannen und halbwegs sauber drehen läßt. Mit x,y Koordinatentisch und Flex dann Schicht für Schicht abgeschliffen. Ergebnis fand ich war mal nicht schlecht...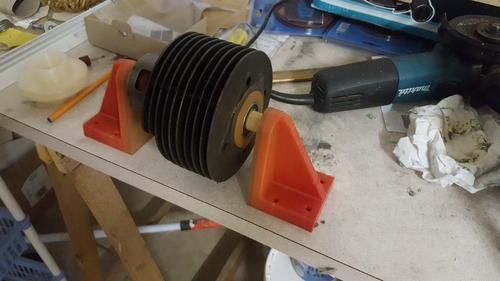
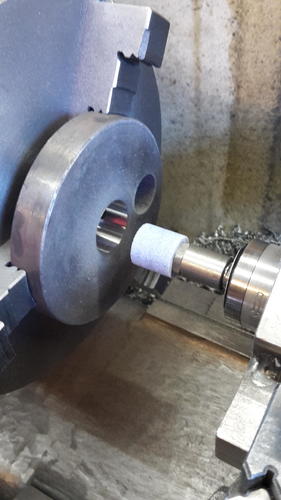
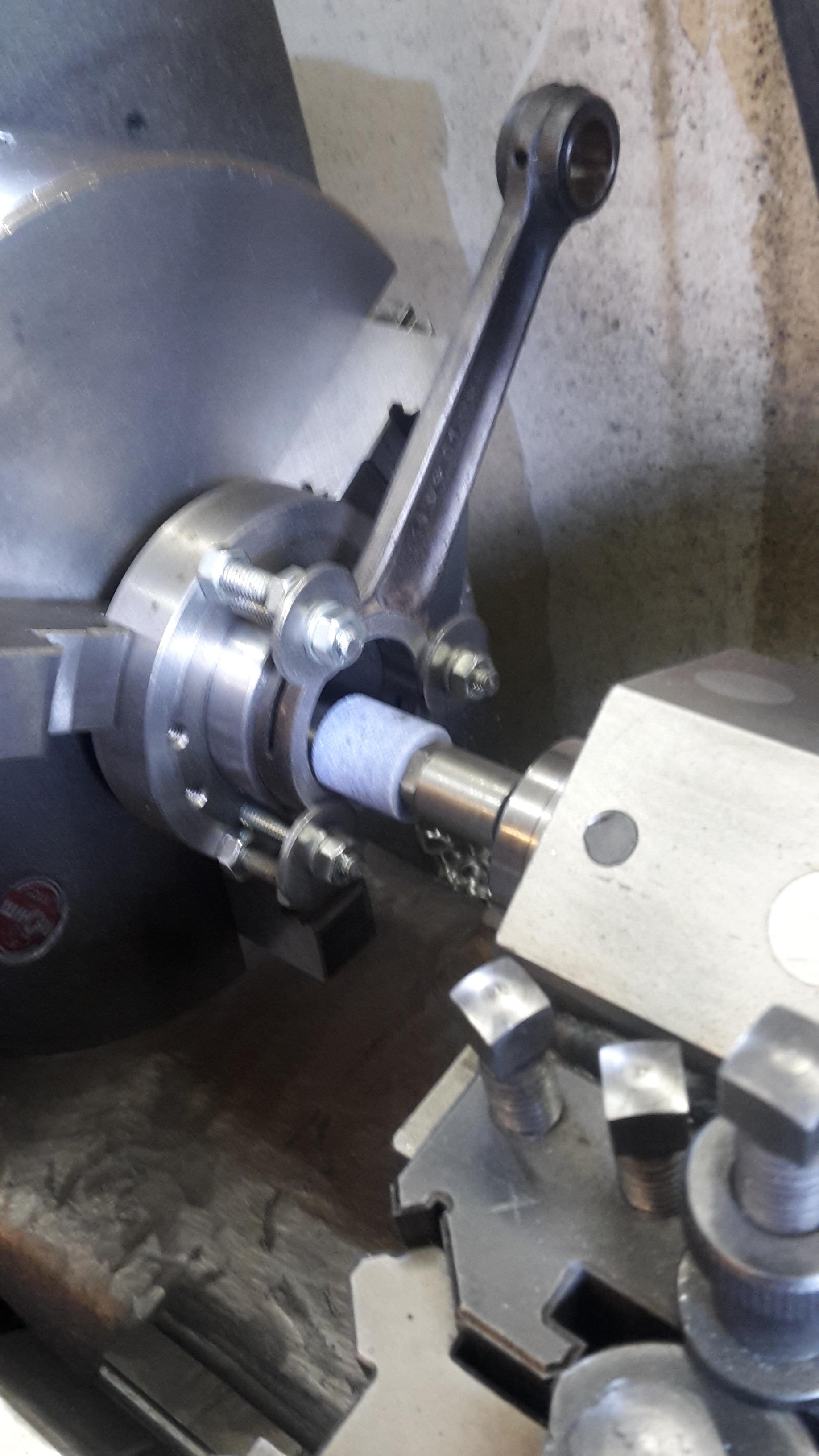
 1 Punkt1 Punkt...hola die Waldfee, da hat aber Mutti aber voll durchgeschlagen (sonst wäre es ja Excel oder Access) ...die entsprechenden Socialmediaskills schon voll am Start1 Punkt1 Punkt@BilletFactory In der Oberflächenrauhigkeit der HZ Bohrung, seh ich bei deinen Wellen schon noch Potential schlummern. Mit einer feineren Oberfläche erreichst locker 3-5to mehr Ein und Auspresskraft, auch ohne kleben. Es stellt sich natürlich die Frage, lohnt sich ein "neues", halbwegs brauchbares Rauheitsmessgerät für €1200-1300, von gebrauchten Messgeräten rate ich ab. Man kann die Geräte zwar mit den Kalibrierplättchen justieren, aber wenn Umtausch (bei elektronischen Geräten) ausgeschlossen ist, dann liegt das Ding da und funzt nicht. Dann die Kostenfrage der Möglichkeit die HZ Bohrung zu schleifen, Koordinaten Schleifaufsatz an der Deckel, oder Fräsmaschine, da muss die Maschine aber hochgenau arbeiten. Meine Wangen schleif ich auf der Drehmaschine mittels Schleifsupport, die Maschine hat auf 450mm eine Winkelabweichung von 1/100mm. Drehzahl des Schleifkörper's 50000 U/min Die Wangen werden in Exzenteraufnahmen dem Hub entsprechend gefertigt, aufgenommen und fest gepratzt, das funzt 100%ig Die Korundschleifkörper haben 20mm Ø, werden dementsprchend mit dem Diamant abgezogen, um in die 19,5er Bohrung zu kommen, dann seitlich zugestellt und die Bohrung masshaltig geschliffen. Was zugestellt wird, seh ich an einer 1/1000 Messuhr. Wenn noch 2-3/100 Aufmass in der Bohrung sind, wird der Schleifkörper nochmals hauchdünn genau linear mit dem Diamant abgezogen. Bei dementsprechendem "ausfunken", d.h. ohne zuzustellen, bekommt man eine dermassen feine Oberfläche. Zu berücksichtigen beim ausfunken, es wird die Bohrung um 1-2 mµ grösser, also dementsprechend vorher aufzuhören zuzustellen. pr Abbildung: Hier beim schleifen eines Pleuel's und die zentrale Bohrung einer Wange der zweigeteilten Welle. Exenteraufnahme für das schleifen der HZ Bohrung reich ich nach.
1 Punkt1 Punkt...hola die Waldfee, da hat aber Mutti aber voll durchgeschlagen (sonst wäre es ja Excel oder Access) ...die entsprechenden Socialmediaskills schon voll am Start1 Punkt1 Punkt@BilletFactory In der Oberflächenrauhigkeit der HZ Bohrung, seh ich bei deinen Wellen schon noch Potential schlummern. Mit einer feineren Oberfläche erreichst locker 3-5to mehr Ein und Auspresskraft, auch ohne kleben. Es stellt sich natürlich die Frage, lohnt sich ein "neues", halbwegs brauchbares Rauheitsmessgerät für €1200-1300, von gebrauchten Messgeräten rate ich ab. Man kann die Geräte zwar mit den Kalibrierplättchen justieren, aber wenn Umtausch (bei elektronischen Geräten) ausgeschlossen ist, dann liegt das Ding da und funzt nicht. Dann die Kostenfrage der Möglichkeit die HZ Bohrung zu schleifen, Koordinaten Schleifaufsatz an der Deckel, oder Fräsmaschine, da muss die Maschine aber hochgenau arbeiten. Meine Wangen schleif ich auf der Drehmaschine mittels Schleifsupport, die Maschine hat auf 450mm eine Winkelabweichung von 1/100mm. Drehzahl des Schleifkörper's 50000 U/min Die Wangen werden in Exzenteraufnahmen dem Hub entsprechend gefertigt, aufgenommen und fest gepratzt, das funzt 100%ig Die Korundschleifkörper haben 20mm Ø, werden dementsprchend mit dem Diamant abgezogen, um in die 19,5er Bohrung zu kommen, dann seitlich zugestellt und die Bohrung masshaltig geschliffen. Was zugestellt wird, seh ich an einer 1/1000 Messuhr. Wenn noch 2-3/100 Aufmass in der Bohrung sind, wird der Schleifkörper nochmals hauchdünn genau linear mit dem Diamant abgezogen. Bei dementsprechendem "ausfunken", d.h. ohne zuzustellen, bekommt man eine dermassen feine Oberfläche. Zu berücksichtigen beim ausfunken, es wird die Bohrung um 1-2 mµ grösser, also dementsprechend vorher aufzuhören zuzustellen. pr Abbildung: Hier beim schleifen eines Pleuel's und die zentrale Bohrung einer Wange der zweigeteilten Welle. Exenteraufnahme für das schleifen der HZ Bohrung reich ich nach.
 1 PunktIch kann das immer noch nicht richtig fassen, auch wenn ich dich im echten Leben nur 1-2 mal getroffen habe, macht es mich sehr traurig, dass du nicht mehr da bist. Ich habe dich, wie die andern hier auch, als sehr feinen, hilfsbereiten Kerl kennengelernt, immer mit dem nötigen Respekt und mit passendem Fingerspitzengefühl. Ich wünsche Rainers Famiele jetzt viel Kraft in diesen Tagen.1 PunktGute Frage! Und auch, wenn die Frage allgemeiner gestellt ist, hier mal der aktuelle Bezug aus persönlicher Sicht: Rainer hat zu Lebzeiten offensichtlich einiges an wohlverdientem Respekt und Dankbarkeit erfahren. Er wusste, wer er war und wofür er stand, und wenn mal jemand vergessen hat, sich zu bedanken, dann stand er offensichtlich drüber. Anderen zu helfen hat er wohl auch für sich selbst getan, sein Leben einfach nach eigenen Standards gelebt, anstatt sich von Kleinigkeiten runterziehen zu lassen. Ihm auch dafür im Nachhinein seinen Respekt und seine Trauer über den Verlust auszudrücken gehört offensichtlich für sehr viele zum allgemeinen Anstand, und so liest sich das Topic doch auch. Wenn ein Grosser geht, gehört sich das eben. Auch wenn er gegangen ist. Da braucht es keinen Nutzen.1 PunktNachdem ich vorgestern schon mein Entsetzen hier kurz kundgetan habe noch ein paar persönliche Worte. In diesem Jahr musste ich bereits 4 liebgewonnene Arbeitskollegen zu Grabe tragen. Das ist schon schlimm genug. Das GSF ist neben der Schrauberei meine zweite Heimat. Alleine durch meinen Beruf halte ich mich emotional eigentlich für ziemlich abgebrüht und nicht leicht ins Wanken zu bringen. Das ist seit zwei Tagen jetzt anders. Du warst lieber Rainer irgendwie mein Vorbild und in meinen Augen das unerschütterliche Fundament im Forum. Ich hatte das Gefühl, du warst an 365 Tagen im Jahr 24 Stunden in 7 Tagen rundum online nur um uns allen zu helfen. Nachdem barni als Elektroguru hier nicht mehr zur Verfügung stand warst du der Einzige der mir das für mich unerklärliche Rätsel der Rollerelektrik bilderbuchmäßig begreiflich machen konnte. Dank deiner Geduld und deiner immer in Großbuchstaben geschriebenen KLICK konnte ich immer eine Lösung meiner Probleme finden. Du warst auch immer sehr um Schadensbegrenzung des Forums bemüht. Im Sommer hattest du mir noch um 2 Uhr Nachts eine PN geschrieben weil ich ein eventuell urheberrechtlich geschütztes Bild gepostet habe. Ich sollte das Bild lieber löschen und stattdessen einen Link setzen da das Forum dadurch Schaden nehmen könnte. Das hast du wie immer in in einem sehr höflichen Ton gesagt. Besonders stolz bin ich gewesen, dass ich dir noch vor wenigen Tagen mit Teilen helfen konnte wofür du dich mehrfach bedankt hast. Deine Anrede mit Holla Jogi in den PN der letzten 12 Jahre fand ich immer sehr lustig. Umso unbegreiflicher ist es das du einfach von einen Tag auf dem anderen nie mehr hier live sein wirst. Für die Nachwelt hast du alleine durch deine tausende Beiträge hier jedoch ein riesen Erbe hinterlassen wovon viele noch jahrelang profitieren können. Was soll ich sagen...die letzten 2 Tage habe ich viel geweint um dich. Das ist nicht nur geschrieben, auch jetzt laufen mir die Tränen, ich heule Rotz und Wasser wofür ich mich keinesfalls schäme. Ich vermisse dich unendlich und wünsche dir alles Liebe und Gute auf deiner letzten Reise. Wenn die Zeit gekommen ist fahren wir beide oben zusammen eine schöne Runde...du auf deiner Lambretta...ich mit meiner Vespa. Machs gut Rainer! Holla Jogi1 PunktHerr Beo, im Grundsatz haben sie recht und es wäre besser, manches zu Lebzeiten zu artikulieren, anstatt erst dann, wenn der Mitmensch nicht mehr da ist. Ich denke allerdings schon, dass viele das im Fall von Rainer auch zu Lebzeiten getan haben. Vielleicht nicht genauso und mit den Worten, wie das jetzt in dem von dir erwähnten Topic passiert ist. Wertschätzung, Dankbarkeit und Zuneigung zu einem Menschen müssen aber nicht immer mit Worten ausgedrückt werden und tut man selber auch nicht immer. Manchmal passiert das vielleicht auch nur durch die Tatsache, dass man Zeit miteinander verbringt, dass man sich zusammen mit dem gleichen Hobby beschäftigt, sich miteinander austauscht u.s.w. Und wenn ein Mensch stirbt, den viele auf ganz unterschiedliche Art gemocht und geschätzt haben und die Menschen über dessen Tod betroffen sind und ihnen gleichzeitig die eigene Endlichkeit wieder einmal sehr klar vor Augen geführt wurde, dann ist oft das Bedürfnis da, sich dazu zu äußern. Natürlich liest das weder Rainer und sehr wahrscheinlich auch niemand seiner Familie. Die Äußerungen zu seinem Tod und zu ihm sind ggf. auch ein wenig der Versuch, das schlimme Ereignis für sich selbst zu verarbeiten und den noch Lebenden zu verdeutlichen, dass einem Rainer etwas/viel bedeutet hat.1 PunktRainer, mein Bestinger! Ah geh weida .. das ich so mal Worte an dich richte, ich hätte es ja nicht für möglich gehalten! Na jedenfalls .. Keine Prüfstandsläufe mehr mit deiner Guide-ung Ich weiß nicht ob ich die letzten 10 Jahre auf einem italienischen Rollertreffen war auf dem du nicht warst Eigentlich wollte ich mit dir noch n 300ccm Simonini in deinem Schwabinger Keller bauen Hast die kugelgelagerte Schaltstange schon testen können? Aber auch egal, ich wollte eh jetzt die Tage bei dir rumkommen und einen Satz mitnehmen Du glaubst nicht was gestern Abend los war! Nachrichten und Telefonterror .. Alkoholkonsum aber sowas von erhöht .. und wie viele Helden geflennt haben, du machst dir keine Vorstellung Marcello meinte "Das schweisst uns nur enger zusammen" - kann man dir nicht leugnen! Na ja, was laber ich - auf dich warten bestimmt ein Berg an lässigen Lambretta Projekten .. hast hoffentlich schon ne TV200 am Start, hmm!? All klar - machs gut und warte nicht auf uns! Cheeeerrss -Kellsko
1 PunktIch kann das immer noch nicht richtig fassen, auch wenn ich dich im echten Leben nur 1-2 mal getroffen habe, macht es mich sehr traurig, dass du nicht mehr da bist. Ich habe dich, wie die andern hier auch, als sehr feinen, hilfsbereiten Kerl kennengelernt, immer mit dem nötigen Respekt und mit passendem Fingerspitzengefühl. Ich wünsche Rainers Famiele jetzt viel Kraft in diesen Tagen.1 PunktGute Frage! Und auch, wenn die Frage allgemeiner gestellt ist, hier mal der aktuelle Bezug aus persönlicher Sicht: Rainer hat zu Lebzeiten offensichtlich einiges an wohlverdientem Respekt und Dankbarkeit erfahren. Er wusste, wer er war und wofür er stand, und wenn mal jemand vergessen hat, sich zu bedanken, dann stand er offensichtlich drüber. Anderen zu helfen hat er wohl auch für sich selbst getan, sein Leben einfach nach eigenen Standards gelebt, anstatt sich von Kleinigkeiten runterziehen zu lassen. Ihm auch dafür im Nachhinein seinen Respekt und seine Trauer über den Verlust auszudrücken gehört offensichtlich für sehr viele zum allgemeinen Anstand, und so liest sich das Topic doch auch. Wenn ein Grosser geht, gehört sich das eben. Auch wenn er gegangen ist. Da braucht es keinen Nutzen.1 PunktNachdem ich vorgestern schon mein Entsetzen hier kurz kundgetan habe noch ein paar persönliche Worte. In diesem Jahr musste ich bereits 4 liebgewonnene Arbeitskollegen zu Grabe tragen. Das ist schon schlimm genug. Das GSF ist neben der Schrauberei meine zweite Heimat. Alleine durch meinen Beruf halte ich mich emotional eigentlich für ziemlich abgebrüht und nicht leicht ins Wanken zu bringen. Das ist seit zwei Tagen jetzt anders. Du warst lieber Rainer irgendwie mein Vorbild und in meinen Augen das unerschütterliche Fundament im Forum. Ich hatte das Gefühl, du warst an 365 Tagen im Jahr 24 Stunden in 7 Tagen rundum online nur um uns allen zu helfen. Nachdem barni als Elektroguru hier nicht mehr zur Verfügung stand warst du der Einzige der mir das für mich unerklärliche Rätsel der Rollerelektrik bilderbuchmäßig begreiflich machen konnte. Dank deiner Geduld und deiner immer in Großbuchstaben geschriebenen KLICK konnte ich immer eine Lösung meiner Probleme finden. Du warst auch immer sehr um Schadensbegrenzung des Forums bemüht. Im Sommer hattest du mir noch um 2 Uhr Nachts eine PN geschrieben weil ich ein eventuell urheberrechtlich geschütztes Bild gepostet habe. Ich sollte das Bild lieber löschen und stattdessen einen Link setzen da das Forum dadurch Schaden nehmen könnte. Das hast du wie immer in in einem sehr höflichen Ton gesagt. Besonders stolz bin ich gewesen, dass ich dir noch vor wenigen Tagen mit Teilen helfen konnte wofür du dich mehrfach bedankt hast. Deine Anrede mit Holla Jogi in den PN der letzten 12 Jahre fand ich immer sehr lustig. Umso unbegreiflicher ist es das du einfach von einen Tag auf dem anderen nie mehr hier live sein wirst. Für die Nachwelt hast du alleine durch deine tausende Beiträge hier jedoch ein riesen Erbe hinterlassen wovon viele noch jahrelang profitieren können. Was soll ich sagen...die letzten 2 Tage habe ich viel geweint um dich. Das ist nicht nur geschrieben, auch jetzt laufen mir die Tränen, ich heule Rotz und Wasser wofür ich mich keinesfalls schäme. Ich vermisse dich unendlich und wünsche dir alles Liebe und Gute auf deiner letzten Reise. Wenn die Zeit gekommen ist fahren wir beide oben zusammen eine schöne Runde...du auf deiner Lambretta...ich mit meiner Vespa. Machs gut Rainer! Holla Jogi1 PunktHerr Beo, im Grundsatz haben sie recht und es wäre besser, manches zu Lebzeiten zu artikulieren, anstatt erst dann, wenn der Mitmensch nicht mehr da ist. Ich denke allerdings schon, dass viele das im Fall von Rainer auch zu Lebzeiten getan haben. Vielleicht nicht genauso und mit den Worten, wie das jetzt in dem von dir erwähnten Topic passiert ist. Wertschätzung, Dankbarkeit und Zuneigung zu einem Menschen müssen aber nicht immer mit Worten ausgedrückt werden und tut man selber auch nicht immer. Manchmal passiert das vielleicht auch nur durch die Tatsache, dass man Zeit miteinander verbringt, dass man sich zusammen mit dem gleichen Hobby beschäftigt, sich miteinander austauscht u.s.w. Und wenn ein Mensch stirbt, den viele auf ganz unterschiedliche Art gemocht und geschätzt haben und die Menschen über dessen Tod betroffen sind und ihnen gleichzeitig die eigene Endlichkeit wieder einmal sehr klar vor Augen geführt wurde, dann ist oft das Bedürfnis da, sich dazu zu äußern. Natürlich liest das weder Rainer und sehr wahrscheinlich auch niemand seiner Familie. Die Äußerungen zu seinem Tod und zu ihm sind ggf. auch ein wenig der Versuch, das schlimme Ereignis für sich selbst zu verarbeiten und den noch Lebenden zu verdeutlichen, dass einem Rainer etwas/viel bedeutet hat.1 PunktRainer, mein Bestinger! Ah geh weida .. das ich so mal Worte an dich richte, ich hätte es ja nicht für möglich gehalten! Na jedenfalls .. Keine Prüfstandsläufe mehr mit deiner Guide-ung Ich weiß nicht ob ich die letzten 10 Jahre auf einem italienischen Rollertreffen war auf dem du nicht warst Eigentlich wollte ich mit dir noch n 300ccm Simonini in deinem Schwabinger Keller bauen Hast die kugelgelagerte Schaltstange schon testen können? Aber auch egal, ich wollte eh jetzt die Tage bei dir rumkommen und einen Satz mitnehmen Du glaubst nicht was gestern Abend los war! Nachrichten und Telefonterror .. Alkoholkonsum aber sowas von erhöht .. und wie viele Helden geflennt haben, du machst dir keine Vorstellung Marcello meinte "Das schweisst uns nur enger zusammen" - kann man dir nicht leugnen! Na ja, was laber ich - auf dich warten bestimmt ein Berg an lässigen Lambretta Projekten .. hast hoffentlich schon ne TV200 am Start, hmm!? All klar - machs gut und warte nicht auf uns! Cheeeerrss -Kellsko 1 PunktDas angestrebte Datum wird ja aller Voraussicht nach nicht realisierbar sein. Aber ich denke, wir werden drauf reagieren und einen Termin finden, wenn wir wieder dürfen. Vom Aufbau unserer Halle sind wir da recht flexibel und können schnell reagieren... Auf alle Fälle wird es im nächsten Jahr was geben.1 PunktSo heute auf der Rolle gewesen... m244 62 sip Welle 30 mikuni Original Membran vom Male Gehäuse Sz 127-181( also 1,5 Fudi) rote Kurve hornet gelbe Resi Box oder so von aic px
1 PunktDas angestrebte Datum wird ja aller Voraussicht nach nicht realisierbar sein. Aber ich denke, wir werden drauf reagieren und einen Termin finden, wenn wir wieder dürfen. Vom Aufbau unserer Halle sind wir da recht flexibel und können schnell reagieren... Auf alle Fälle wird es im nächsten Jahr was geben.1 PunktSo heute auf der Rolle gewesen... m244 62 sip Welle 30 mikuni Original Membran vom Male Gehäuse Sz 127-181( also 1,5 Fudi) rote Kurve hornet gelbe Resi Box oder so von aic px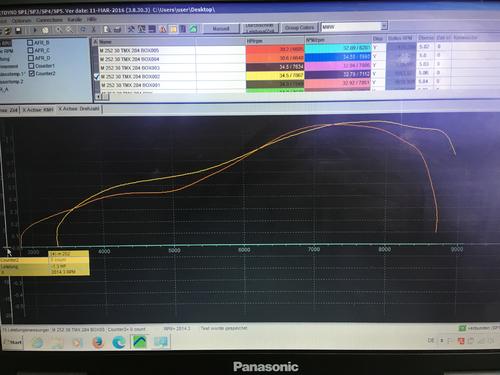 1 Punkt1 PunktHab ne Vape ohne Probleme und gebastel auf ne MV 75(Rundlicht mit Muscheltacho Lenker) drauf gebaut. @Bernd weißt du ob ne Vape Problemlos auf einen MV Sprint Motor passt??1 Punkt1 Punkt1 PunktUrsprünglicher Gedanke war mir ein Low-Budget Moped zusammen zu bauen,bei dem Kratzer oder Dellen egal sind Indische LI bei der sich erst beim genaueren hinsehen, herausgestellt hat das ein Heckschuss inklusive war und der Rest eigentlich auch alles krumm und schief war... Indisch ist eigentlich nur mehr der Lenker,Floorboards und das Frameloop. Und aus dem ursprünglichen Motor der eigentlich neu war mit 180 Gori der zum cruisen geadcht war, wurde dann auch ein sehr potentes Powolotti komplettes Motorpaket mit Imola 200 .
1 Punkt1 PunktHab ne Vape ohne Probleme und gebastel auf ne MV 75(Rundlicht mit Muscheltacho Lenker) drauf gebaut. @Bernd weißt du ob ne Vape Problemlos auf einen MV Sprint Motor passt??1 Punkt1 Punkt1 PunktUrsprünglicher Gedanke war mir ein Low-Budget Moped zusammen zu bauen,bei dem Kratzer oder Dellen egal sind Indische LI bei der sich erst beim genaueren hinsehen, herausgestellt hat das ein Heckschuss inklusive war und der Rest eigentlich auch alles krumm und schief war... Indisch ist eigentlich nur mehr der Lenker,Floorboards und das Frameloop. Und aus dem ursprünglichen Motor der eigentlich neu war mit 180 Gori der zum cruisen geadcht war, wurde dann auch ein sehr potentes Powolotti komplettes Motorpaket mit Imola 200 .




 1 PunktDeswegen bin ich mit meiner "Schweizer Lösung sehr zufrieden. Immer perfektes Verhältnis Vorne-hinten.
1 PunktDeswegen bin ich mit meiner "Schweizer Lösung sehr zufrieden. Immer perfektes Verhältnis Vorne-hinten. 1 Punkt1 PunktIch pack das mal hier rein, auch wenns ein Frühjahrsprojekt war. Da es für die PK kaum Auspuffe gibt, bei denen das Stehblech nicht entfernt werden muss, haben wir einfach selber einen gebaut
1 Punkt1 PunktIch pack das mal hier rein, auch wenns ein Frühjahrsprojekt war. Da es für die PK kaum Auspuffe gibt, bei denen das Stehblech nicht entfernt werden muss, haben wir einfach selber einen gebaut
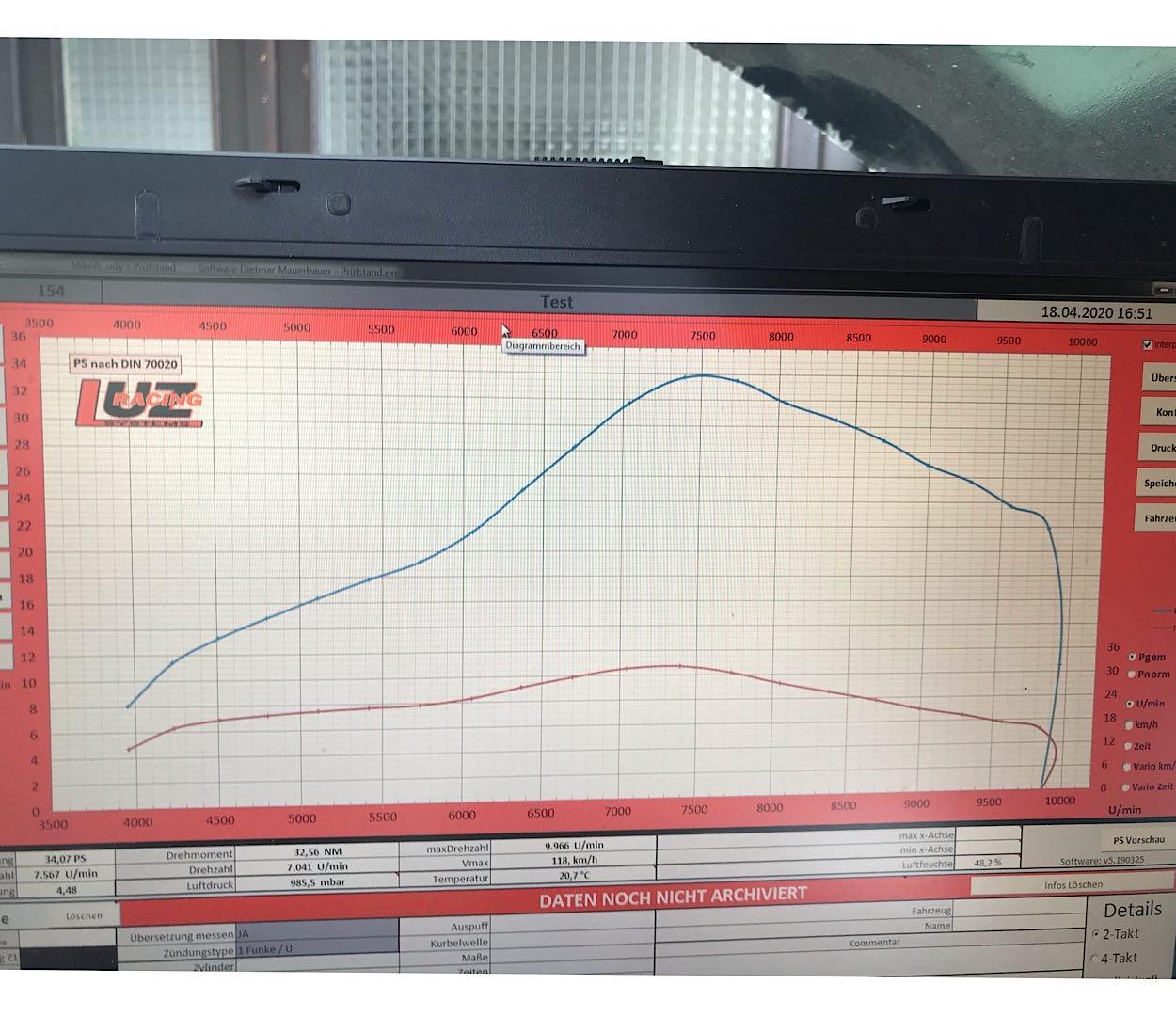
 1 PunktHier nochmal die Polini box und Zylinder tiefer gesetzt auf 125/186 ...
1 PunktHier nochmal die Polini box und Zylinder tiefer gesetzt auf 125/186 ...
 1 Punkt1 PunktMein „jetzt doch Winterprojekt“ V50R mit m211 Quattrini Motor. Ich fahre die Karre jetzt schon seit 2008. Vorher war erst ein Polini 130 Motor drin, dann Quattrini 561L, danach der M1L 60. Seit dem Sommer 2015 ist ein M200 eingebaut mit 35 Keihin AS, Auspuff ist jetzt ein Egig Boa Curley dran. Den FalkR Touring soll verkauft werden. Eigentlich sollten nur ein paar Risse in der linken Backe geschweißt werden. Jetzt wird er aber doch komplett neu lackiert. Geschweißt wurde in Celle beim Minderleistungsfahrer . Eine kleine Verstärkung am Beinschild! Nach dem lackieren kommt auch wieder eine schöne Alukante herum. Im gleichen Zug wurde auch gleich die Gabel überarbeitet. Neue Achse verpresst, komplett neu gelagert und neue Dichtungen. Sobald die Blechteile vom Lacker zurück sind gibt’s weitere Bilder.1 Punkt1 Punkt1 Punkt1 PunktUnd sieht noch oben drein total scheisse aus Das ist der eigentliche Hauptgrund für die nicht Eintragungsfähigkeit1 Punkt
1 Punkt1 PunktMein „jetzt doch Winterprojekt“ V50R mit m211 Quattrini Motor. Ich fahre die Karre jetzt schon seit 2008. Vorher war erst ein Polini 130 Motor drin, dann Quattrini 561L, danach der M1L 60. Seit dem Sommer 2015 ist ein M200 eingebaut mit 35 Keihin AS, Auspuff ist jetzt ein Egig Boa Curley dran. Den FalkR Touring soll verkauft werden. Eigentlich sollten nur ein paar Risse in der linken Backe geschweißt werden. Jetzt wird er aber doch komplett neu lackiert. Geschweißt wurde in Celle beim Minderleistungsfahrer . Eine kleine Verstärkung am Beinschild! Nach dem lackieren kommt auch wieder eine schöne Alukante herum. Im gleichen Zug wurde auch gleich die Gabel überarbeitet. Neue Achse verpresst, komplett neu gelagert und neue Dichtungen. Sobald die Blechteile vom Lacker zurück sind gibt’s weitere Bilder.1 Punkt1 Punkt1 Punkt1 PunktUnd sieht noch oben drein total scheisse aus Das ist der eigentliche Hauptgrund für die nicht Eintragungsfähigkeit1 Punkt

.jpg.cb6c80e1ca8c41960c03da0442119f94.jpg)
































.thumb.jpg.0c4d01b01f94dda3e9ca205519154a79.jpg)

































Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung