
Rangliste
-
Humma Kavula
Globaler Moderator11Punkte9.932Gesamte Inhalte -
Sebi1111
Globaler Moderator7Punkte3.928Gesamte Inhalte -
blutoniumboy
Members7Punkte2.345Gesamte Inhalte -
Quickshifter
Members6Punkte2.472Gesamte Inhalte




Beliebte Inhalte
Inhalte mit der höchsten Reputation am 29.04.2025 in allen Bereichen anzeigen
-
6 Punkte6 PunkteAlso es ist so, ich hab sehr selten was über den Marktplatz angeboten aber immer ein Auge drauf was andere verkaufen bzw. suche halt immer wieder mal ein paar Teile für eine Lammy Resto mit möglichst vielen Originalteilen oder eben Ersatzteile für meine Alltagskiste. Nun ist mir aber folgendes aufgefallen. Erstens wird am Marktplatz eigentlich immer weniger angeboten und zweitens, die Teile die ich dann auf Kleinanzeigen gefunden habe, waren alles iwie von Leuten die auch im GSF aktiv sind. Meistens kannte man sich oder hat voneinander gelesen. Waren immer feine Kontakte und nach etwas hin und her war immer der O-Ton, Teile verkaufen im GSF ist nerfenaufreibend. Nach vielen Jahren GSF aktiv und passiv kenn ich das schlechtreden von allem Möglichen, aber Leute, eigentlich haben wir selber unseren Marktplatz hochgejagt. Wenn die User hier lieber über KA oder vielleicht auch facebook verkaufen, das GSF als Marktplatz meiden, sollte das einem schon bedenklich stimmen. Wollte ich nur mal los werden.5 Punkte4 Punkte4 PunkteHallo zusammen das kleinste Projekt des vergangenen Winters.. verbastelte PX zurück auf die Straße geholt inkl. Upgrade, einmal alles zerlegt und wieder schön gemacht.. ist ein Dankeschön an meinen Zimmermann der mich massiv beim Umbau und Neubau meines Hofes/Werkstatt unterstützt hat. 139er Malossi SI 24 Vergaser 23er Cosa Kupplung CR-Beläge BGM Touring 2.0 Elestart Lüfterrad Getrenntschmierung --> Ölpumpe auf PX 125 umgebaut So hab ich die Karre übernommen: (500€ Kleinanzeigen schnapper) So nach 2 Wochen lackieren und Schrauben






 4 Punkte3 Punkte3 PunkteNa ich muss da noch mal nachtragen DS Spalt mit Gleitlack auf 0,04 eingestellt. Leider habe ich wohl beim Testaufba nicht genau genug abgedrückt oder durchs tempern hat sich was aufgetan... Anyway: Beim ÜS Fräsen aufpassen. Die Bohrung für die Zylinderhaube lässt eventuell danach durch auch wenn da noch Material ist. Wieso bohrt man hier 20!!!!mm tief?!? Habe eine Madenschraube gesetzt mit 648 Die 3 Bohrungen bei der LiMa... eine war verdächtig, alle verschlossen. Dann hatte ich eine Undichtigkeit an den Gehäusebolzen. Na ja, zugegeben an den Risikobolzen am Fuß. Eigentlich gewissenhaft mit Dichtmasse und Guter Dichtung gearbeitet. Nach dem Zerlegen alles ohne bedenken an der Dichtung. Aber hier habe ich Druck verloren. Ob das nun an mit lag oder nicht, k.a..... Leider hab ich beim Testaufbau nur Scheiben verwendet und keinen Sprengrind. Die Scheibe hat wsl. soweit abgedichtet, dass mir eine mögliche Undichtigkeit zuvor nicht aufgefallen ist. D.h. alle Bohrungen wie auch schon bei meinem 187er gebuchst. Bei meinem 187er waren die Bohrungen nachweislich zum Kurbelhaus undicht.... 8,3mm Aufgerieben, Buchse mit 7mm bzw. 7,2mm und 648 eingeklebt. Block zusammen, noch mal kontrolliert ob alle fluchten und gut ist. 7mm bei den Schrauben, 7,2 bei den Bolzen im Gehäuse Nun ist der Kübel dicht
4 Punkte3 Punkte3 PunkteNa ich muss da noch mal nachtragen DS Spalt mit Gleitlack auf 0,04 eingestellt. Leider habe ich wohl beim Testaufba nicht genau genug abgedrückt oder durchs tempern hat sich was aufgetan... Anyway: Beim ÜS Fräsen aufpassen. Die Bohrung für die Zylinderhaube lässt eventuell danach durch auch wenn da noch Material ist. Wieso bohrt man hier 20!!!!mm tief?!? Habe eine Madenschraube gesetzt mit 648 Die 3 Bohrungen bei der LiMa... eine war verdächtig, alle verschlossen. Dann hatte ich eine Undichtigkeit an den Gehäusebolzen. Na ja, zugegeben an den Risikobolzen am Fuß. Eigentlich gewissenhaft mit Dichtmasse und Guter Dichtung gearbeitet. Nach dem Zerlegen alles ohne bedenken an der Dichtung. Aber hier habe ich Druck verloren. Ob das nun an mit lag oder nicht, k.a..... Leider hab ich beim Testaufbau nur Scheiben verwendet und keinen Sprengrind. Die Scheibe hat wsl. soweit abgedichtet, dass mir eine mögliche Undichtigkeit zuvor nicht aufgefallen ist. D.h. alle Bohrungen wie auch schon bei meinem 187er gebuchst. Bei meinem 187er waren die Bohrungen nachweislich zum Kurbelhaus undicht.... 8,3mm Aufgerieben, Buchse mit 7mm bzw. 7,2mm und 648 eingeklebt. Block zusammen, noch mal kontrolliert ob alle fluchten und gut ist. 7mm bei den Schrauben, 7,2 bei den Bolzen im Gehäuse Nun ist der Kübel dicht.thumb.jpg.1c182e8035573718b3ac09897dd6283b.jpg)
.thumb.jpg.9929d97a18483ab60e217a9cc4c93859.jpg)
.thumb.jpg.fbe91568b09ac5681e38c123fe8eed72.jpg)
.thumb.jpg.b52139f971540621787c5f6e54f4f5d5.jpg)
.thumb.jpg.1244028f8eace3a9c4dbb385335bbffb.jpg)
.thumb.jpg.747ebfa30fa71f3849d0bfb1d821f5a7.jpg)
.thumb.jpg.fb2f12f5598c449c20aae7950afb232a.jpg) 3 Punkte2 PunkteSo, die Bank ist drauf. Ich muss ehrlich sagen dass mir die SS-Bank auf der Karre fast besser gefällt als die Nisa… liegt einfach viel schöner an der Karre… die Nisa steht überall etwas über. Vorne muss ich definitiv nochmal bei, da muss die Bank noch weiter runter… liegt aber da dran dass auch noch der MRP-Halter für die Elektrik zusätzlich mit aufträgt. Eigentlich bin ich ja eher die Fraktion Style vor Funktionalität und mir wars bisher wurscht wenn mir bei ner längeren Fahrt die Klöten oder der Arsch fast eingeschlafen wär aber die Nisa ist echt saubequem… die bleibt jetzt also erstmal drauf. Verarbeitung ist echt top, kein Vergleich zur SS-Bank!
3 Punkte2 PunkteSo, die Bank ist drauf. Ich muss ehrlich sagen dass mir die SS-Bank auf der Karre fast besser gefällt als die Nisa… liegt einfach viel schöner an der Karre… die Nisa steht überall etwas über. Vorne muss ich definitiv nochmal bei, da muss die Bank noch weiter runter… liegt aber da dran dass auch noch der MRP-Halter für die Elektrik zusätzlich mit aufträgt. Eigentlich bin ich ja eher die Fraktion Style vor Funktionalität und mir wars bisher wurscht wenn mir bei ner längeren Fahrt die Klöten oder der Arsch fast eingeschlafen wär aber die Nisa ist echt saubequem… die bleibt jetzt also erstmal drauf. Verarbeitung ist echt top, kein Vergleich zur SS-Bank!


 2 PunkteHabe ich soeben getan. Zehn Personen, Stichwort Vespa. Lokal ist Antonella auf der Podbi. Gegenüber von Bahlsen. Adresse schicke ich nachher noch von zu Hause2 Punkte2 PunkteMach ruhig, ich mach das ja auch Über Öl rede ich mit meinen Motoren nicht, da ist nix mit Demokratie.2 Punkte2 PunkteFinde die Diskussion hier durchaus interessant, aber irgendwie Zahnlos! Wir wissen jetzt zwar das es Drölfzig Normen und Klassifizierungen gibt. Nur nicht was sie bedeuten oder wie diese für unsere Zwecke anzuwenden sind. Leider bin ich auch abseits vom Forum auf nix verwertbares gestoßen, das als Anhaltspunkt dienen könnte. Außer global formulierte Floskeln bleibt da nicht viel Nur einige wenige Erkenntnisse und der Eindruck das egal welches Öl, es doch im Grunde das tut was es soll. Was ich für mich bis jetzt festhalten kann: Mineralöl sollte es dann eher doch nicht sein für unser Zwecke. Ob Teilsynthetisch oder voll, ist eher eine Glaubensfrage als technisch belegt. Wobei man bei Teilsynthetisch halt nicht weis, wie viel Mineralöl da drinnen ist. Das API TC, JASO Fx und L-EGD zwar schön klingen als Klassifizierung, aber 0 über die Schmierqualität aussagt. Die Normen beurteilen eigentlich nur die Verbrennungsrückstände. Was mich bei der Entscheidungsfindung mal echt weiterbringen würde, wären Zahlen, Daten, Fakten, was da in modernen Zylindern so abgeht an der Zylinderwand z.B. Welche Temperaturen herrschen da so im Schnitt, mit welchem Druck hat man da zu tun usw. Vielleicht hat da ja jemand Zahlen die er mal hier reinwerfen kann. Vielleicht kann man dann mal was gehaltvolles davon ableiten.2 Punkte2 PunkteAll right.. noch ein paar versprochene Bilder Etwas durcheinander vom Ablauf aber nach Themen! ASS: Umgearbeitete 10,9er M6 Schrauben mit 643 eingeklebt. Somit passt das gut zum 24er Malossi ASS Schaltgabel: XL2 Siri geht beim SIP Gehäuse ohne Probleme Hier auch der neue Kegelstift Kurbelwelle: Nicht ideal beim SiRi Sitz. Hier habe ich schon noch weiter zu KuWe Wange gedreht. Ich muss da auf Übermaß bleiben da ich nicht so genau auf den Radius komme. Kontrolliert mit aufgeschnittenem SiRi Noch mal mit 800er Schmirgel sauber gemacht. DS Spalt dann wie schon geschrieben 0,04-0,05 Stümpfe vor dem Einbau noch mal kontrolliert, Danke für den Tipü @lukulus Beidseitig 20,004 Seilhalter Kupplungsdeckel: Vor dem verschließen vom Gehäuse ausgerichtet und verstärkt. Das Seil fluchtet sehr genau mit dem Hebel. Kupplung: 5 Scheiben Polygon von Egig mit 6 Federn Bremstrommel: Innen mit Sandpapier zum Anpassen der Beläge. Dann hat man von Anfang an ordentlich Bremswirkung. Schleifpapier kommt natürlich dann wieder raus Zylinder: Dichtungen von @Gaeskits per Scann angefordert und selber nach der Schablone genau zugeschnitten. die 0,75er verlieren etwas nach dem Zusammenbau also erst mal trocken montieren und die QK messen. Ich komme hier sauber auf 1,20mm Kolben macht UT Schön auf. Kolbenringe auf 0,22 Kolbenstoßspiel eingestellt. SiRi Lima: Das Sip Gehäuse ist extrem scharf und zudem auch recht knapp bei den Sitzen. Schön finde ich die Nut beim LiMa Sitz! Und damit auch nichts passiert schleife ich die mit 1000er Papier und einem Tool noch mal glatt und mache eine schöne Rundung. Gesetzt habe ich den SiRi LiMa Seitig mit dem Tool welches einen 0,30er Absatz hat. Dann kommt man Eben am Gehäuse raus. Abdichten: Da hatte ich ja wieder Spaß.. nach dem ersten Zusammenbau undicht bei Lima, hinten beim Gewinde für Zylinderhauben und bei den Stehbolzen. Stehbolzen könnte der Zusammenbau auch gewesen sein aber ich war da sehr sehr genau, wäre untypisch aber passiert. Um hier sicher zu sein: Überall Madenschrauben mit 648 rein und alle Querbohrungen gebuchst. Vorgebohrt mit 8,3 dann Buchse mit 7mm bzw. 7,2mm und zusammen durchgebohrt/kontrolliert. KuWe könnte ich mit de Tool sauber ausdrücken und bei dem Übermaß von 0,004 saß die auch nicht so stramm im Lager was das Lager auch heile ließ! Beim Zusammenbau noch mal extra Dichtmasse um jede Bohrung aufgetragen damit hier etwas mehr Masse ist. Dafür habe ich solche Spritzen. Damit kann man fein Masse auftragen Anbdrücken: Noch mal ein Tool gebaut um auch ohne SiRi Abdrücken zu können. Dazu einfach nach mal einen Zylinder gedreht für mein Auspresswerkzeug. Ich habe auch meinen Blutdruckmesser umgebaut. Ich pumpe quasi mit einem zweiten das System auf und stecke den dann ab. Somit ist nur noch eine Messuhr am System und kein Balg oder sonst was was undicht sein kann. Hält 280mmHG für 10min ohne Verlust, passt! Lagerauswahl wollte ich noch nennen: KuWe alles C4 Primär alles C3 Antrieb C3 Das läuft schön. Die Lagersitze wären mir für CN bei Primär und Antrieb zu eng gewesen.
2 PunkteHabe ich soeben getan. Zehn Personen, Stichwort Vespa. Lokal ist Antonella auf der Podbi. Gegenüber von Bahlsen. Adresse schicke ich nachher noch von zu Hause2 Punkte2 PunkteMach ruhig, ich mach das ja auch Über Öl rede ich mit meinen Motoren nicht, da ist nix mit Demokratie.2 Punkte2 PunkteFinde die Diskussion hier durchaus interessant, aber irgendwie Zahnlos! Wir wissen jetzt zwar das es Drölfzig Normen und Klassifizierungen gibt. Nur nicht was sie bedeuten oder wie diese für unsere Zwecke anzuwenden sind. Leider bin ich auch abseits vom Forum auf nix verwertbares gestoßen, das als Anhaltspunkt dienen könnte. Außer global formulierte Floskeln bleibt da nicht viel Nur einige wenige Erkenntnisse und der Eindruck das egal welches Öl, es doch im Grunde das tut was es soll. Was ich für mich bis jetzt festhalten kann: Mineralöl sollte es dann eher doch nicht sein für unser Zwecke. Ob Teilsynthetisch oder voll, ist eher eine Glaubensfrage als technisch belegt. Wobei man bei Teilsynthetisch halt nicht weis, wie viel Mineralöl da drinnen ist. Das API TC, JASO Fx und L-EGD zwar schön klingen als Klassifizierung, aber 0 über die Schmierqualität aussagt. Die Normen beurteilen eigentlich nur die Verbrennungsrückstände. Was mich bei der Entscheidungsfindung mal echt weiterbringen würde, wären Zahlen, Daten, Fakten, was da in modernen Zylindern so abgeht an der Zylinderwand z.B. Welche Temperaturen herrschen da so im Schnitt, mit welchem Druck hat man da zu tun usw. Vielleicht hat da ja jemand Zahlen die er mal hier reinwerfen kann. Vielleicht kann man dann mal was gehaltvolles davon ableiten.2 Punkte2 PunkteAll right.. noch ein paar versprochene Bilder Etwas durcheinander vom Ablauf aber nach Themen! ASS: Umgearbeitete 10,9er M6 Schrauben mit 643 eingeklebt. Somit passt das gut zum 24er Malossi ASS Schaltgabel: XL2 Siri geht beim SIP Gehäuse ohne Probleme Hier auch der neue Kegelstift Kurbelwelle: Nicht ideal beim SiRi Sitz. Hier habe ich schon noch weiter zu KuWe Wange gedreht. Ich muss da auf Übermaß bleiben da ich nicht so genau auf den Radius komme. Kontrolliert mit aufgeschnittenem SiRi Noch mal mit 800er Schmirgel sauber gemacht. DS Spalt dann wie schon geschrieben 0,04-0,05 Stümpfe vor dem Einbau noch mal kontrolliert, Danke für den Tipü @lukulus Beidseitig 20,004 Seilhalter Kupplungsdeckel: Vor dem verschließen vom Gehäuse ausgerichtet und verstärkt. Das Seil fluchtet sehr genau mit dem Hebel. Kupplung: 5 Scheiben Polygon von Egig mit 6 Federn Bremstrommel: Innen mit Sandpapier zum Anpassen der Beläge. Dann hat man von Anfang an ordentlich Bremswirkung. Schleifpapier kommt natürlich dann wieder raus Zylinder: Dichtungen von @Gaeskits per Scann angefordert und selber nach der Schablone genau zugeschnitten. die 0,75er verlieren etwas nach dem Zusammenbau also erst mal trocken montieren und die QK messen. Ich komme hier sauber auf 1,20mm Kolben macht UT Schön auf. Kolbenringe auf 0,22 Kolbenstoßspiel eingestellt. SiRi Lima: Das Sip Gehäuse ist extrem scharf und zudem auch recht knapp bei den Sitzen. Schön finde ich die Nut beim LiMa Sitz! Und damit auch nichts passiert schleife ich die mit 1000er Papier und einem Tool noch mal glatt und mache eine schöne Rundung. Gesetzt habe ich den SiRi LiMa Seitig mit dem Tool welches einen 0,30er Absatz hat. Dann kommt man Eben am Gehäuse raus. Abdichten: Da hatte ich ja wieder Spaß.. nach dem ersten Zusammenbau undicht bei Lima, hinten beim Gewinde für Zylinderhauben und bei den Stehbolzen. Stehbolzen könnte der Zusammenbau auch gewesen sein aber ich war da sehr sehr genau, wäre untypisch aber passiert. Um hier sicher zu sein: Überall Madenschrauben mit 648 rein und alle Querbohrungen gebuchst. Vorgebohrt mit 8,3 dann Buchse mit 7mm bzw. 7,2mm und zusammen durchgebohrt/kontrolliert. KuWe könnte ich mit de Tool sauber ausdrücken und bei dem Übermaß von 0,004 saß die auch nicht so stramm im Lager was das Lager auch heile ließ! Beim Zusammenbau noch mal extra Dichtmasse um jede Bohrung aufgetragen damit hier etwas mehr Masse ist. Dafür habe ich solche Spritzen. Damit kann man fein Masse auftragen Anbdrücken: Noch mal ein Tool gebaut um auch ohne SiRi Abdrücken zu können. Dazu einfach nach mal einen Zylinder gedreht für mein Auspresswerkzeug. Ich habe auch meinen Blutdruckmesser umgebaut. Ich pumpe quasi mit einem zweiten das System auf und stecke den dann ab. Somit ist nur noch eine Messuhr am System und kein Balg oder sonst was was undicht sein kann. Hält 280mmHG für 10min ohne Verlust, passt! Lagerauswahl wollte ich noch nennen: KuWe alles C4 Primär alles C3 Antrieb C3 Das läuft schön. Die Lagersitze wären mir für CN bei Primär und Antrieb zu eng gewesen..thumb.jpg.d7645a69573deae4fbf4e9bbbcd9254a.jpg)
.thumb.jpg.e11b37b1c37a1e688097db3bfb5e2fcf.jpg)
.thumb.jpg.8bc4ebb3efaeb445f5d8e465c23de6df.jpg)
.thumb.jpg.30990c2c036d89d2182be107a443f963.jpg)
.thumb.jpg.9bdf07250390843c577c2c106b1426e7.jpg)
.thumb.jpg.9ec8c6fbb9f9ef3531d5aac76dd3b8a7.jpg)
.thumb.jpg.104ff21a7d36fc2ebf14b3022e77ed45.jpg)
.thumb.jpg.64c776c61e945605d3cb1f5521b3a94a.jpg)
.thumb.jpg.47469aa4f6097f4da062faaf81af3801.jpg)
.thumb.jpg.faacd0928aa66194057cf757454242d3.jpg)
.thumb.jpg.cc4d023101c0df7ffafdf863946e95c3.jpg)
.thumb.jpg.3989e6b9742d9116a5094cf7de0e62e6.jpg)
.thumb.jpg.48685f769bff86b8317f97d5321fac71.jpg)
.thumb.jpg.2a7b5fb8ee2fc80cf6cd0201c0299a4c.jpg)
.thumb.jpg.9a582dc459b07a63957ef96916595acd.jpg)
.thumb.jpg.cf797ccd838ae7502977e93277cc5e46.jpg)
.thumb.jpg.be647d32fe7c64b83dfe016702e9782a.jpg)
.thumb.jpg.92f941aa363180d2dcec4d81f9885510.jpg)
.thumb.jpg.2a6975f47e26141840b0032272043108.jpg)
.thumb.jpg.e3ca3bbecb3ec90d90a355e19155932b.jpg)
.thumb.jpg.af18139d5f988bd82415a4b2954e01f3.jpg)
.thumb.jpg.e6c1dee2114aefd78ac397162bbadb36.jpg)
.thumb.jpg.c866d2a5e6b593f0e8d762bb703b960f.jpg)
.thumb.jpg.afe86d9e3555a31d847706adb6098bd2.jpg)
.thumb.jpg.b5f65985ca11786c4fd00b5ecb31b3fa.jpg)
.thumb.jpg.bdfdd0e183aeb4cb99169880aa09782b.jpg)
.thumb.jpg.915a2ced4519aae927339c35d6973ebf.jpg)
.thumb.jpg.fd2ca80c73e465e28fa1e30b40bb77a2.jpg)
.thumb.jpg.2acfb82f37ad547c7aa3f5b1d0524e26.jpg)
.thumb.jpg.f7e5b676b6d7cc865b10197d03ba3586.jpg)
.thumb.jpg.550bc15337893e6363b08ee069e9f452.jpg)
.thumb.jpg.578ab0b2efc88824b93689c8841b661f.jpg)
.thumb.jpg.45a846d51014499cf78b6b3805578dbb.jpg)
.thumb.jpg.fb4d710dc78572a1af7c482d368e795a.jpg)
.thumb.jpg.9c53190b0964d1d98e56384bd8c6d86e.jpg)
.thumb.jpg.07381ebbedbfc20b90ccffe7f47232c8.jpg)
.thumb.jpg.0b99ac149070d7e155f98a88e8c230d9.jpg)
.thumb.jpg.f31594f6b28548d3b17a60c821f47bd6.jpg)
.thumb.jpg.c8ddc2b3e9fa44a0d9127bfcc8eee5f5.jpg)
.thumb.jpg.8f73a2b121c61d9afc2b882eb1e0b2f8.jpg)
.thumb.jpg.bdc95390edd6b50e522b23779a0c2247.jpg)
.thumb.jpg.9c44d385d59f3127fb92c7bb4c984f60.jpg)
.thumb.jpg.3c171dbf877daadd2ecbb310f29b7a73.jpg) 2 Punkte2 Punkte2 Punkte2 PunkteMal so langsam mit der Erziehung anfangen: Und dann hab ich nochn fast flow eingebaut: Und noch einen sowohl thematisch als auch optisch passenden Wasserschieber aufgebracht:
2 Punkte2 Punkte2 Punkte2 PunkteMal so langsam mit der Erziehung anfangen: Und dann hab ich nochn fast flow eingebaut: Und noch einen sowohl thematisch als auch optisch passenden Wasserschieber aufgebracht:

 2 PunkteAm 12.juli 25 gibt es die dritte Auflage des Scooterruns bei der Wirterei in Schmidham, Oberosterreich, in einer der genialsten Location mit riesigem, schattigem Gastgarten, Zelt (falls das Wetter mal nicht so sein sollte, großem Zeltplatz und nur 10min vom Attersee. Auch 2025 wird es wieder eine Customshow, Fungames und einen Nighter geben! Wer schon am Freitag anreist, kann nach Zipf zum Brauhaus kommen (10min fahrt) zur Juli Steel and Wheels Night mit einem riesigen Parkplatz voller Oldtimer, Youngtimer, Motorräder, Autos, usw. see you there Frischi
2 PunkteAm 12.juli 25 gibt es die dritte Auflage des Scooterruns bei der Wirterei in Schmidham, Oberosterreich, in einer der genialsten Location mit riesigem, schattigem Gastgarten, Zelt (falls das Wetter mal nicht so sein sollte, großem Zeltplatz und nur 10min vom Attersee. Auch 2025 wird es wieder eine Customshow, Fungames und einen Nighter geben! Wer schon am Freitag anreist, kann nach Zipf zum Brauhaus kommen (10min fahrt) zur Juli Steel and Wheels Night mit einem riesigen Parkplatz voller Oldtimer, Youngtimer, Motorräder, Autos, usw. see you there Frischi 1 Punkt1 Punkt@PK-HD Die Fa. Kress fährt momentan eine Aktion bei Ihren Mäher mit teilweise 50% Rabatt. Ich bin von dem kleinen Kress Mission Nano (KR101e) recht angetan. Allerdings ist der kabelgebunden. Vorteil bei dieser Ausführung ist der versetzte Mähteller, dadurch bleibt fast kein Rand stehen. Auch das seitliche Andocken gefällt mir da recht gut. Der Kress manövriert auch etwas anders als die herkömmlichen Mähroboter. Er wendet vor dem Begrenzungsdraht und dreht nach links ab, aufgrund des nach rechts versetzten Messers bleibt ein minimaler Grasrand bei Hindernissen stehen. Dieses Zurücksetzen und drehen fällt fast komplett weg, dadurch mäht er auch in der Regel etwas effizienter und rascher. Ich habe das kleine Modell bei zwei Kunden im Einsatz gesehen und war wirklich fasziniert. https://alfred-scheerer.de/shop/product/rasenroboter-maehroboter-kress-mission-nano-kr101e/?srsltid=AfmBOoqHxWBbOY0eDD8tdeVp0MUUQpCpRtH1ADW1aqB_rvQpJkg-Fpxy All zu sparsam würde ich beim Mähroboter nicht sein! Du darfst eines nicht vergessen, die Mäher haben eine Flächenleistung von ca. 30-45m² in der Stunde (inkl. Ladezeit). Würde bei Dir ungefähr einen täglichen Einsatz in der niedrigsten Flächenleistung von ca. 4-5 Stunden bedeuten. Daher wäre da schon wichtig, dass qualitativ etwas haltbares angeschafft wird. Ich hätte da bei den Diskontern doch etwas Bedenken. .....und das Verlegen des Begrenzungsdrahtes ist jetzt bei 150m² auch nicht wirklich ein Thema.1 Punkt1 PunktDer Fühler zeigt bei mir die Aussentemperatur an. Was der am Motor soll bleibt für mich weiterhin schleierhaft.1 Punkt1 Punkt1 Punkt1 PunktSo war das auch angedacht, nebenbei als Stadtschlampe um nicht das Fahrradgewicht ein zweites Mal in Form von Schlössern mitschleppen zu müssen. Aber Interessen ändern sich und dieses Hobby wurde mehrfach überholt. Kann gerne gegen Bier eingetauscht werden, diesem Hobby werde ich vermutlich mein Leben lang treu bleiben.1 Punkt1 PunktIch kanns nicht 100% erkennen aber der Siri sieht so aus als wäre er falschrum drin, die Feder auf der Kurbelwellenseite Deine Nebenwelle und Korb hat vermutlich ausgediehnt, wenn das einmal anstädig gefreht hat ist es zu tief verkrazt sodass es rausschleifen kannst1 Punkt1 PunktGestern beim Abstimmen mal wieder mit Erschrecken festgestellt, dass die Maßhaltigkeit der Düsen von Dellorto auch für die Nebendüsen des VHST zutrifft. Und das ist inkonsistent. Wie immer... Links was drauf steht, rechts was es wirklich gemessen ist. Hab manche Düsen doppelt: S36=S37 S35=S34 S37=S36 S36=S36 S38=S38 S34=S33 Leider alternativlos. Gibt ja keine Nebendüsen für den VHST von anderen Anbietern. Also auch hier heißt es messen. Kann also sein, dass Du ne S37 drinnen hast, und denkst, "ich geh mal eins runter" und Du einfach keine Veränderung spürst...weil da keine ist. "Ein Elend", wie @alfonso meint Dann aber gestern noch aus ner Nuss ein Nadeltauschgerät gebaut. Nuss am Vierkant gekürzt, geschlitzt für den Zug. Dann kann man sich das miese Einfädeln des Zugnippels sparen. Das geht ganz wunderbar, wenn man zum Festschrauben des Zughalters einen Schlitzschraubenzieher in den Schlitz des Nuss steckt! Da muss ich mich mal hinsetzen und was für den 3D-Drucker basteln. Sollte problemlos gehen. Die Nuss müsste sogar als Drosselmaßnahme funktionieren, wenn man sie einfach drinnen lässt 😂
1 Punkt1 Punkt@PK-HD Die Fa. Kress fährt momentan eine Aktion bei Ihren Mäher mit teilweise 50% Rabatt. Ich bin von dem kleinen Kress Mission Nano (KR101e) recht angetan. Allerdings ist der kabelgebunden. Vorteil bei dieser Ausführung ist der versetzte Mähteller, dadurch bleibt fast kein Rand stehen. Auch das seitliche Andocken gefällt mir da recht gut. Der Kress manövriert auch etwas anders als die herkömmlichen Mähroboter. Er wendet vor dem Begrenzungsdraht und dreht nach links ab, aufgrund des nach rechts versetzten Messers bleibt ein minimaler Grasrand bei Hindernissen stehen. Dieses Zurücksetzen und drehen fällt fast komplett weg, dadurch mäht er auch in der Regel etwas effizienter und rascher. Ich habe das kleine Modell bei zwei Kunden im Einsatz gesehen und war wirklich fasziniert. https://alfred-scheerer.de/shop/product/rasenroboter-maehroboter-kress-mission-nano-kr101e/?srsltid=AfmBOoqHxWBbOY0eDD8tdeVp0MUUQpCpRtH1ADW1aqB_rvQpJkg-Fpxy All zu sparsam würde ich beim Mähroboter nicht sein! Du darfst eines nicht vergessen, die Mäher haben eine Flächenleistung von ca. 30-45m² in der Stunde (inkl. Ladezeit). Würde bei Dir ungefähr einen täglichen Einsatz in der niedrigsten Flächenleistung von ca. 4-5 Stunden bedeuten. Daher wäre da schon wichtig, dass qualitativ etwas haltbares angeschafft wird. Ich hätte da bei den Diskontern doch etwas Bedenken. .....und das Verlegen des Begrenzungsdrahtes ist jetzt bei 150m² auch nicht wirklich ein Thema.1 Punkt1 PunktDer Fühler zeigt bei mir die Aussentemperatur an. Was der am Motor soll bleibt für mich weiterhin schleierhaft.1 Punkt1 Punkt1 Punkt1 PunktSo war das auch angedacht, nebenbei als Stadtschlampe um nicht das Fahrradgewicht ein zweites Mal in Form von Schlössern mitschleppen zu müssen. Aber Interessen ändern sich und dieses Hobby wurde mehrfach überholt. Kann gerne gegen Bier eingetauscht werden, diesem Hobby werde ich vermutlich mein Leben lang treu bleiben.1 Punkt1 PunktIch kanns nicht 100% erkennen aber der Siri sieht so aus als wäre er falschrum drin, die Feder auf der Kurbelwellenseite Deine Nebenwelle und Korb hat vermutlich ausgediehnt, wenn das einmal anstädig gefreht hat ist es zu tief verkrazt sodass es rausschleifen kannst1 Punkt1 PunktGestern beim Abstimmen mal wieder mit Erschrecken festgestellt, dass die Maßhaltigkeit der Düsen von Dellorto auch für die Nebendüsen des VHST zutrifft. Und das ist inkonsistent. Wie immer... Links was drauf steht, rechts was es wirklich gemessen ist. Hab manche Düsen doppelt: S36=S37 S35=S34 S37=S36 S36=S36 S38=S38 S34=S33 Leider alternativlos. Gibt ja keine Nebendüsen für den VHST von anderen Anbietern. Also auch hier heißt es messen. Kann also sein, dass Du ne S37 drinnen hast, und denkst, "ich geh mal eins runter" und Du einfach keine Veränderung spürst...weil da keine ist. "Ein Elend", wie @alfonso meint Dann aber gestern noch aus ner Nuss ein Nadeltauschgerät gebaut. Nuss am Vierkant gekürzt, geschlitzt für den Zug. Dann kann man sich das miese Einfädeln des Zugnippels sparen. Das geht ganz wunderbar, wenn man zum Festschrauben des Zughalters einen Schlitzschraubenzieher in den Schlitz des Nuss steckt! Da muss ich mich mal hinsetzen und was für den 3D-Drucker basteln. Sollte problemlos gehen. Die Nuss müsste sogar als Drosselmaßnahme funktionieren, wenn man sie einfach drinnen lässt 😂 1 Punkt1 PunktOhne ein Experte für PKs zu sein denke ich nicht dass der Spannungsregler das Problem ist wenn die vorderen Blinker funktionieren. Sonst hätten die vermutlich auch ein schwaches Licht. Kannst du checken ob die hinteren Blinker richtig an Masse liegen? Und zB mit einem Kabel Masse ablegen an die Blinker. Und falls du ein Multimeter hast, die Spannung messen die ankommt bei den Blinkern. ist das vorne und hinten identisch?1 Punkt1 PunktDie Nisa PLC Corse Touring ist gerade eben bei mir eingetrudelt. Alter Schwede... gestern Mittag beim SC bestellt und keine 24h später schon da... fetten Respekt! Macht nen guten Eindruck, Verarbeitung top. Wird heute Arbeit mal montiert und probe gefahren. Bilder kann ich dann gerne nachreichen.1 Punkt1 PunktDer Keil an der Kupplung hat nicht die Funktion da etwas zu halten sondern das muss der Konus mit dem richtigen Drehmoment festgezogen übernehmen. Ab deiner Leistung sollte man diesen auch schon mit Ventilschleifpaste aufeinander einschleifen. Evtl. kannst da mit auch noch was retten. Drück die Daumen.1 Punkt1 PunktSowas war mein erstes Mountainbike. Steht jetzt seit 15Jahren weiß gepulvert, halb aufgebaut irgendwo rum. Ne einfache Rockshox hab ich dazu und Laufräder sollten auch dabei sein. Dazu lauter Klimbim wie Schalthebel, Schaltwerke, ne Magura, V-Brakes, etc. Müsste mal einer mit nem Kasten Bier vorbei kommen und alles einpacken.1 Punkt1 Punkt1 PunktMüsste eine Japanerin sein, genau. Auch das Rosa stimmt nicht zu 100% mit dem italienischem überein wenn mich jetzt nicht alles täuscht. Da kann aber der @Udo bestimmt mehr dazu sagen.1 PunktIch bin standartmäßig mit HD 128 und AV 264 eingestiegen, beides war eindeutig zu fett. Das waren aber nur kurze Testfahrten, am 1. Mai werde ich bei unserer Veranstaltung in H.@cuni dass erstemal Strecke machen.... Ich denke, es wird wieder auf AV 262 hinauslaufen und HD nach Nervenstärke.1 PunktViele reagieren auch nicht mehr auf Veranstaltungen oder teilen ihre Bilder davon....gibt ja Hackfressenbuch! Schade das ist!1 PunktNa ja... ich baue Schrittweise auf und teste die Bauabschnitte. Was hilfts mir, wenn ich bis zum Schluss fertig baue und dann noch mal spalten muss. Kostet Zeit und Material. Darum Einzeltests. Der SiRi ist halt beim Zammziehen im Weg. Darum ohne testen. Wenn Block dicht kommt der SiRi rein und noch mal abdrücken.1 PunktOK, seh schon, hier gehts ab. Lohnt echt ne Halle anzumieten und Etiketten zu drucken. Schwalbe steht schon auf der Rolle. Dann gibts wieder Erdbeeröl 2T, SAE 80 ohne Spiritus oder Essig für Clubpreise, Eric Le Jeune "Carrera" Zündkerzenadapterkits und ne Menge Photonenleitungen in allen Farben für 12V und 6V.1 PunktAlso Wunderöl für 18E der Liter...fehlt noch Slick 50 für die Zylinderbahn,Nology HT Zündkabel und dann gehts auch schon ab Richtung HSE24 und die Esoterikmesse für den Fahrer...1 Punkt1 Punkt1 PunktHier wieder etwas aus der Rubrik „aus Neu mach Alt“. Der fleißige Helfer war hier Chlor Rohrreiniger. Kurz 5 Minuten eingelegt und schon ist der gewünschte Effekt da. Funktioniert auch prima bei der Fußbremse.
1 Punkt1 PunktOhne ein Experte für PKs zu sein denke ich nicht dass der Spannungsregler das Problem ist wenn die vorderen Blinker funktionieren. Sonst hätten die vermutlich auch ein schwaches Licht. Kannst du checken ob die hinteren Blinker richtig an Masse liegen? Und zB mit einem Kabel Masse ablegen an die Blinker. Und falls du ein Multimeter hast, die Spannung messen die ankommt bei den Blinkern. ist das vorne und hinten identisch?1 Punkt1 PunktDie Nisa PLC Corse Touring ist gerade eben bei mir eingetrudelt. Alter Schwede... gestern Mittag beim SC bestellt und keine 24h später schon da... fetten Respekt! Macht nen guten Eindruck, Verarbeitung top. Wird heute Arbeit mal montiert und probe gefahren. Bilder kann ich dann gerne nachreichen.1 Punkt1 PunktDer Keil an der Kupplung hat nicht die Funktion da etwas zu halten sondern das muss der Konus mit dem richtigen Drehmoment festgezogen übernehmen. Ab deiner Leistung sollte man diesen auch schon mit Ventilschleifpaste aufeinander einschleifen. Evtl. kannst da mit auch noch was retten. Drück die Daumen.1 Punkt1 PunktSowas war mein erstes Mountainbike. Steht jetzt seit 15Jahren weiß gepulvert, halb aufgebaut irgendwo rum. Ne einfache Rockshox hab ich dazu und Laufräder sollten auch dabei sein. Dazu lauter Klimbim wie Schalthebel, Schaltwerke, ne Magura, V-Brakes, etc. Müsste mal einer mit nem Kasten Bier vorbei kommen und alles einpacken.1 Punkt1 Punkt1 PunktMüsste eine Japanerin sein, genau. Auch das Rosa stimmt nicht zu 100% mit dem italienischem überein wenn mich jetzt nicht alles täuscht. Da kann aber der @Udo bestimmt mehr dazu sagen.1 PunktIch bin standartmäßig mit HD 128 und AV 264 eingestiegen, beides war eindeutig zu fett. Das waren aber nur kurze Testfahrten, am 1. Mai werde ich bei unserer Veranstaltung in H.@cuni dass erstemal Strecke machen.... Ich denke, es wird wieder auf AV 262 hinauslaufen und HD nach Nervenstärke.1 PunktViele reagieren auch nicht mehr auf Veranstaltungen oder teilen ihre Bilder davon....gibt ja Hackfressenbuch! Schade das ist!1 PunktNa ja... ich baue Schrittweise auf und teste die Bauabschnitte. Was hilfts mir, wenn ich bis zum Schluss fertig baue und dann noch mal spalten muss. Kostet Zeit und Material. Darum Einzeltests. Der SiRi ist halt beim Zammziehen im Weg. Darum ohne testen. Wenn Block dicht kommt der SiRi rein und noch mal abdrücken.1 PunktOK, seh schon, hier gehts ab. Lohnt echt ne Halle anzumieten und Etiketten zu drucken. Schwalbe steht schon auf der Rolle. Dann gibts wieder Erdbeeröl 2T, SAE 80 ohne Spiritus oder Essig für Clubpreise, Eric Le Jeune "Carrera" Zündkerzenadapterkits und ne Menge Photonenleitungen in allen Farben für 12V und 6V.1 PunktAlso Wunderöl für 18E der Liter...fehlt noch Slick 50 für die Zylinderbahn,Nology HT Zündkabel und dann gehts auch schon ab Richtung HSE24 und die Esoterikmesse für den Fahrer...1 Punkt1 Punkt1 PunktHier wieder etwas aus der Rubrik „aus Neu mach Alt“. Der fleißige Helfer war hier Chlor Rohrreiniger. Kurz 5 Minuten eingelegt und schon ist der gewünschte Effekt da. Funktioniert auch prima bei der Fußbremse.

 1 Punkt1 PunktIch fahre nun seit 3 Jahren durchgängig MANNOL 2-Takt Snowpower 7201. - wohl eins der günstigsten Öle. Bisher habe ich ungefähr 15 Liter davon verbraucht. Sowohl in Durchsnittsmotoren, als auch in meinem Egig - bisher keine Probleme. Wie ich in diesem Thread jetzt gelesen habe scheinbar kein vollsynthetisches, sondern nur ein Teilsynthetisches Öl. Kolben und Kopf sehen aber gut aus und haben kaum Ablagerungen.1 Punkt1 Punkt1 Punkt1 Punkt1 PunktNa die Vermutung dürfte wohl "Absicht" sein, aber das sehe ich nicht. Dem hat's einfach bei hoher Last das Mopped versetzt.1 Punkt1 Punkt1 Punkt1 PunktIch halte die Abneigung mancher Rollerfahrer ggü Plastomaten für ziemlich real. Dennoch werden die Dinger nicht verboten. Das ist der eigentliche Skandal!1 PunktHier als neues offizielles Release v3.2.0 v3.2.1: https://github.com/gruaGit/WildBugChilGru/releases Über diese Checkbox kann die Ergebnis-Großanzeige aktiviert werden: Die Einstellung wird in der Konfig.xml gespeichert und beim nächsten Programmstart automatisch wieder übernommen. Beispiele für die Großanzeige (screenshots von @earlofcarve ) Konfig.xml der v3.1.0 kann weiterverwendet werden. Bzw. Nutzer der v3.1.0 brauchen lediglich die EXE Datei auszutauschen: https://github.com/gruaGit/WildBugChilGru/blob/master/LabVIEW/01_EXE/WildBugChilGru.exe In die Titelzeile ganz oben wird der hier eingetragene Text übernommen: Und im roten Feld wird der in den Fahrzeugdaten eingetragene Text angezeigt: Viel Spaß damit! Sollte jemand einen Bug feststellen, bitte per PN an mich reporten! PS: war doch einige Stunden Arbeit, für eine kleine PayPal-Spende wäre ich ggf. dankbar PPS: Danke @Phil Hill für den absolut sinnvollen Vorschlag, das zu implementieren Edit: v3.2.0 aufgrund eines Fehlers in Recalc bei den Übersetzungs-Varianten Vario (km/h) und Getriebe & Reifen zurückgezogen Fehler behoben in v3.2.1: https://github.com/gruaGit/WildBugChilGru/releases
1 Punkt1 PunktIch fahre nun seit 3 Jahren durchgängig MANNOL 2-Takt Snowpower 7201. - wohl eins der günstigsten Öle. Bisher habe ich ungefähr 15 Liter davon verbraucht. Sowohl in Durchsnittsmotoren, als auch in meinem Egig - bisher keine Probleme. Wie ich in diesem Thread jetzt gelesen habe scheinbar kein vollsynthetisches, sondern nur ein Teilsynthetisches Öl. Kolben und Kopf sehen aber gut aus und haben kaum Ablagerungen.1 Punkt1 Punkt1 Punkt1 Punkt1 PunktNa die Vermutung dürfte wohl "Absicht" sein, aber das sehe ich nicht. Dem hat's einfach bei hoher Last das Mopped versetzt.1 Punkt1 Punkt1 Punkt1 PunktIch halte die Abneigung mancher Rollerfahrer ggü Plastomaten für ziemlich real. Dennoch werden die Dinger nicht verboten. Das ist der eigentliche Skandal!1 PunktHier als neues offizielles Release v3.2.0 v3.2.1: https://github.com/gruaGit/WildBugChilGru/releases Über diese Checkbox kann die Ergebnis-Großanzeige aktiviert werden: Die Einstellung wird in der Konfig.xml gespeichert und beim nächsten Programmstart automatisch wieder übernommen. Beispiele für die Großanzeige (screenshots von @earlofcarve ) Konfig.xml der v3.1.0 kann weiterverwendet werden. Bzw. Nutzer der v3.1.0 brauchen lediglich die EXE Datei auszutauschen: https://github.com/gruaGit/WildBugChilGru/blob/master/LabVIEW/01_EXE/WildBugChilGru.exe In die Titelzeile ganz oben wird der hier eingetragene Text übernommen: Und im roten Feld wird der in den Fahrzeugdaten eingetragene Text angezeigt: Viel Spaß damit! Sollte jemand einen Bug feststellen, bitte per PN an mich reporten! PS: war doch einige Stunden Arbeit, für eine kleine PayPal-Spende wäre ich ggf. dankbar PPS: Danke @Phil Hill für den absolut sinnvollen Vorschlag, das zu implementieren Edit: v3.2.0 aufgrund eines Fehlers in Recalc bei den Übersetzungs-Varianten Vario (km/h) und Getriebe & Reifen zurückgezogen Fehler behoben in v3.2.1: https://github.com/gruaGit/WildBugChilGru/releases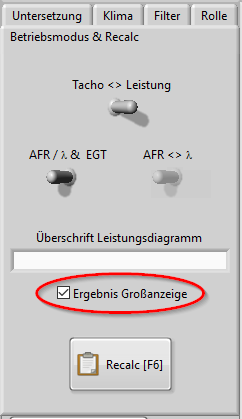
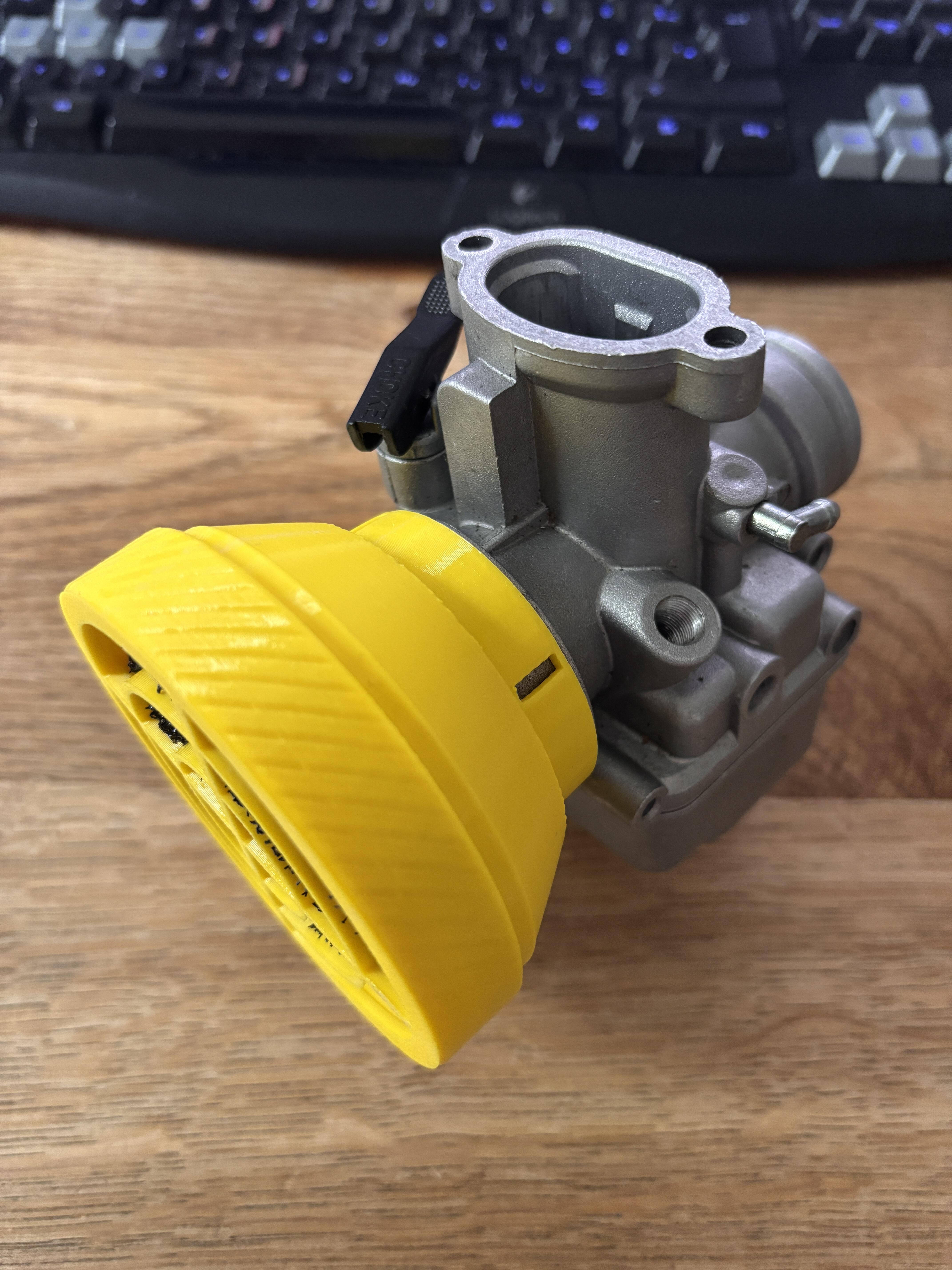
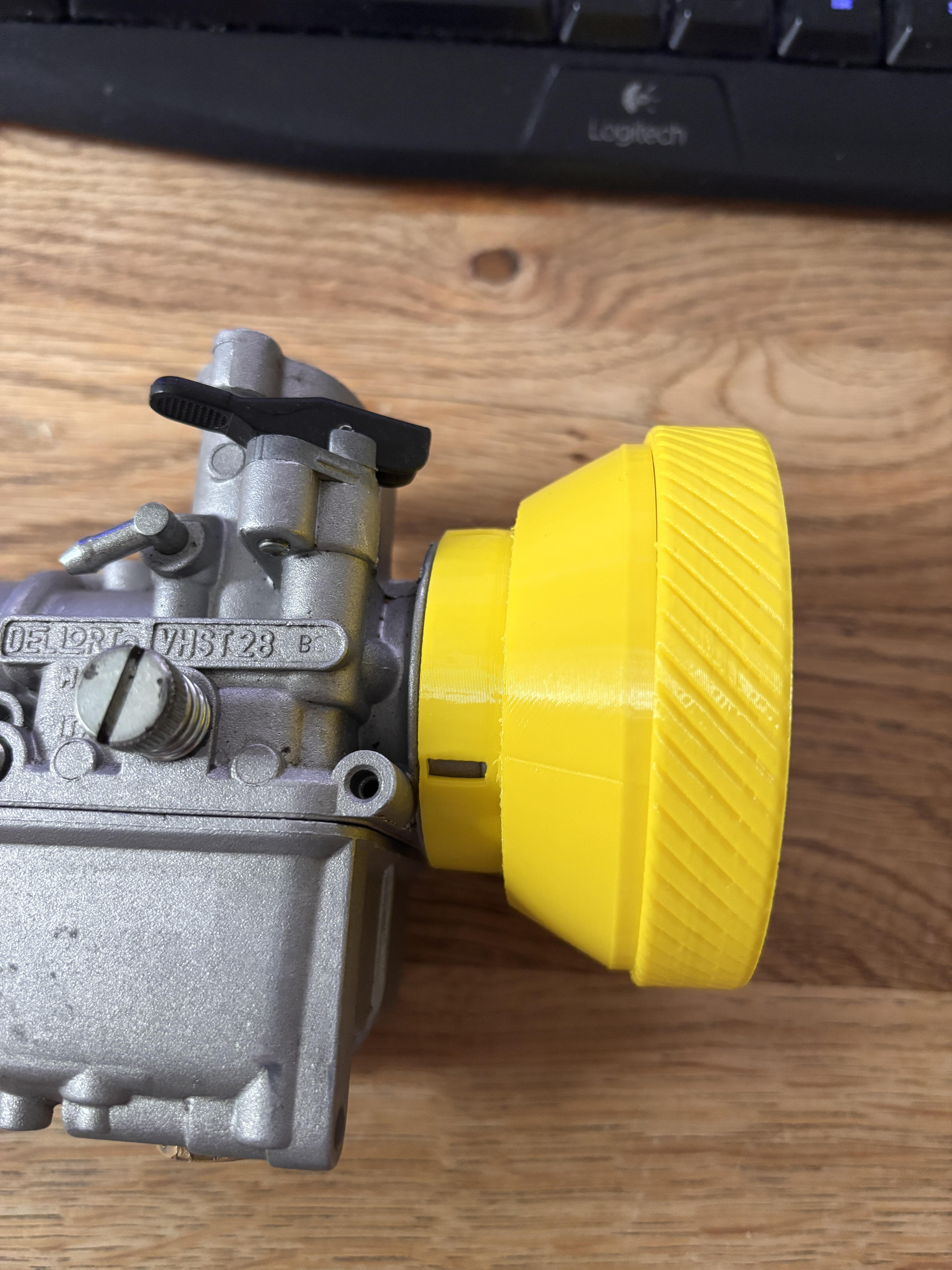
 1 PunktHab mal einen Ansaugtrichter für den VHST gebaut. Es gibt zwar den Fabbri Alibi Luftfilter, da war bei meinem aber kein Adapter dabei und als ich mir dafür einen bauen wollte, dachte ich mir, dass man sich die 50€ für den Fabbri eigentlich sparen kann, weil das ja bei dem 1-lagigen eh nur so ne Art Kleinteile-Ansaug-Verhinderer ist. Bei der Gelegenheit gleich nen Venturi eingebaut. Ich habs mir in TPU ausgedruckt, damit das schön auf den Vergaser draufgeht und Eigenspannung hat. Hab aber Schlitze eingebracht, damit das mit ner Schelle schön befestigt werden kann. Also einfach bei Amazon so was hier bestellt mit 25ppi. Kann man bestimmt 30 Filtermatten draus schneiden: https://www.amazon.de/dp/B0D54C3597?ref=ppx_yo2ov_dt_b_fed_asin_title Dann die drei STLs von hier ausdrucken. VHST_Trichter.zip Der Trichter sollte auch bei allen anderen Vergasern mit 49mm Luftseitendurchmesser passen. Das "Netz" wird in das Gehäuse gelegt und dann kommt das Filtermaterial rein, dann einfach den Deckel draufschrauben.
1 PunktHab mal einen Ansaugtrichter für den VHST gebaut. Es gibt zwar den Fabbri Alibi Luftfilter, da war bei meinem aber kein Adapter dabei und als ich mir dafür einen bauen wollte, dachte ich mir, dass man sich die 50€ für den Fabbri eigentlich sparen kann, weil das ja bei dem 1-lagigen eh nur so ne Art Kleinteile-Ansaug-Verhinderer ist. Bei der Gelegenheit gleich nen Venturi eingebaut. Ich habs mir in TPU ausgedruckt, damit das schön auf den Vergaser draufgeht und Eigenspannung hat. Hab aber Schlitze eingebracht, damit das mit ner Schelle schön befestigt werden kann. Also einfach bei Amazon so was hier bestellt mit 25ppi. Kann man bestimmt 30 Filtermatten draus schneiden: https://www.amazon.de/dp/B0D54C3597?ref=ppx_yo2ov_dt_b_fed_asin_title Dann die drei STLs von hier ausdrucken. VHST_Trichter.zip Der Trichter sollte auch bei allen anderen Vergasern mit 49mm Luftseitendurchmesser passen. Das "Netz" wird in das Gehäuse gelegt und dann kommt das Filtermaterial rein, dann einfach den Deckel draufschrauben.








 1 Punkt1 Punkt1 Punkt1 Punkt1 Punkt1 Punkt1983 P200E Irgendwann muss das mal fertig werden, vier cm tiefer. Motor läuft prima so kann die schöne bald zum TÜV. Stand seit 2013 in Einzelteilen…als leeren Rahmen mit Papiere gekauft, viele fehlende Teile… Im Dez 24’ Garagen Teillackierung Ich bin zufrieden mit dem Gleiter. 60mm bgm Welle mit bgm 200 Zylinder und Cosa 2. 24 Zähne Kupplung. Ori Vergaser. Viele Teile aus den Regalen verbaut, quasi Recycle Projekt
1 Punkt1 Punkt1 Punkt1 Punkt1 Punkt1 Punkt1983 P200E Irgendwann muss das mal fertig werden, vier cm tiefer. Motor läuft prima so kann die schöne bald zum TÜV. Stand seit 2013 in Einzelteilen…als leeren Rahmen mit Papiere gekauft, viele fehlende Teile… Im Dez 24’ Garagen Teillackierung Ich bin zufrieden mit dem Gleiter. 60mm bgm Welle mit bgm 200 Zylinder und Cosa 2. 24 Zähne Kupplung. Ori Vergaser. Viele Teile aus den Regalen verbaut, quasi Recycle Projekt
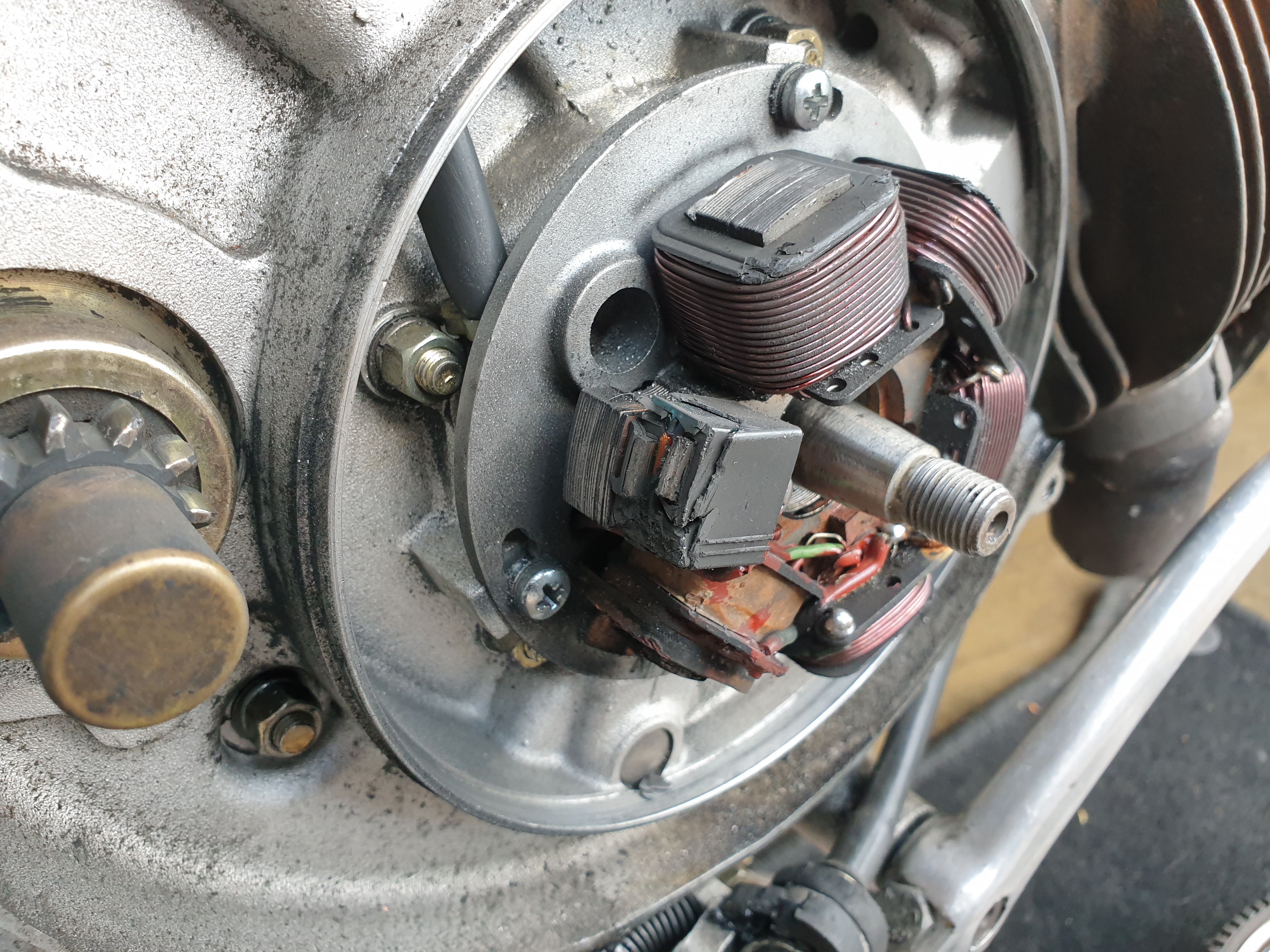
 1 Punkt1 Punkt1 PunktBin unsicher, ob ich in diesen Zeiten nochmal zu Besuch fahren würde. Ist es nicht so, dass es in Ingolstadt mittlerweile mehr SS50/90 gibt, als Enrico's Dad jemals schwarz bzw. illegal in Auftrag gegeben hatte, während er in Genua im Werk arbeitete? Der junge (heute alte) Borletti hatte schließlich nur deswegen so viele bei sich auf dem Hof. Zuletzt waren von den verschiedenen Serien nicht mal mehr alle Farben auf den Paletten verfügbar. Alle Bundles in weiß waren weg und er verwies auf die Supersprinten, die danach in Pseudolizenz in DE produziert wurden. Er war damals schon leicht genervt von mir. Naja, ich hab dann wirklich nur die vereinbarten 8 Stk. blauen mitgenommen für á 400,- und es kamen nur mein Sprit und 2 Kisten Bier dazu. Ach ja, und das Pfand hab ich auch nie wieder gesehn. Doofer Arsch.1 Punkt1 PunktWerte GSForisten, danke eure Tipps. Hier ein kurzes update zu meinen Aktivitäten: 1. Kerze getauscht, ohne Änderung 2. Zündspule getauscht, dto. 3. Pickup und Abzieher besorgt, Polrad abgezogen, Alter Pickup sieht desolat aus, die Lauffläche im Polrad hat Riefen, siehe Fotos. Ich wunder mich, dass das Ding überhaupt lief. 4. Pickup ersetzt. Läuft, dreht so hoch wie es sein soll! 5. Probefahrt, was soll ich sagen? Alles bestens! Viele Grüße Oliver
1 Punkt1 Punkt1 PunktBin unsicher, ob ich in diesen Zeiten nochmal zu Besuch fahren würde. Ist es nicht so, dass es in Ingolstadt mittlerweile mehr SS50/90 gibt, als Enrico's Dad jemals schwarz bzw. illegal in Auftrag gegeben hatte, während er in Genua im Werk arbeitete? Der junge (heute alte) Borletti hatte schließlich nur deswegen so viele bei sich auf dem Hof. Zuletzt waren von den verschiedenen Serien nicht mal mehr alle Farben auf den Paletten verfügbar. Alle Bundles in weiß waren weg und er verwies auf die Supersprinten, die danach in Pseudolizenz in DE produziert wurden. Er war damals schon leicht genervt von mir. Naja, ich hab dann wirklich nur die vereinbarten 8 Stk. blauen mitgenommen für á 400,- und es kamen nur mein Sprit und 2 Kisten Bier dazu. Ach ja, und das Pfand hab ich auch nie wieder gesehn. Doofer Arsch.1 Punkt1 PunktWerte GSForisten, danke eure Tipps. Hier ein kurzes update zu meinen Aktivitäten: 1. Kerze getauscht, ohne Änderung 2. Zündspule getauscht, dto. 3. Pickup und Abzieher besorgt, Polrad abgezogen, Alter Pickup sieht desolat aus, die Lauffläche im Polrad hat Riefen, siehe Fotos. Ich wunder mich, dass das Ding überhaupt lief. 4. Pickup ersetzt. Läuft, dreht so hoch wie es sein soll! 5. Probefahrt, was soll ich sagen? Alles bestens! Viele Grüße Oliver
 1 Punkt1 Punkt
1 Punkt1 PunktWichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung









.jpg.e780f1d2da6d8d89d626d3101f85971f.jpg)
.jpg.a6edfcdf7e87ed5cfcf3e984f2616087.jpg)
.jpg.6f51cb67203aa0d1816d35561983f200.jpg)
.jpg.fe3d452a5501e68342bdf4a845fb6e56.jpg)
.jpg.8c647d848caf7a4a594d56cd77038ff1.jpg)
.jpg.c1b367e1097e2f72e8d2d54688c7a7ba.jpg)
.jpg.ea45581b2ed3000a4e2916c18555a1c1.jpg)







.jpg.b94e9ae71db92a808f3758901cde3c8b.jpg)
.jpg.2abdc8cbfef52bd6391581c9e4186949.jpg)
.jpg.87d96af9cb4193ee4b43760585386172.jpg)
.jpg.81c39920f35ce9b1db2713641d996fd2.jpg)
.jpg.7d774292134c777748501d01c717da30.jpg)
.jpg.58152c1a777663148d3c9ae3501ea2ed.jpg)
.jpg.e257063338db8d7ade9736bc4758d763.jpg)
.jpg.1e127c59ec9549d3dd0ae0639d2518b4.jpg)
.jpg.f8d247ba3bfd7a8bb4c88e7b83393d9d.jpg)
.jpg.4fb55e696f74f90c9220426e2a1d2c08.jpg)
.jpg.f013a9fbee54383c7cd2a8d5da0c6757.jpg)
.jpg.70fd6273da171d441b7aa660bcf64050.jpg)
.jpg.45c89578f913a2c17950c830c2279fc5.jpg)
.jpg.1495288401120b20eac095590bd73059.jpg)
.jpg.05290b428b1d106d71c27dd23b8e59cd.jpg)
.jpg.7112aa0b7a63e1c134ee13cb558589c7.jpg)
.jpg.c8c85894057fbc34a7fdf69d24eb13c4.jpg)
.jpg.82eeed52b7ae0d3a02152048147f0464.jpg)
.jpg.4bddc70359ff6b6663cb211d90d274e8.jpg)
.jpg.3d02f1752919af10e949f99bf1389091.jpg)
.jpg.ceace0aed5c8fa1c28e14e82b540f7d9.jpg)
.jpg.4e5b8217426f09f8435b26e8ca29f888.jpg)
.jpg.a58ca56291df524884a4f9d45a5b1740.jpg)
.jpg.dde7c96b3a56fe3e22efad61b4d8ce4c.jpg)
.jpg.b8984fcd59f75fe880d469b45a7f98d7.jpg)
.jpg.00f9fbbf08c442562bd589cc299593c2.jpg)
.jpg.6df0735404e4c54be98d0c9cd71d6019.jpg)
.jpg.5e6e72cb20209bc625ddd3f03eb5bc53.jpg)
.jpg.115275d9e2089c7d5fa7809860e1f0bd.jpg)
.jpg.1633eaecfbfb77afabddbce752d632d4.jpg)
.jpg.2f660255f554b75bb2edf1de1247322c.jpg)
.jpg.0061004be19f1a319771b13c2850ac2f.jpg)
.jpg.57aa0bbe4ec05089e500e9f3eed057bf.jpg)
.jpg.451bc834e1a1e0bd951555340b3d4c69.jpg)
.jpg.427560225d4d0e3af80940768ccf8bed.jpg)
.jpg.ecd91eb3e721fee8a43bd59549f15888.jpg)
.jpg.7478eb4b38179eba9f1eab7b5478a12f.jpg)
.jpg.f3678f0c72e036e2b62a647bf4a5d8d2.jpg)
.jpg.5f7ee62116d9058f3d0436fbe2f94fe5.jpg)
.jpg.286683175607a2dcea2abbefeb3065f5.jpg)
.jpg.6e36f3e42fafe731f792f867ae8b0337.jpg)
.jpg.5506f206fbb83461a25cc5570c45ad2f.jpg)
.jpg.2f55ab641decd3cfaf8f57674bfb843d.jpg)











































Account
Navigation
Suche
Configure browser push notifications
Chrome (Android)
- Tap the lock icon next to the address bar.
- Tap Permissions → Notifications.
- Adjust your preference.
Chrome (Desktop)
- Click the padlock icon in the address bar.
- Select Site settings.
- Find Notifications and adjust your preference.
Safari (iOS 16.4+)
- Ensure the site is installed via Add to Home Screen.
- Open Settings App → Notifications.
- Find your app name and adjust your preference.
Safari (macOS)
- Go to Safari → Preferences.
- Click the Websites tab.
- Select Notifications in the sidebar.
- Find this website and adjust your preference.
Edge (Android)
- Tap the lock icon next to the address bar.
- Tap Permissions.
- Find Notifications and adjust your preference.
Edge (Desktop)
- Click the padlock icon in the address bar.
- Click Permissions for this site.
- Find Notifications and adjust your preference.
Firefox (Android)
- Go to Settings → Site permissions.
- Tap Notifications.
- Find this site in the list and adjust your preference.
Firefox (Desktop)
- Open Firefox Settings.
- Search for Notifications.
- Find this site in the list and adjust your preference.