
Rangliste
-

Champ
Moderator a.D.5Punkte13.945Gesamte Inhalte -
Stampede
Members4Punkte7.971Gesamte Inhalte -

powerracer
GSF Support4Punkte4.632Gesamte Inhalte -
Malle Lexe
Members3Punkte1.738Gesamte Inhalte




Beliebte Inhalte
Inhalte mit der höchsten Reputation am 09.09.2016 in Beiträge anzeigen
-
Ja, man braucht schon eine gewisse Gemächtlänge, um das Ding kompensieren zu können. Bei zu kurz geratenen geht das nach hinten los.4 Punkte
-
4 PunkteAuf lange Sicht sind wir alle tot. Und dann? So langsam finde ich es gelinde gesagt zum Kotzen, daß permamnet nur noch über Werstabilität, Wertsteigerung, max. Rendite, etc. gefaselt wird. Geht es eigentlich in Eure Köppe nicht rein, daß man auch einfach mal etwas macht, nur weil es Spaß macht, weil es gefällt und das man sogar bereit ist dafür Geld auszugeben. Dieses inflationäre O-Lackgefasel finde ich mitlerweile übrigens ungefähr genauso geil wie ein cremfarbene Fuffi mit brauner Sitzbank. So, noch mal ontopic. Die Karre ist geil, eben nicht so ein stinklangweiliger Originalhaufen wie sie inzwischen en Masse beim örtlichen An- / Abrollen aufgereit werden, sondern eine Karre die polarisiert, individuell ist und mit Sicherheit auch eine Menge Spaß bringen kann. Allerdings denke ich, daß sie nicht unbedingt das richtige Fahrezug für jemand ist, der nicht über Erfahrung mit stark getunten Vespa-Motoren verfügt und eigentlich einen unproblematischen Standardmotor sucht. Also Du hast jetzt zwei Möglichkeiten. a) Du machst halt Abstriche bei der Altagstauglichkeit, kaufst den Eimer und kannst an der Ampel mal so richtig auf dicke Hose machen und bist ein cooler Macker, scheiß auf ein paar Kröten mehr oder weniger. Wenn Du das in allen Lebensbereichen so durchziehst sitzt Du Irgendwann verarmt in einem städtischen Altersheim, aber kannst Geschichten erzählen, von denen andere nur träumen b) Du kaufst Dir eine total vernüftige O-Lack Largeframe mit originalem PX Motor und reihst Dich ein in die Riege der total cleveren aber leider stinklangweilen Bausparer, die wenn sie in Ehren ergraut auf ihr Leben zurück blicken, Stolz sein können, weil sie inzwischen ein kleines Vermögen in der Garage stehen haben (mit dem sie nur leider nie aus ihrem Landkreis rausgekommen sind, das größte "Abentuer" war die Fahrt am Sonntagmorgen zur örtlichen Eisdiele) Deine Entscheidung....4 Punkte
-
3 Punkte
-
3 PunkteMoinsen, so langsam bin ich mit Rahmen und Motor soweit, das auch ausgiebige Probefahrten drin sind. Ich glaube ich habe vor einigen Wochen schonnmal hier geschriben aber bei 49 Seiten wird das Suchen/Finden so langsam schwierig... Erstmal das Setup vorweg: SKR Malle (is ja klar) 54mm Hub QK 1,1mm 68% Auslassbreite AS 188° ÜS 121° VA 33,5° 35 Mikuni (auf 34 oder 35mm Ansaugstutzen) HD 300 ND 20 Nadel auf ganz Mager Kein Luftfilter Tassinari Membran im Polini Kasten 2,34 Primär 110er Reifen Franz auspuff mit Eigenbau Krümmer (reichlich durchmesser...) Jetzt zum Fahrverhalten. Grundsätzlich hat die Fuhre schon ganz gut Dampf von unten raus, auf einem Prüfstand war ich damit nicht. Mit einer Zündeinstellung von ca 17° ist bei etwa 100kmh (GPS mit Handy, der Tacho fehlt noch) Ende. Das Entsprciht nach Getriebberechnung knapp 6500 Umdrehungen. Danach habe ich die Kytronik von meinem 136er eingebaut und die Zündung auf 24° 23° geblitzt und die Kurve 7 (glaube 8°Verstellung) gefahren, das war untenrum schon sehr angenehm aber hat obenrum natürlich nichts gebracht. Danach einmal ganz kurz Topspeed mit ausgebauter Kytronik und den eingestellten 23°,24° eine Runde gedreht, da drehte der Motor deutlich besser aus und machte Topspeed 123kmh (entspricht knapp 8000 Umdrehungen). Wieviel Vorzündung kann ich denn bedenkenlos fahren? Werde heute noch übergangsweise eine Temperaturmessung am Kopf installieren um mal grob zu wissen was da so passiert.


 3 Punkte
3 Punkte -
Also ich woltte auch nichts an dem Nitro verändern. Den hab ich halt anders verlegt. Ichhab mich nur gefragt, ob man das Prinzip auch auf andere Anlagen übertagen könnte, ohne grosse Verluste was die Leistung angeht zu erleiden. Den ich denk alle die den Nitro haben können bestätigen, dass der halt deutlich leiser ist als alle die ich sonst so kenn. Auf jeden Fall hab ich meine jetzt fertig an der PK. Sitzt, passt, wackelt nicht und hat überall genug Luft.


 3 Punkte
3 Punkte -
2 PunkteHi Roberto , das ist ne traurige Sache aber so ist es leider. Wilma ist ja ne ganz pfiffige , viel Freude euch beiden ... Welpenalarm
 2 Punkte
2 Punkte -
2 PunkteGeiles Topic! ... und vielleicht liest ja der Eine oder Andere mit, der keine Ahnung vom Wellenbau hat und regt sich das nächste mal nicht mehr so schnell auf über den Preis einer +400€ Welle!2 Punkte
-
2 PunkteFür die Festigkeit, da hier der Faserverlauf nicht durchschnitten wird, wären vorgeschmiedete Rohlinge, Wange und Stumpf von der Form mit Aufmaß her schon passend. Kann aber aus Kostengründen nur in Großserie realisiert werden. Bei so einem Gesenk, ist man schnell im hohen fünfstelligen Bereich. Hat aber auch seine Nachteile, da an eine Wange verschiedene Anforderungen gestellt werden. Es soll der Stumpf gegen Ermüdungsbrüche so zäh wie möglich sein, aber auch eine hohe Verschleißfestigkeit im Hinblick gegen schnelles einlaufen der Wedis. Dann sollte der Werkstoff vom Kohlenstoffgehalt her geeignet sein, das durch Induktionshärten die Hubzapfenbohrung genügend verschleißfest ist, um mehrere Revisionen der Welle ohne Schaden, z.B. fressen beim aus u. einpressen des Hubzapfens, weniger weiten der Grundbohrung beim ersten pressen des Hubzapfen, usw., zu ermöglichen. (die ganzen Serien- Wellen der Vespen, die ich bis jetzt in der Hand hatte, sindso gefertigt) Eine Welle, die diese Eigenschaften materialseitig erfüllt, muss, oder sollte immer einer Wärmebehandlung unterzogen werden. Was hilft der beste Nitrierstahl, Einsatzstahl, Vergütungsstahl usw., wenn die angesprochenen Bereiche der Wangenhälften nicht nitriert, eingesetzt u. gehärtet oder nachvergütet werden. klar gibt es beim nitrieren, bei einsatzhärten u. nachvergüten noch mehr Verzug, daher auch mehr Aufmaß nötig. Auch wenn alle Härtereien ein "verzugsfreies" nitrieren versprechen, in dem Fall aufs nitrieren bezogen. Was ich schon verzogene Formplatten, Niederhalteplatten an Stanzwerkzeugen, usw. gesehen habe, das ist der Wahnsinn. Das heißt im Klartext, an den kritischen Stellen, je nach Wärmebehandlung leichtes Aufmaß lassen, und schleifen. Das macht dann eine Welle erst richtig teuer, aber qualitativ sehr hochwertig, aber siehe weiter unten, bringt auch Nachteile mit sich. Nun gibt es die Möglichkeit, vorvergütetes Material zu nehmen, das sich sehr gut zum indukitionshärten eignet, (in der Hubzapfenbohrg. 58-60 HRC, kein Problem) muss aber nachvergütet werden. D.h. nach dem vordrehen bis auf 1mm Aufmaß, wird die Wange nochmals auf ca. 1100-1150 N/m Zugfestigkeit "nachvergütet. Aus folgendem Grund, da z.B. bei einer Ø 100mm runtergedrehten Wange auf den Wellenstumpf von z.B. Ø 25 mm, ab einem Ø von ca. 60mm die vorvergütete Zugfestigkeit rapid abfällt. Der Stahlieferant stellt da Tabellen mit Kurven dazu bereit. Prädistiniert dafür ist z.B. 42CrMo4 QT (QT steht für vorvergüten) Es geht auch ohne vorvergüteten Stahl, da nach dem vordrehen, sowieso neu vergütet wird. Das kostet natürlich alles Geld, Durchlaufzeit verlängert sich, Transportkosten usw. aber es lohnt sich. Diese nachvergüteten Oberflächen haben eine dermaßen hohe Verschleißfestigkeit gegenüber den Wedis, das kommt wirklich an einsatzgehärtete Oberflächen ran. Der nächste große Vorteil, durch das gleichmäßige Gefüge, behält dieser Vergütungsstahl seine hervorragende Zähigkeit. Der Einsatzstahl, Nitrierstahl, "wärmebehandelt", hat immer in der Randzone ein anderes Gefüge, wenn hier dann an Radien, Gewindeausläufe in der Randzone durch die glasharte Oberfläche zu spröd werden, kommt es hier zum Bruch der Stümpfe, an den genannten kritischen Stellen. Zum heutigen Schluss, eine gebaute Welle, wie es auch "@cup5" angesprochen hat, (ich hab ja auch solche für die Lamy geplant) d.h. eine Wange besitzt zwei Teile, Stumpf und Wange, kann ich für den Stumpf das durch Dauerschwingung u. Durchbiegung anders wie die Wange belastet ist, ein anderes Material verwenden. An der Wange herrschen ganz andere Kriterien, hier brauche ich eine glasharte Oberfläche in der Hubzapfenbohrung. Der Clou an der Geschichte, solche Wellen können deutlich günstiger gefertigt werden! Einzig aus diesem Grund, hat sich der geniale Hr. Hirth seine Verzahnung einfallen lassen, das bei Zweitaktern u. Falschtaktern gebaute Wellen, mit unterschiedlichen Materialien verwendet werden können, pr2 Punkte
-
2 PunkteDerzeit sinds 30 Nennungen aus der ESC, 10 Aus UK, 2 aus Griechenland und der Veranstalter rechnet mit etwa 10 aus Italien. Frankreich ist nicht bekannt, stehen aber in Kontakt. Dazu gibts natürlich noch ein Jedermann Training am Freitag bei der auch die CasaLambretta bikes gefahren werden dürfen. Kann gut sein dass noch der ein oder andere Rookie mitmacht. Für K8 haben sich auch schon ein paar Engländer unverbindlich bei mir vorgenannt... der Dean hat noch gemeint dass es ein Rally Paketpreis gibt mit 60,-€ für Fr & Sa Gala Dinner & Frühstück und Eintritt zu den Konzerten. hört sich gut an vor allem da die Sponsoren da 20k dazu geben kann man sich vorstellen was die da alles auffahren werden. Im Fratzenbuch gibts 261 Zusagen und 205 interessierte. Freue mich wie Schnitzel auf das Event. Endlich mal kann man sich mal wieder vor einer großen Zuschauermenge aufs Maul legen!2 Punkte
-
10 Jahre Scootershow - Scooter Center Customshow 25 Jahre Scooter Center NEUER TERMIN; Am ersten Samstag im Mai: Samstag 6. MAI 2017 Köln - Abenteuerhallen Köln-Kalk Infos und Details: www.scootershow.de
 1 Punkt
1 Punkt -
1 PunktSo, jetzt hab ich hier ein Augustiner, die Kinder schlafen und ich erzäle mal den ersten Teil der Geschichte: Tut mir Leid, wenn ich jetzt ganz Offtopic komm - womöglich schliesst sich der Kreis am Ende. Und dann wird es richtig lustig. Hä, hmmmmmmm: Im Frühjahr 16 packt es mich. Ich brauch ne Vespa! Ich finde direkt die Anzeige, sinngemäss: perfekte Vespa VNB von 59, 150 blabla, keine billige Restauration, blabla.... dazu diese Bilder: Das hat mich komplett überzeugt. Preis: 3.800 Auf Nachfrage: Ist schon lang weg, kann aber gern noch so eine machen - 2 Monate dauert das. Ich schlag ein. Nach zwei Monaten komm und da steht sie. 100% davon überzeugt, ein Schnäppchen gemacht zu haben, pack ich sie ein, zahl seelig und geh. Sie läuft einfach perfekt. Liegt sicher auf der Strasse, bremst, brummt, ich im Glück. Nach 80 km geht die Kupplung auf. Abschleppen... und ich geh zum Freundlichen. Der schlägt die Hände übern Kopf zusammen und der Motor wird komplett zerlegt. Alle Lager neu, Alle Gummiteile in der Vespa neu, neue Antriebswelle (wo das Rad drankommt) und und und, damit sie erstmal einigermassen sicher ist. 1.400 Sind wir bei 5.200 Nach wie vor kein Lenkanschlag, vorn scheppert alles, aber geil! Nach jeder Vollgasfahrt säuft sie ab und ich muss *Tschuldigung an die jetzt Betroffenen und gleichsam Glückwunsch zum noch zarten Alter - ich bin 44* wie ein 16-Jähriger, ständig auf den Fussgängerweg und schön "trockentreten". Dann läuft sie wieder wie ne eins, ich der König. Dann neuen Vergaser. Nicht lieferbar, also nen Grösseren, speziell bedüst - goil! Genial, dass die gute Zeit genau mit meinem Urlaub "gematcht" hat. Jeden Tag frisch Brötchen geholt vom besten Bäcker im ganzend Landkreis, 600 Kilometer in Harmonie. Danach Vollgas immer schlechter angenommen. Gedacht: "Brauch keinen PX Motor, bleib Original, Alles Gut! Zum "einstellen" gebracht. Kost nix, Service! Wow! Eine geile Runde fahren wollen... 20 Kilometer, 4 mal Fussweg, trockenkicken *fuck* Danach Dusche. Gedanke: Die muss weg. Den Rest der Geschichte kennt Ihr. Aber sie sieht sooooo geil aus! Und jetzt hab ich das bereits in diesem Thema erwähnte "Projekt" und bin glücklich, weil allein aufgeschmissen gewesen wär.

















 1 Punkt
1 Punkt -
1 Punkt
-
Das ist Schwachsinn! membraner hat mehr Leistung,weniger Verbrauch,das Standgas läuft exacter ,und mit richtigem Topferl hört man die Membrane genau gar nicht.desweiteren ist mir in den letzten Jahren kein einziger Kollege untergekommen,denen die RD Membrane kaputt gingen. ok Leistung ist mit DS annähernd ident.1 Punkt
-
1 Punkt
-
Das ist doch fein. Dann würd ich die Nebendüse jedenfalls erstmal so lassen und mich schleunigst der Hauptdüse widmen. Mit der adäquat fetten Hauptdüse gehts dann an den Nadelbereich, der dir dann mit der 28er Nadel vor Reso wahrscheinlich auch zu fett werden wird. Dann noch ne passende Nadel - das Kyajet Tool ist prima dafür - und fertig.1 Punkt
-
1 PunktSorry aber kauf doch was DU letztlich kaufen willst und an dem DU Spaß hast.....kannst hier 10 Roller präsentieren, an jedem hat irgendeiner etwas zu bemängeln oder bevorzugt das eine oder andere Modell.....Vespakauf hat für mich etwas mit Emotionen zu tun und nicht damit, dass ich "mir mal eben einen Roller" kaufe.........also: mach Dir bewusst, was genau DU suchst und dann treffe DEINE Entscheidung mit allen Konsequenzen....sprich: Arsch inne Buxe und Entscheidung treffen..... Viel Erfolg!1 Punkt
-
Heute morgen nicht ohne Joke angesprungen (12° ca), was ich aber gemerkt habe ist das er auch im dritten im oberen Resobereich verreckt. Liegt also wirklich an der Hd, weil mit Joke während dem fahren dreht sie in jedem Gang hoch bis auf den Vierten.1 Punkt
-
Welchen Lenker bzw. Lichtschalter hast Du. Ist ein Umbau auf "Dauerlincht" und Tausch des vorh. Lichtschalters gegen einen indischen Schalter mit Blinkerwippe denkbar?1 Punkt
-
1 PunktDome, hi, wenn der Mensch seinen Technikspieltrieb nicht ausleben dürfte, würden wir noch in Höhlen hausen Gruß1 Punkt
-
1 Punktunabhängig von der vespa oder optik würde ich mir noch gedanken machen was für ein motor drin sein soll. orginal 125er fährt sich halt ganz anders als 200er oder mit größeren zylindern. leichtes tuning in der 200er klasse hat mir den größten fahrspaß bereitet....bei deinem budget würde ich die komponente nicht vernachlässsigen.1 Punkt
-
1 PunktAlso die Sitzbank sieht voll scheiße aus und passt auf jeden Fall nicht zum Roller, was nicht das Entscheidende ist, aber ein Grund um nach unten zu handeln. @acmamann Du scheinst wirklich sehr entschlossen zu sein, dein Geld unmittelbar in eine Vespa zu investieren. 4.500 € halte ich für das Fahrzeug nicht unbedingt günstig, ist aber auch von einem Händler. Mein Tipp: Überleg dir mal, was du genau oder zumindest in etwa suchst (Modell, Ausführung, Motor usw.). Das formulierst du und stellst das in das Topic "Suche Roller" hier im GSF. Da wird dir sicher etwas angeboten, was deinen Vorstellungen entspricht (von den Preisen wahrscheinlich noch nicht unmittelbar).1 Punkt
-
1 Punkt"Schatz, wusstest Du, dass Sex hauptsächlich im Kopf stattfindet?" "Dann mach mal den Mund auf!"1 Punkt
-
1 Punkt500ml kommen unweigerlich zur Entlüftungsschraube raus, und das schmiert dein Hinterreifen... fizzzz1 Punkt
-
1 Punkt
-
1 PunktBroccoli schmeckt am besten, wenn man ihn kurz vor dem Servieren durch ein Rumpsteak ersetzt.1 Punkt
-
1 PunktZu extrem, echt jetzt? Ok, dazu kann ich mal nix sagen, da ich keinerlei Vergleich habe. Was geht denn an Auslass Breite...vermute mal 72%max? Ich bin ja schon froh, dass überhaupt mal wieder jemand nen SKR-Malle auf die Straße bringt!1 Punkt
-
1 Punkt
-
1 Punkt
-
auf dem ding kommt deine weibliche seite sicher richtig gut rausl1 Punkt
-
1 PunktKönnten uns ja auch alle vorher an einem Sammelplatz in der Nähe von Steinbach treffen und gemeinsam dort aufschlagen...hat jemand ne Idee wo?1 Punkt
-
1 Punktimmer wieder witzig, wenn man alte geschichten hier noch mal durchliest. 2006 wurde noch nach einem drehschieber gefragt, der schon mal die 25ps geknackt hat. heute quasi standard, würde ich meinen1 Punkt
-
1 PunktWir bewegen altes Blech, hören vergangene Musik, schwelgen in Erinnerungen und denken an die Zeit zurück als das Fernsehen noch sechs Programme hatte. Ich glaube langsam wir werden: "ALT"! Aber drauf! Solange man seinen Kadaver noch auf die Sitzbank hieven und durch die Landschaft cruisen kann, kann man gar nicht wirklich alt sein!! In diesem Sinne "Gute Nacht" Ihr alten Säcke! Gruß Martin1 Punkt
-
das Axialspiel,also wandern vom Lager wird halt von oft viel zu harten Kupplungsfedern unterstützt! Passscheiben helfen da oder meine S&S Kupplung die von mir auf 5 CR 80 Scheiben umgebaut u dann mit originalen Federn wieder geht natürlich bei Superstrong auch....1 Punkt
-
1 Punkt
-
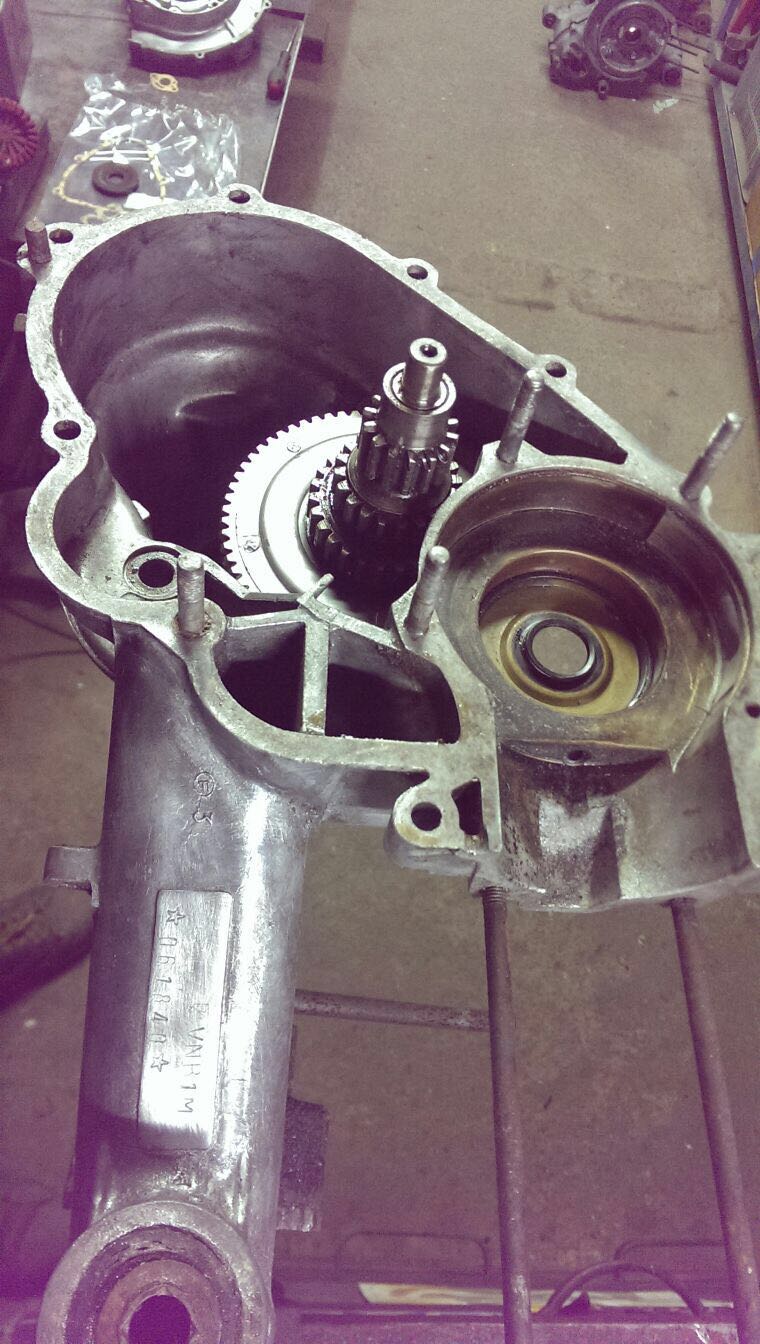
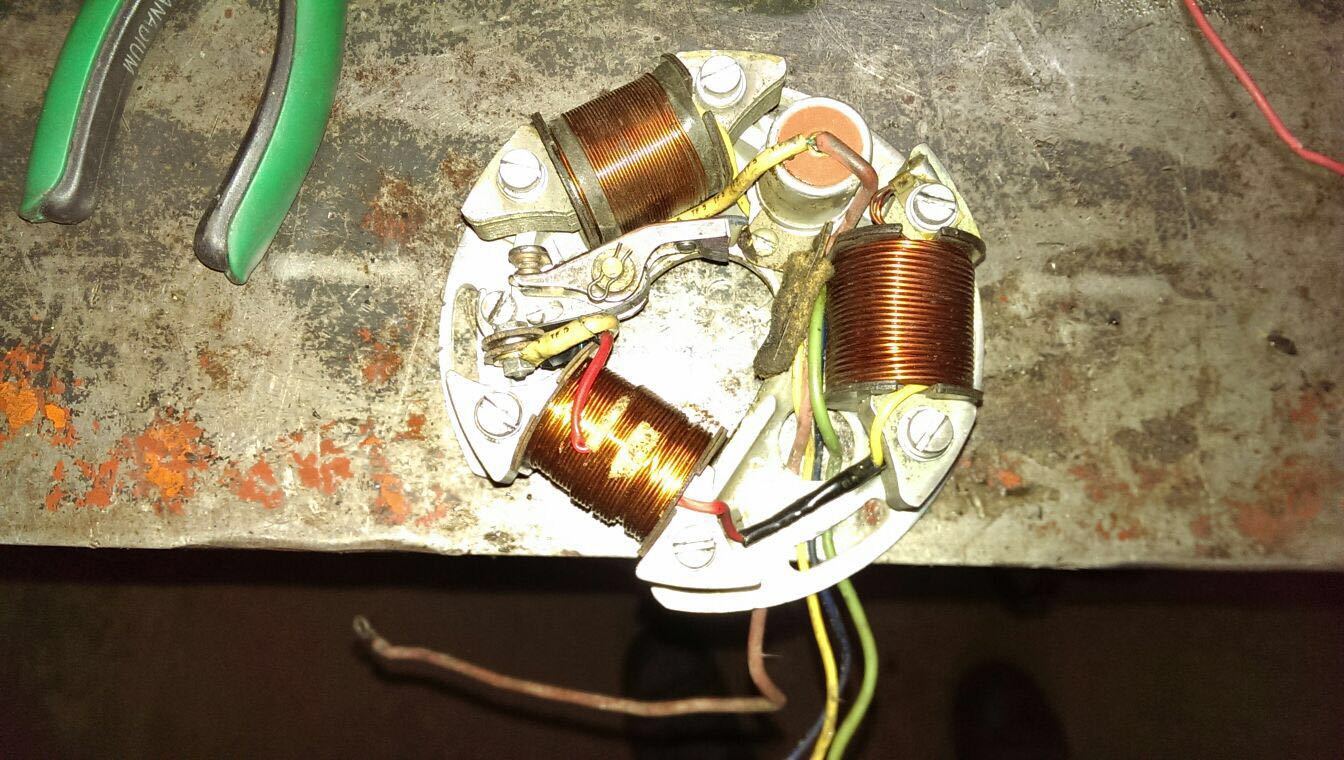
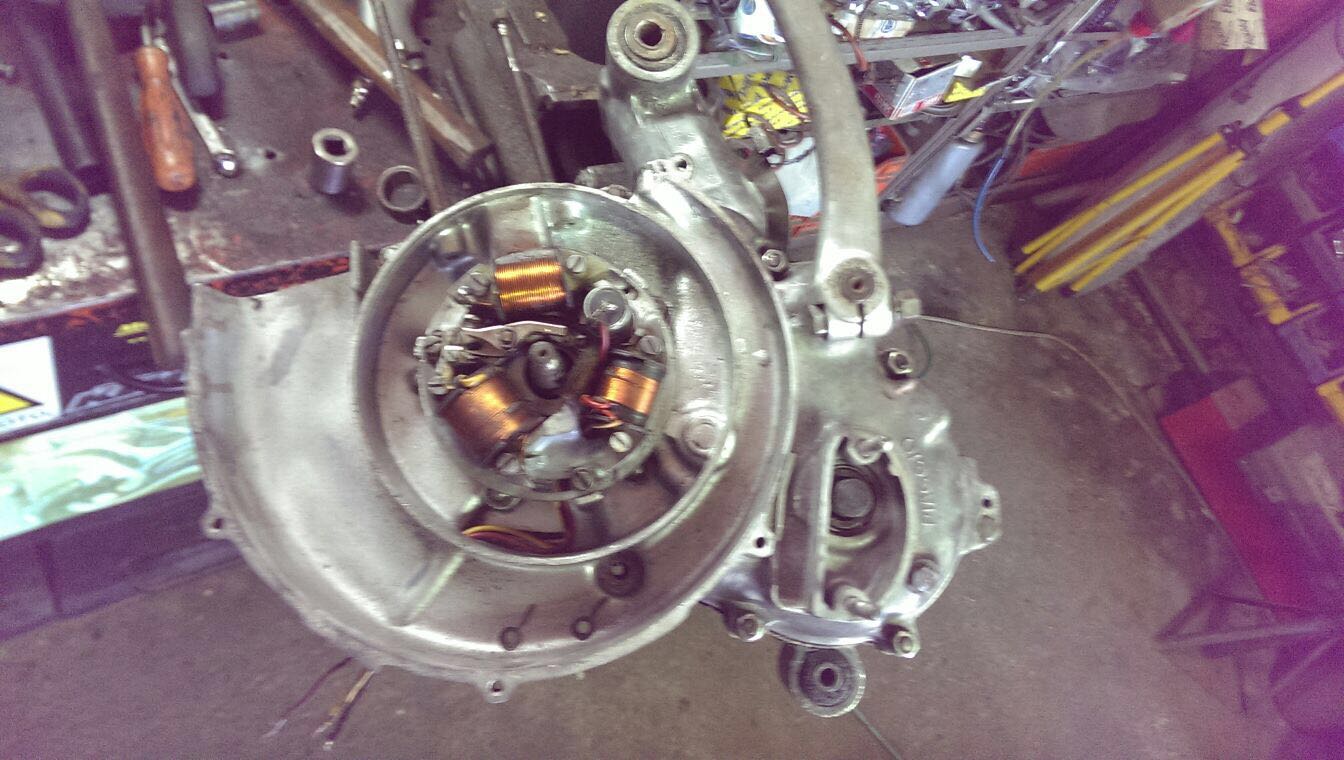
Heute hat die Dame den Segen des TÜV erhalten. An dieser Stelle vielen Dank @Dümpler . Zum Glück habe ich den antiquirten Bremslichtschalter dran gestrickt. Das die original Teile, Scheinwerfer und Rücklicht, keine Prüfzeichen haben, war bei dem Bj. wohl nicht erheblich aber ohne ein funktionierendes Bremslicht hätte es wohl keine Zulassung gegeben. Der Motor war wohl noch nie offen. Jedenfalls sind im Statorgehäuse noch alle hohen Hutmutter mit Sicherungsblech unversehrt. Allerdings pfeift das Geschoss Leistungstechnisch auf dem letzten Loch und da ich mit dem Herrn @andreasnagy eh noch was offen habe , fällt ab hier der Startschuss zur Leistungsfindung.1 Punkt
-
1 PunktEinmal Bully - immer Bully unsere Bullydame Wilma hat unter dem Verlust sehr gelitten. Daher haben wir uns entschieden Bruno bei uns aufzunehmen

 1 Punkt
1 Punkt -
ich habe jetzt auch mal die lth membran verbaut weil mein bearbeiteter mugello eine etwas zu hohe einlasszeit hat. der unterschied ist schon gewaltig. spontane gasannahme, sauberes standgas und deutlich mehr druck bei niedrigen bis mittleren drehzahlen. gibt es erfahrungen bezüglich der vergaserabstimmung in den verschiedenen bereichen? danke im voraus.1 Punkt
-
1 PunktChuck Norris isst Weisswürste auch nach dem Mittagsläuten. Wenn Chuck Norris Schrauben festzieht, kommt nicht "erst fest, dann ab", sondern gleich "ab". Oder so fest, dass es nie mehr ab geht. Dabei muss man beachten, dass Chuck Norris den Schraubenschlüssel nur festhält, und das Teil und die Schraube drehen sich mit der ganzen Erde darunter im Kreis. Chuck Norris kennt immer noch einen Chuck Norris Witz mehr. Aber wenn er will, dann erzählt Chuck Norris den letzen Chuck Norris Witz. Für immer.1 Punkt
-
http://www.forum.vc-gu.at/viewtopic.php?f=6&t=345711 Punkt
-
V50 L in schönem azzurro-metallizzato-110, unter der Matte sieht es auch gut aus, Motor technisch überholt, 12 V. Mit Zuberhör: -Schlangenhacken -Klingel -Matte -orig. Bumm Spiegel Ersatzradhalter für geschlossene Felge in 9 Zoll in ranzig würde ich noch suchen.1 Punkt
-
1 PunktBeim Einwohnermeldeamt: Wie heißen Sie? "Hahahans Mümümümüller" Stottern Sie? "Nein, aber mein Vater hat gestottert und ihr Vorgänger war ein Idiot"1 Punkt
-
1 PunktSo, nachdem die Rote Pest überall zu erkennen war, war der Zeitpunkt gekommen ...... um nach der ersten Ausfahrt gleich nochmal den Motor zu machen Abgerollert hier nun kurz ein paar Bilder. Danke an Marc von MSL für's lackieren. Demontage, Schleifen, Spachteln, Fillern ,Vorarbeiten und Montage selbstredend im Eigenheim. Hust. FETTICH:







 1 Punkt
1 Punkt -
In der Halle nicht, da lief den ganzen abend die typische Run-Musik (ok, auch etwas BritPop, was in Deutschland eher untypisch ist, und auch etwas Disco, aber überwiegend halt schon Soul und Ska / Reggae). Aufgrund dessen, daß der Main-Floor in der Halle, der Indie-Floor in einem Zelt stattfand, war auf dem Zeltplatz nun mal die Alternativ-Musik zu hören. Sagen wir mal so, man kann das auch als die gerechte Strafe sehen, für alle, die am Freitag schon um 1.00 oder 2.00 schlafen gegangen sind, statt auf der Tanzfläche in der Halle zu feiern.1 Punkt
-
1 PunktNach Touren vo Ö->Ita, Ö->Fra und retour kann ich die Sportsitzbank Corsa echt empfehlen und ist zudem um 100 € auch leistbar Gesendet von iPhone mit Tapatalk1 Punkt
-
1 PunktGestern wurde hier ein Friseur verhaftet, weil er in seinem Geschäft Drogen verkauft und Prostituierte vermittelt hat. Da sieht man mal wieder, dass man den Menschen nicht in den Kopf schauen kann. Bin echt erschüttert. Ich war 6 Jahre lang bei ihm Kunde und hatte absolut keine Ahnung, das der Typ Friseur ist!1 Punkt
-
1 Punkt
-
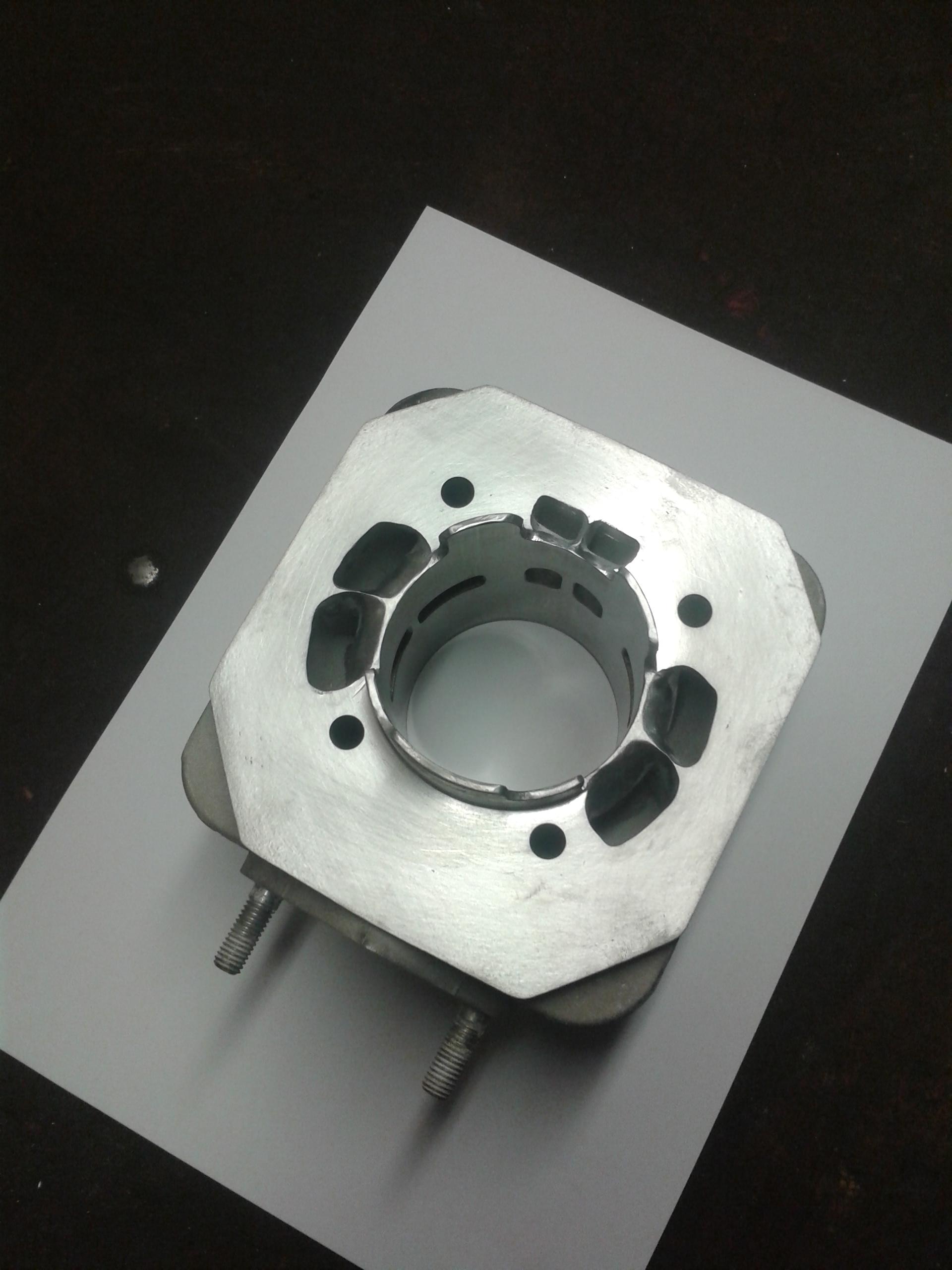
Bei allem Respekt: Aussagen wie "die Löcher im Kolben haben in meiner Erinnerung keine besonders präzisen Standorte" bringen mich echt nicht weiter. Manchmal ist es hier im Forum echt schwierig vernünftige Antworten zu bekommen. Ich frage mich warum es immer wieder Leute gibt, die irgendetwas kommentieren müssen, das mit der Fragestellung null zu tun hat. Eigentlich ist es ganz einfach: Die Fragen lesen, und wenn ich dazu eine kompetente Antwort beitragen kann, dann mache ich das. Wenn nicht, einfach nichts schreiben. Danke1 Punkt
-
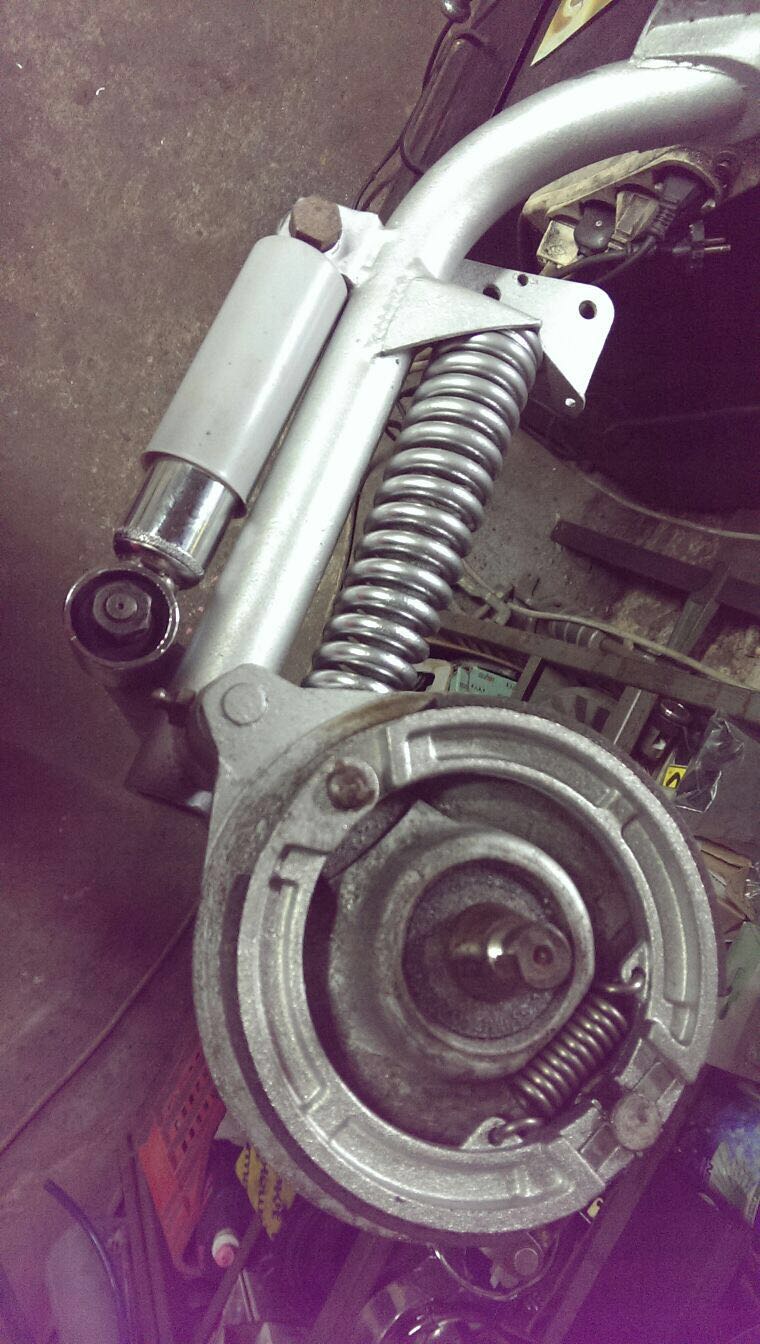
1 Punkt1 Punkt1 Punktwarum nicht radseitig ne kleine distanzscheibe unterlegen? oder ist es da perfekt bündig?1 Punkt

.thumb.jpg.61436de5adcbd683003324349e85d406.jpg)
































































Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung