
Rangliste
-
Neighbourhood_Crasher
Members8Punkte131Gesamte Inhalte -

JOB
Members5Punkte10.327Gesamte Inhalte -
Lussoking
Members5Punkte307Gesamte Inhalte -

dorkisbored
Globaler Moderator4Punkte27.179Gesamte Inhalte




Beliebte Inhalte
Inhalte mit der höchsten Reputation am 15.03.2023 in allen Bereichen anzeigen
-
8 PunkteHier mal ein kurzes Video der ersten Testfahrt mit zwei Vergasern. Das waren 85 km/h im dritten mit zwei Personen a 90 kg.8 Punkte
-
5 PunkteTV175 aus Slowenien mit Suzukiconversion, AF Clubman und 24er PHB. Prima alltagstaugliches LowBudget-Setup


 5 Punkte
5 Punkte -
Nach dem das schlagen zu brutal war, habe ich mich für die Variante die weiter oben schon beschrieben wurde entschieden. Schraubenkopf auf den Kupplungsseite abgebohrt / geschliffen. Auf das noch vorhandene M7 Gewinde habe ich ein Stück M10 Gewindestange geschweisst. Vorher noch die Gewindestange auf einer Seite leicht angebohrt, damit es zentrisch ist. Auf dem Block zwei M8 U-Scheiben ( natürlich vor dem Gewindestangen aufschweissen ) und ein 100mm Distanzrohr. Nun mit der warm / kalt Methode und los ging es. Würde es sofort wieder so machen.

 4 Punkte
4 Punkte -
Und dabei wurden alle "Rentner" einfach vergessen - die stehen nämlich jetzt doof an diesen Automaten und brauchen 10 Minuten für eine Überweisung. Die Onlinewelt ist nicht für alle so super geil wie alle denken * "Rentner" steht hier eben für alle, die nicht fit genug am PC sind, gar keinen haben, wollen oder was auch immer....bevor gleich einer kommt mit "Mein Papa kann das obwohl er Rentner ist"3 Punkte
-
3 PunkteHab jetzt auch mehrere Gehäuse reinbekommen, bei ein paar Gehäusen ist jetzt die Planfläche zur Wange 2/10mm tiefer freigeplant. Dann sind aber welche dabei, da muss Hand angelegt werden, denke mal Lagerbestände? Ab welcher Motor- Gehäusenummer die Änderung eingeflossen ist, keine Ahnung? Das wäre meiner Meinung nach zumindest einen Hinweis seitens Lieferant oder Hersteller wert gewesen, das der Käufer weiss woran er ist, nicht jeder hat die Messmittel zur Verfügung das vor Zusammenbau zu kontrollieren. Dann sind schon alle Lager drin, was beim spindeln trotz bestem abkleben zu Verschmutzungen führen kann, von unnötigen Versandkosten ganz zu schweigen. Oder auch um wenigstens "einmal" den Paketdienst einzusparen, wenn das fehlerhafte Gehäuse gleich direkt zum Dienstleister geschickt wird. Wann und ob mal seitens des Herstellers reagiert wird, vor allem dann auch agiert , an die Lagersitzdurchmesser, bzw. ob ein Lagersitz nicht doch besser gespindelt werden sollte statt zu fräsen, da bin ich mal gespannt. Bei Quattrini hat nach rel. kurzer Zeit der Kritik an den HL Lagersitzen gefruchtet, seit doch schon geraumer Zeit sind die Lagersitze maßlich einfach perfekt und vor allem schon immer gespindelt! Gibt natürlich auch andere Hersteller, teils mit Gehäusen "neu" auf dem Markt, die können's halt, dann gibt es welche die lernen es leider nie, pr3 Punkte
-
2 Punkte
-
2 PunkteDu musst die Kupplung nicht zwangsläufig wieder auseinanderbauen. Steck einfach mal einen Kreuzschraubendreher oder ähnliches in die 5 Bohrungen der Andruckplatte/Federn und rühr mal ein bisschen rum. Dann wirst du merken können wir die ein oder andere Feder in ihren Sitz springt. Fett könnte deine Kupplung versauen und zum durchrutschen bringen.2 Punkte
-
Zu meiner Zeit waren dort "hübsche Starschnitte" von Damen und Herren von einer Vereinigung mit 3 Buchstaben ausgehängt....2 Punkte
-
Grüß euch! Die restlichen Bleche sind gekommen! Werd mal schauen wie die so von der Passform her sind und mal alles zusammen stecken. Dann Tunnel richten und Sandstrahlen sowie das PK Lenkschloss heraustrennen.
 2 Punkte
2 Punkte -
2 Punkte
-
Metall/Gummibänder fürs Auto, um elektrostatische Aufladung zu verhindern. Ich weiß nicht mehr, welches Auto aus den späten 80ern das war, aber die Kombination aus Plastiksitzbezug und Plastikdaunenjacke hat mir beim Aussteigen regelmäßig eine gewischt, dafür könnte man heute eine Millionenentschädigungsklage anstreben. Seit damals greife ich immer an die Karosserie, bevor ich aussteige, denn für so ein Band war ich zu geizig2 Punkte
-
2 Punkte
-
Das weiß ich doch alles, es war auch nicht die Frage. Wie ist das bei dir eigentlich so? Gibst du der Polente in der Verkehrskontrolle auch absichtlich deine Mitgliedskarte der Videothek wenn sie dich nach deinem Führerschein fragen?2 Punkte
-
Vorne rechts ist passé, es muß nur noch rechts sein, weil EG-Recht das zulässt. Die Fotos sind für die interne Qualitätskontrolle und die Genehmigungsbehörden, d.h. je nach Bundesland greifen da auch mal die Strassenverkehrsämter/Bündelungsbehörden drauf zu und natürlich wenn es hart auf hart kommt die Staatsanwaltschaft. Das ganze ist digital gespeichert. Siehe 21 STVZO ABS.22 Punkte
-
2 Punkte
-
Wobei ich das mit dem defekten Kulu-Siri und weißer Ölverbrennung auch mal hatte. Ich stand staunend und grübelnd bei drittel Gas und Höllenlärm daneben, weil auch ich dachte in weiß würde nur Wasser verbrennen. Keine Ahnung was die im Vatikan da rauchen, solange sie weiter wählen. Jedenfalls nix mit Wasser oder Öl.1 Punkt
-
Das Fach der ET3 ist nicht so tief wie bei der PV, dadurch hat die Banane Platz, die PV hat ja original keine Banane.1 Punkt
-
1 PunktEin Kollege von mir hat sie für €4400 und 2 Kisten Hopfensaft gekauft.1 Punkt
-
1 Punkt
-
1 Punkt
-
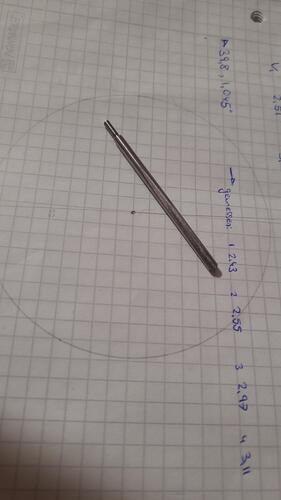
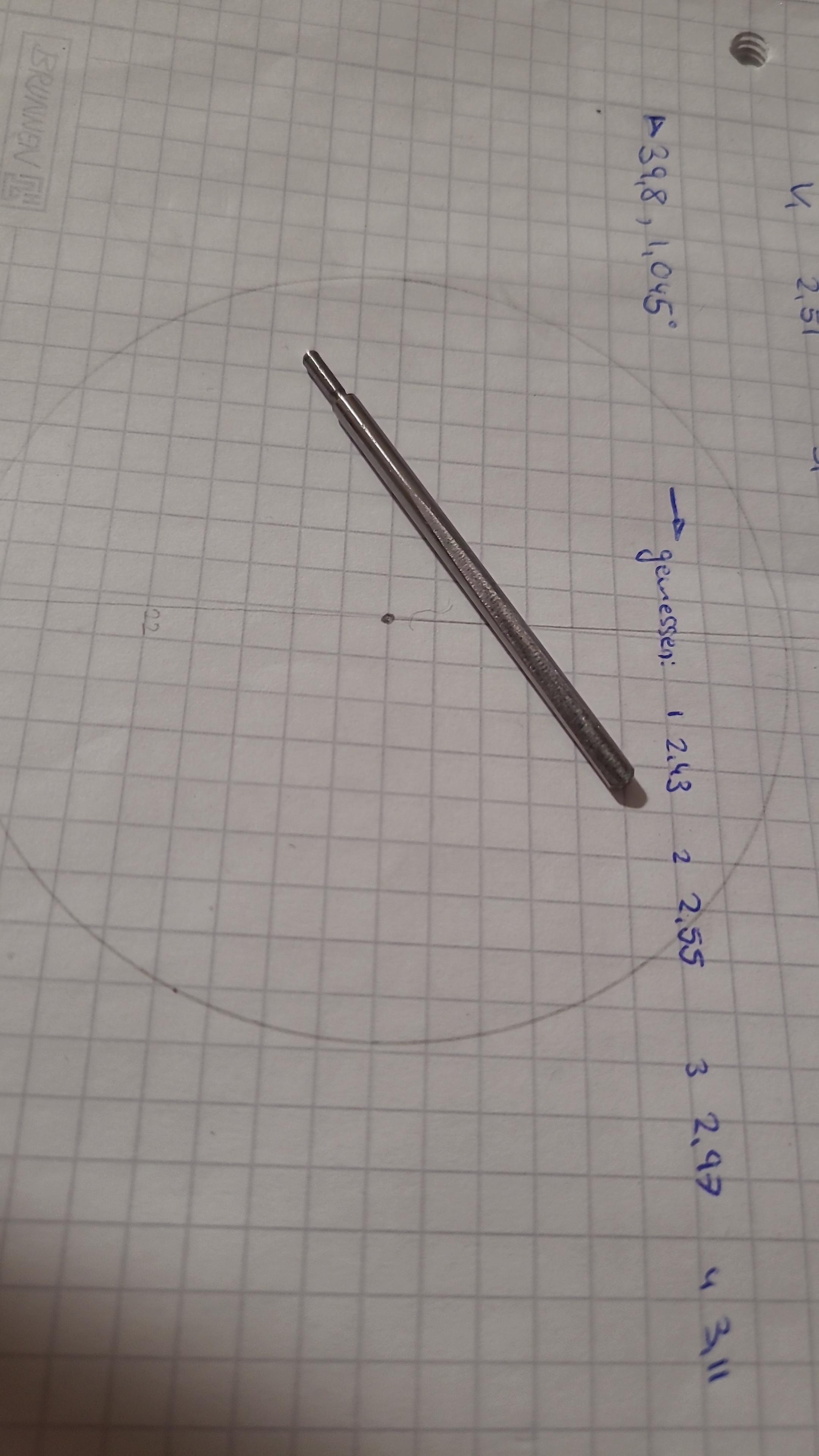
1 Punkt1 Punkt1 PunktHeute nach meinen Klausuren habe ich mich auch mal in die Werkstatt gestellt. Mein Problem war, dass die Rods der schon mageren e-k Serie bei wenig Last viel zu fett waren. SC bot mir eine Testrod der e-f Serie für 50$ zzgl. Versand an, das war mir zu teuer. Also machte ich mich an das Basteln eigener Rods, ähnlich wie @Polinizei. Die Rods sind linear mit einem Schliffwinkel, dementsprechend hantiere ich mit der Schlifflänge und dem Winkel. Damit ist auch die Vergleichbarkeit zur e-k und e-q Serie gegeben. Mit vier Messpunkten bei 0,6mm, 8,1mm, 28,6mm und 36,1mm (VL fett, VL mager, LL fett, LL mager von der Rodspitze gemessen) hat man einen guten Überblick, wie die Rod verläuft und wie man Winkel und Schlifflänge anpassen sollte, um ein entsprechendes Verhalten (hoffentlich) zu erzielen. Für den Überblick mal die Dicken zweier Rods bei diesen vier Maßen: e-q 26: 2,41 2,54 2,92 3,05 e-k 30: 2,50 2,62 2,95 3,08 Je höher, desto schmaler ist der Schliff und geringer ist das Signal, also der angesaugte Kraftstoff. Nun galt für mich, dass bei Volllast eine Rod der 26er oder 27er Reihe erstmal ganz passend scheint, sie nach oben hin aber deutlich magerer werden muss. Der Schliffwinkel muss also steiler, dementsprechend die Schlifflänge kürzer. Um wie viel, weiß ich nicht, daher habe ich einfach mal mehrere mit verschiedenen Längen bzw. Winkeln gefräst. Im Bild einfach mal die erste Testrod mit den Maßen. Ich habe nur eine Chinadrehbank, also musste ich etwas kreativ werden. Stangen mit 3,2mm h9, geschliffen habe ich online gefunden, aus Silberstahl. Mit etwas feinem Schleifpapier passen die extrem saugend in den Düsenstock, das zuletzt angesprochene Thema ist damit also gegessen. Fräser ins Backenfutter und die fertig gedrehte Nadel in den Werkzeughalter, dann wird mit viel Geduld der geforderte Winkel eingestellt. Der Oberschlitten ist dabei aber rechtwinklig leicht versetzt, sodass ich über ihn sehr fein in z-Richtung zustellen kann und den entstehenden Versatz in x mit dem Planschlitten ausgleichen kann. Dann wird mit minimalster Zustellung mit vielen Durchgängen bis zur markierten Schlifflänge (also mit dem Augenmaß) gefräst und verfahren. Ist man aufmerksam und geduldig, kommen da Genauigkeiten bei raus, die man sich nicht träumen könnte für eine solche Maschine. Tests werden später erst folgen, die Rods brauchen noch ein Gewinde (freue ich mich ja drauf, in 1.2210 ein Gewinde zu schneiden) und dann muss der Motor auch mal wieder zusammengesteckt werden. @Polinizei, welches Gewinde haben die Rods? Mit meinen Messmethoden könnten das verschiedene sein. Ich habe jetzt ein M2,2x0,45 Schneideisen bestellt, habe aber die Vermutung, dass die Rods eigentlich ein Zollgewinde haben.
 1 Punkt1 PunktMEGA MEGA MEGA Summe von 3960 Euro überreichen dürfen. Danke an alle Sponsoren und Besucher der Prüfstandsgaudi 2023. Bis nächstes Jah im Jänner
1 Punkt1 PunktMEGA MEGA MEGA Summe von 3960 Euro überreichen dürfen. Danke an alle Sponsoren und Besucher der Prüfstandsgaudi 2023. Bis nächstes Jah im Jänner 1 Punkt1 Punkt...diese feuchten orangenen Schwämme im grünen Näpfchen, damit man vor Ort nicht an den Briefmarken lecken musste.1 PunktDie Bohrung für den Bolzen ist innen zur Schwinge hin offen. Dort kann der Bolzen mit Kalk, Salz, Dreck festbacken. Bekommt man den Dreck da mit z.B. Abflussreiniger, Säure, ..., raus, kann man den Bolzen auch wieder ohne Bohren, Schlagen, ..., leit raus ziehen! Hab ich schon xx mal so gemacht ...1 PunktStimmt! Poster, auf denen zahlreiche Fahndungsfotos von Terroristen abgebildet waren. War bei uns sogar in der Bäckerei. Das letzte, seit langem öffentliche Fahndungsfoto war das von Herrn Marsalek. Ansonsten "waren die dann mal weg".1 Punkt1 PunktOk dann kannst du stecken und dir den Rest sparen. Funktioniert auch ohne Probleme und deine angestrebte Mindestleistung sollte auch passen.1 PunktBei mir wars Hagel. Haaaaaagel! Im Mai! Auf halber Strecke wie aus dem Nichts, losgefahren bei 20° und Sonne. Kam auf dem Geburtstag meines Vaters dann komplett nass, mit schmerzenden Händen an und musste mir erstmal nen Trainingsanzug von Ihm leihen, was dann die Gäste auch noch mit Kommentaren wie "verwahrlostes Auftreten auf Vaters Geburtstag" kommentieren mussten.1 Punkt1 PunktWalnuss hat fieses Laub, das man auch wirklich wegmachen muss und auch nicht gut in den eigenen Kompost werfen kann (rottet sehr sehr langsam). @Lapflop - die Idee, eine Birke zwecks Allergie in die Mitte zu setzen ist löblich. Solange das aber noch irgendwie im Umkreis von 100m ist, bringt das bei minimalem Wind schon nix mehr. Erle usw. sind aber auch nicht unbedingt besser, was die Allergie angeht.1 PunktJa, geht problemlos stecken und fahren. Die verdeckten Überstromer sind zwar da, gehören aber nicht zum Layout des 200er Zylinder. Lediglich der Boostport wurde seitens Piaggio an den 200er Zylinder angepasst.1 Punkt1 PunktUnter den Trittleisten, wo man später nicht mehr dran kommt, habe ich auf blankem Blech entgegen vieler Empfehlungen Oxyblock N benutzt. Das läuft aber über einen längeren Zeitraum noch aus (also sehr flüssig über mehrere Tage). Gibt dann aber eine schöne Schicht und kann nach Laufen auf den Lack gut abgeknibbelt werden. Vielleicht klappt Oxyblock S aber noch besser. Da wo man gut dran kommt, habe ich erstmal Aero46 benutzt. Macht jeder anders und gibt wahrscheinlich kein absolutes Richtig oder Falsch.1 PunktGibt es hier noch Customkram, oder nur mehr Geseier? Wäre schön.1 Punkt1 PunktÖland soll schön sein, stimmt. Wenn man nicht unbedingt die großen Straßen nimmt, dann kommt man eigentlich immer durch schöne Gegenden und sieht viel. Da ist die genaue Route eigentlich eher egal. Es gibt einige nette (oft kleinere) Museen - gerne hinsichtlich Moped oder Fahrzeugen allgemein. Auch das Husqvarna-Museum in (bei) Jönköping soll gut sein. Ferienwohnungen werden oft schon langfristig vorher reserviert. Da solltet ihr echt zeitnah buchen, wenn ihr was schönes haben wollt. Die werden oft auch nur für mehrere Tage / mindestens eine Woche vermietet. Oft gibt es auf Campingplätzen Hütten - die aber zumeist nicht viel mehr Komfort bieten als ein Zelt.1 Punkt1 PunktIch hab' mir ebenfalls wie viele von euch die Bremspumpe CRIMAZ 2.0 besorgt und mich damit beschäftigt, wie man die Bremsanlage optimal befüllt und entlüftet. Dabei waren eure Beiträge durchaus hilfreich, wobei ich jedoch zur Meinung gekommen bin, dass das Befüllen über das Schauglas keine fachmännische Option darstellt. Ich möchte euch hier einen Weg zeigen, der ebenso simpel wie effizient ist. Ihr entfernt den Deckel der Bremspumpe, indem ihr die beiden Innensechskantschrauben herausschraubt und den Deckel abnehmt. Dann nehmt ihr den Dichtbalg heraus. Das Befüllen funktioniert am Einfachsten, indem ihr die Bremsflüssigkeit von unten über den Entlüftungsnippel per Spritze vorsichtig einfüllt, bis der Hohlraum in der Bremspumpe gefüllt ist. Dann schließt ihr am Entlüftungsnippel ein Entlüftungsventil an und pumpt die Luft aus dem Bremssystem und füllt oben ggf. noch Bremsflüssigkeit nach. Bremsnippel schließen, Bremspumpe wieder schließen und fertig.
1 Punkt1 Punkt...diese feuchten orangenen Schwämme im grünen Näpfchen, damit man vor Ort nicht an den Briefmarken lecken musste.1 PunktDie Bohrung für den Bolzen ist innen zur Schwinge hin offen. Dort kann der Bolzen mit Kalk, Salz, Dreck festbacken. Bekommt man den Dreck da mit z.B. Abflussreiniger, Säure, ..., raus, kann man den Bolzen auch wieder ohne Bohren, Schlagen, ..., leit raus ziehen! Hab ich schon xx mal so gemacht ...1 PunktStimmt! Poster, auf denen zahlreiche Fahndungsfotos von Terroristen abgebildet waren. War bei uns sogar in der Bäckerei. Das letzte, seit langem öffentliche Fahndungsfoto war das von Herrn Marsalek. Ansonsten "waren die dann mal weg".1 Punkt1 PunktOk dann kannst du stecken und dir den Rest sparen. Funktioniert auch ohne Probleme und deine angestrebte Mindestleistung sollte auch passen.1 PunktBei mir wars Hagel. Haaaaaagel! Im Mai! Auf halber Strecke wie aus dem Nichts, losgefahren bei 20° und Sonne. Kam auf dem Geburtstag meines Vaters dann komplett nass, mit schmerzenden Händen an und musste mir erstmal nen Trainingsanzug von Ihm leihen, was dann die Gäste auch noch mit Kommentaren wie "verwahrlostes Auftreten auf Vaters Geburtstag" kommentieren mussten.1 Punkt1 PunktWalnuss hat fieses Laub, das man auch wirklich wegmachen muss und auch nicht gut in den eigenen Kompost werfen kann (rottet sehr sehr langsam). @Lapflop - die Idee, eine Birke zwecks Allergie in die Mitte zu setzen ist löblich. Solange das aber noch irgendwie im Umkreis von 100m ist, bringt das bei minimalem Wind schon nix mehr. Erle usw. sind aber auch nicht unbedingt besser, was die Allergie angeht.1 PunktJa, geht problemlos stecken und fahren. Die verdeckten Überstromer sind zwar da, gehören aber nicht zum Layout des 200er Zylinder. Lediglich der Boostport wurde seitens Piaggio an den 200er Zylinder angepasst.1 Punkt1 PunktUnter den Trittleisten, wo man später nicht mehr dran kommt, habe ich auf blankem Blech entgegen vieler Empfehlungen Oxyblock N benutzt. Das läuft aber über einen längeren Zeitraum noch aus (also sehr flüssig über mehrere Tage). Gibt dann aber eine schöne Schicht und kann nach Laufen auf den Lack gut abgeknibbelt werden. Vielleicht klappt Oxyblock S aber noch besser. Da wo man gut dran kommt, habe ich erstmal Aero46 benutzt. Macht jeder anders und gibt wahrscheinlich kein absolutes Richtig oder Falsch.1 PunktGibt es hier noch Customkram, oder nur mehr Geseier? Wäre schön.1 Punkt1 PunktÖland soll schön sein, stimmt. Wenn man nicht unbedingt die großen Straßen nimmt, dann kommt man eigentlich immer durch schöne Gegenden und sieht viel. Da ist die genaue Route eigentlich eher egal. Es gibt einige nette (oft kleinere) Museen - gerne hinsichtlich Moped oder Fahrzeugen allgemein. Auch das Husqvarna-Museum in (bei) Jönköping soll gut sein. Ferienwohnungen werden oft schon langfristig vorher reserviert. Da solltet ihr echt zeitnah buchen, wenn ihr was schönes haben wollt. Die werden oft auch nur für mehrere Tage / mindestens eine Woche vermietet. Oft gibt es auf Campingplätzen Hütten - die aber zumeist nicht viel mehr Komfort bieten als ein Zelt.1 Punkt1 PunktIch hab' mir ebenfalls wie viele von euch die Bremspumpe CRIMAZ 2.0 besorgt und mich damit beschäftigt, wie man die Bremsanlage optimal befüllt und entlüftet. Dabei waren eure Beiträge durchaus hilfreich, wobei ich jedoch zur Meinung gekommen bin, dass das Befüllen über das Schauglas keine fachmännische Option darstellt. Ich möchte euch hier einen Weg zeigen, der ebenso simpel wie effizient ist. Ihr entfernt den Deckel der Bremspumpe, indem ihr die beiden Innensechskantschrauben herausschraubt und den Deckel abnehmt. Dann nehmt ihr den Dichtbalg heraus. Das Befüllen funktioniert am Einfachsten, indem ihr die Bremsflüssigkeit von unten über den Entlüftungsnippel per Spritze vorsichtig einfüllt, bis der Hohlraum in der Bremspumpe gefüllt ist. Dann schließt ihr am Entlüftungsnippel ein Entlüftungsventil an und pumpt die Luft aus dem Bremssystem und füllt oben ggf. noch Bremsflüssigkeit nach. Bremsnippel schließen, Bremspumpe wieder schließen und fertig.






 1 PunktIst so und man sollte dann nicht gleich an Suizid denken. Hatte meine Karre beim Lackierer abgeholt, die Teile fein säuberlich aufgetischt und an die wand gestellt. Und dann fiel plötzlich über Nacht ein Auspuff von der Decke genau auf die linke Backe. Scheiße. Und zu allem Überfluss stelle ich die Backe auf den Boden und lehne sie an die Wand, renne ein paar Tage später dagegen und das Teil fällt auch noch auf die Außenseite 🙈1 PunktSo Umbau hat geklappt, der Zerstäuber geht zwar etwas stramm aber mit 7mm Nuß mit Verlängerung kan man ihn sachte reinklöppeln. Nochmals besten Dank für die Tipps grigi
1 PunktIst so und man sollte dann nicht gleich an Suizid denken. Hatte meine Karre beim Lackierer abgeholt, die Teile fein säuberlich aufgetischt und an die wand gestellt. Und dann fiel plötzlich über Nacht ein Auspuff von der Decke genau auf die linke Backe. Scheiße. Und zu allem Überfluss stelle ich die Backe auf den Boden und lehne sie an die Wand, renne ein paar Tage später dagegen und das Teil fällt auch noch auf die Außenseite 🙈1 PunktSo Umbau hat geklappt, der Zerstäuber geht zwar etwas stramm aber mit 7mm Nuß mit Verlängerung kan man ihn sachte reinklöppeln. Nochmals besten Dank für die Tipps grigi
 1 Punkt1 PunktIst das denn wirklich so schwer, die (drei) unterschiedlichen PK Serien auseinander zu halten!?1 Punkt1 Punkt1 PunktJetzt kann ich die Frage selbst beantworten, es ist nach Pete Davies Baujahr 1980, also genau mein Baujahr. Wenn das kein gutes Omen ist.1 PunktFalls Bedarf an der STL vom Trichter von Michaels Lösung besteht: Ansaugtricher 70.zip1 Punkt1 PunktHotel-Restaurant Köhler Stuttgart Machen Ende des Monats wieder auf.1 Punkt1 Punkt1 PunktHeute wieder unterwegs im Auftrag des... Chokers. Und mit dem VCH!
1 Punkt1 PunktIst das denn wirklich so schwer, die (drei) unterschiedlichen PK Serien auseinander zu halten!?1 Punkt1 Punkt1 PunktJetzt kann ich die Frage selbst beantworten, es ist nach Pete Davies Baujahr 1980, also genau mein Baujahr. Wenn das kein gutes Omen ist.1 PunktFalls Bedarf an der STL vom Trichter von Michaels Lösung besteht: Ansaugtricher 70.zip1 Punkt1 PunktHotel-Restaurant Köhler Stuttgart Machen Ende des Monats wieder auf.1 Punkt1 Punkt1 PunktHeute wieder unterwegs im Auftrag des... Chokers. Und mit dem VCH!
 1 PunktServus an-al(l)e Ich wollte mach Rückfragen wer sich von Euch jetzt so ein Teil geholt hat und was Eure Eindrücke so sind? Ich für meinen Teil bin soweit zufrieden und überlege das schraubbare Endrohr gegen nen Eigenbau dB Eater zu ersetzen. Sprich, ein Lochrohr einsetzen mit dem grösst möglichen Durchmesser, hinten zuschweissen und reinschrauben. Was denkt ihr dazu?1 Punkt1 PunktIn den 90er hat Mathias Scherer eine Vespa 50 Special mit Scauri Motor aufgebaut und gefahren. Sie hatte damals schon beachtliche Werte von 27 Ps vorzuweisen. Jetzt 30 Jahre haben wir sie neu auferstehen lassen und der Meister Stefano Scauri hat höchst persönlich den Motor nochmal überarbeitet...
1 PunktServus an-al(l)e Ich wollte mach Rückfragen wer sich von Euch jetzt so ein Teil geholt hat und was Eure Eindrücke so sind? Ich für meinen Teil bin soweit zufrieden und überlege das schraubbare Endrohr gegen nen Eigenbau dB Eater zu ersetzen. Sprich, ein Lochrohr einsetzen mit dem grösst möglichen Durchmesser, hinten zuschweissen und reinschrauben. Was denkt ihr dazu?1 Punkt1 PunktIn den 90er hat Mathias Scherer eine Vespa 50 Special mit Scauri Motor aufgebaut und gefahren. Sie hatte damals schon beachtliche Werte von 27 Ps vorzuweisen. Jetzt 30 Jahre haben wir sie neu auferstehen lassen und der Meister Stefano Scauri hat höchst persönlich den Motor nochmal überarbeitet...

 1 Punkt1 PunktHallo, der Pinasco-Regler ist Müll, schmeiß ihn in die Tonne und besorg dir einen KOKUSAN. Deine LED Kennzeichenbeleuchtung wird direkt an den Regler angeschlossen nicht funktionieren, hier bedarf es einer kleiner Pufferbatterie. Anschluss ohne Batterie: Anschluss mit Batterie:
1 Punkt1 PunktHallo, der Pinasco-Regler ist Müll, schmeiß ihn in die Tonne und besorg dir einen KOKUSAN. Deine LED Kennzeichenbeleuchtung wird direkt an den Regler angeschlossen nicht funktionieren, hier bedarf es einer kleiner Pufferbatterie. Anschluss ohne Batterie: Anschluss mit Batterie:
 1 Punkt
1 Punkt
























































Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung