
Rangliste
-
PXler
Members11Punkte24.427Gesamte Inhalte -
gravedigger
Members9Punkte26.602Gesamte Inhalte -

Champ
Moderator a.D.7Punkte13.946Gesamte Inhalte -

konrektor
Members7Punkte3.696Gesamte Inhalte




Beliebte Inhalte
Inhalte mit der höchsten Reputation am 08.09.2016 in allen Bereichen anzeigen
-
4 PunkteWerd mal versuchen, zum Thema Kurbelwellen ein bisschen Erfahrungen zu veröffentlichen, wäre super, auch andere Meinungen zu hören. Hab mich mal im M200 Topic, an chup5 seiner Grundidee einer "gebauten" Zweitaktwelle, d.h., auch die Wellenstümpe sind einzeln gefertigt und gepresst, schon mal mit erklären der Vorzüge angehängt, pr4 Punkte
-
4 PunkteMoin aus Bremen. Solche Setups verwenden wir bei Motoren mit über 40 PS. Da müssen mit Box schon 30 drin sein, es ist ja alles gemacht was überhaupt gemacht werden kann.4 Punkte
-
4 PunkteIch denke mein Thema können wir jetzt auch begraben. Es reicht jetzt echt. Aber ich bin dankbar für jede brauchbare Hilfe, die ihr mir gegeben habt. Doch langsam geht das jetzt echt zu Lasten Christophs Label und gerade das wollte ich nicht erreichen. Immerhin baue ich ja wieder eine Kingwellen ein und kein Mensch zwingt mich dazu. Im m60 Motor hat meine kingwelle 10.000km gehalten und als ich den verkauft habe war sie immer noch intakt. ''Ich habe großen Respekt vor zwei Brüdern, die neben ihrem herkömmlichen Job hochwertige Kurbelwellen bauen und. Sich auch um die Kundschaft kümmern. Also Ende im Gelände - denkt dran: Niemand muss so eine Welle fahren wir leben ja in einem freien Land.4 Punkte
-
4 PunkteAuf lange Sicht sind wir alle tot. Und dann? So langsam finde ich es gelinde gesagt zum Kotzen, daß permamnet nur noch über Werstabilität, Wertsteigerung, max. Rendite, etc. gefaselt wird. Geht es eigentlich in Eure Köppe nicht rein, daß man auch einfach mal etwas macht, nur weil es Spaß macht, weil es gefällt und das man sogar bereit ist dafür Geld auszugeben. Dieses inflationäre O-Lackgefasel finde ich mitlerweile übrigens ungefähr genauso geil wie ein cremfarbene Fuffi mit brauner Sitzbank. So, noch mal ontopic. Die Karre ist geil, eben nicht so ein stinklangweiliger Originalhaufen wie sie inzwischen en Masse beim örtlichen An- / Abrollen aufgereit werden, sondern eine Karre die polarisiert, individuell ist und mit Sicherheit auch eine Menge Spaß bringen kann. Allerdings denke ich, daß sie nicht unbedingt das richtige Fahrezug für jemand ist, der nicht über Erfahrung mit stark getunten Vespa-Motoren verfügt und eigentlich einen unproblematischen Standardmotor sucht. Also Du hast jetzt zwei Möglichkeiten. a) Du machst halt Abstriche bei der Altagstauglichkeit, kaufst den Eimer und kannst an der Ampel mal so richtig auf dicke Hose machen und bist ein cooler Macker, scheiß auf ein paar Kröten mehr oder weniger. Wenn Du das in allen Lebensbereichen so durchziehst sitzt Du Irgendwann verarmt in einem städtischen Altersheim, aber kannst Geschichten erzählen, von denen andere nur träumen b) Du kaufst Dir eine total vernüftige O-Lack Largeframe mit originalem PX Motor und reihst Dich ein in die Riege der total cleveren aber leider stinklangweilen Bausparer, die wenn sie in Ehren ergraut auf ihr Leben zurück blicken, Stolz sein können, weil sie inzwischen ein kleines Vermögen in der Garage stehen haben (mit dem sie nur leider nie aus ihrem Landkreis rausgekommen sind, das größte "Abentuer" war die Fahrt am Sonntagmorgen zur örtlichen Eisdiele) Deine Entscheidung....4 Punkte
-
4 Punkte4 Punkte3 PunkteEinmal Bully - immer Bully unsere Bullydame Wilma hat unter dem Verlust sehr gelitten. Daher haben wir uns entschieden Bruno bei uns aufzunehmen

 3 Punkte3 Punkteimmer...... heute membran, morgen afr und evt in 10-12 jahren smartphone.3 Punkte3 Punkte3 PunkteSind wir uns jetzt einig das die Theorie mit den Lastwechseln Blödsinn war?3 PunkteUm mal eine leicht provokante These in den Raum zu werfen: O-Lack ist das neue beige! Bitte nicht falsch verstehen, Ich will hier mit Sicherheit niemand auf den Schlips treten, der schon lange, zeitintensiv und mit viel Herzblut O-Lack-Fahrzeuge gerettet, aufgearbeitet und erhalten hat, dabei mangelndes Kapital durch viel Arbeit und Engagement kompensiert hat, aber leider habe ich den Eindruck, daß inzwischen genau diese Klientel, die hier gerne für ihre beige Rundlichtfuffie mit brauner Sitzbank bewitzelt wird inzwischen voll auf den O-Lack Trend aufgesprungen ist. Man muß sich ja auch nur hier die Rollergesuche anschauen, jedes zweite Gesuch ist ein O-Lack Roller. Anzeige augeben -> ausreichend Kohle auf den Tresen legen -> cooler Macker mit O-Lack Roller. Ist doch eigentlich ganz einfach. Zweimal im Jahr, beim regionalen An- und Abrollern wird dann auch mal eine kleine Runde gefahren, das war's. Ich glaube dieser Trend macht die Szene mehr kaputt als jede Dummweltzone, Feinstaubplakette oder Führerscheinregulierungen. Die Kröung dieses Trends sind die ersten Topics, die hier in der Kaufberatung aufgetaucht sind, wo gezielt nach dem Wertsteigerungspotential einzelner Modelle gefragt wurde. Kriterium für den Kauf ist also nicht mehr, was gefällt, sondern was die höchste Rendite verspricht. Es gab mal Zeiten, da war die Rollerszene ein bunt gemischter Haufen, die Fahrzeuge individuell gestaltet und wenn keine Kohle für einen richtigen Umbau da war, dann gab's halt eine Mattschwarzdosenlackierung oder die Karre wurde mit Fellimitat beklebt, aber hauptsache mit "seinem" Roller auf die Straße. Inzwischen gibt's doch leider immer mehr "Briefmarkensammler", die ihre Schätze unter Verschluß halten, totpflegen und wenn sie tatsächlich mal Gleichgesinnte treffen, wird ausgiebig über die Originalität eines Schraubnippels aus dem 30-jährigen Krieges diskutert. Die Zukunft sieht wahrhaft düster aus...3 Punkte2 PunkteWird auch auch Zeit dass es sich hier wieder um das eigendliche Topic dreht Die 60PS, jetzt wo wird viel über die Kurbelwellen reden, wird vermutlich von mir mit dem neuen "Erdogan V2017 Auspuff" an Kurbelwellenleistung geknackt. Am Rad sollten die 55 anstehen mit 2,5-3PSPS Schleppleistung. Der Auspuff ist wie im letzten Jahr um den Stoßdämpfer verlegt, Gepäckfachtauglich. Wenn von der Steckverbindung gelöst ist problemlos ein Reifenwechsel möglich, es ist einer der aller geilsten und dazu leisesten Enddämpfer die es hier im Forum gibt verbaut. Heute kamen die restlichen Faio Teile, bald ist mein neuer M200 wieder zusammen und darf auf die Rolle. Ich bin Heiss2 Punkte2 Punkte2 PunkteWarum immer diese Preisdiskusionen???? Wir sind doch keine 13 Jahre mehr, oder?? Man wird immer einen billigeren finden......egal ob Handwerk, Industrie usw........ Wenn einem was zu teuer ist, der soll's dann hald nicht kaufen......ist meine persönliche Meinung. MfG Fox2 Punkte2 PunkteTruls, haben wir irgendein Problem oder warum kommt genau von dir immer direkt etwas? Wenn du es günstiger anbieten kannst, mach doch Im übrigen kauft man nicht nur das fertige Produkt sondern auch die Entwicklung, Einkauf, Produktion, Versand, Service(Beratung, Aftersale Service, Kulanz) etc. Aber das hat hier ja jetzt nun wirklich nichts zu suchen. Außerdem gings mir gar nicht darum, dass die Kingwellen teuer sind oder was auch immer. Ich wäre einzig und allein interessiert daran, welches Material verwendet wird.2 PunkteMEGA GUT: Habe gerade einen Anruf bekommen, dass ich ab dem 1.11. eine Stelle habe und nach dem Ref nicht harzen muss!2 Punkte2 Punkte2 Punktethemawechsel, aber passt ja eigentlich auch im dieser topic weil es wird hier ja auch haufig über auspuffe diskutiert @Falc, was ist die materialkosten beim deine auspuffe? bei mir ist ein auspuff gelasert inkl blech, gedrehte flansche und schutzgas ca 60 euro aber beim stückzahl 20 oder 30 würde es vermutlich das halbe. deine auspuffe ist ja auch ziemlich teuer. heisst du hast eigentlich sehr hohe materialkosten, oder auch eine sehr hohes gewinn pro auspuff? geht nicht was an die preise zu machen? vielleicht in vietnam fertigen lassen? lg truls2 Punkte2 PunkteWenn so ein top Material verwendet wird, warum sollten die Materialeigenschaften dann verheimlicht werden? Versteh ich nicht, ist doch eine super zusätzliche Werbung. Also wenn ihr alleine für das Material für 2 Kurbelwangen ~100€ bezahlt, würd ich mir mal Gedanken über einen anderen Zulieferer machen. Ich hab mir eine SF-Welle aus 34CrNiMo6 gebaut, da hat mein kleines Rohstück für 3 Kurbelwangenpaare gereicht und der Preis war bei knapp unter 100€.2 PunkteMöcht mich meinen Vorschreibern anschließen, find das Topic richtig geil, würd mich da gerne mehr einbringen, hab da zur Zeit eine 8 PS IAME Bambini 60er Gazelle Motor, der von dem Knirps in seiner Saison die erste Kart-Masters Saisondes ADAC fährt. Die Motoren sind derart vom Reglement eingebremst, da hier Leistung zu finden und zu suchen, schon an Kunst grenzt. Vorgeschriebene Schablonen von IAME, z.B. um die Pots abzustecken, geht diese rein, bist disqualifiziert. Steuerzeiten 156max. im Auslass, die anderen Pots mit +/- 2° toleriert. VC max. vorgegeben usw. An gegossenen Oberflächen des Zylis darf nichts bearbeitet werden. Ausgenommen die Gussbuchse, innerhalb der Toleranzen. Betreffend Auslassschlitz, ca. 0,5mm hinter der Bohrung die Buchse bearbeitet, näheres kann und darf ich nicht sagen, (im Bambini Bereich werden wahnsinnige Summen investiert, um der schnellste zu sein, da haben russische Ölmultis exklusiv Verträge mit Tunern, da wirds dir schlecht)) hat auf der Stoppuhr sehr, sehr viel gebracht. Nach einem Grundtuning auf dem Schenk, 9,88 PS mittlerweile sind wir bei 17 PS, die haben aber noch bei weitem nicht gereicht, Motor war dann nicht mehr am Prüfstand, verbesserte Teile nur noch nach der Stoppuhr selectiert. Letzten Sonntag in Schaafheim, P2, absolut schnellste Rennrunde, die Modi am Auslass, hat bewiesenermaßen 5 zehntel gebracht, das sind in der Klasse Welten, pr2 Punktenur mal als veranschaulichung was passieren kann, wenn man das ausdistanzieren auf dauer nicht beachtet2 Punkte2 PunkteDas ist nun mal ein total verbastelter, ok, umgebauter Roller. Anderer Motor, andere Gabel, Sattel etc. Wenn Dir das genau so gefällt, kaufen. Musst Dir aber bewusst sein, dass das ansonsten vielleicht niemand anderem gefällt, wenn Du das Ding evtl. mal wieder los haben willst, weil es doch sehr speziell ist und alles andere als original ist, und dann bleibt ein grosses Loch im Geldbeutel. Dass das Teil schon seit 01.06.2016 drin steht sagt schon einiges ... Ne ACMA bekommst in Frankreich um die 2500,-, wenns den unbedingt eine sein soll. Dann kaufst noch bei Bedarf nen PX Motor und Teile und steckst das selber zusammen. Da weisst Du was Du hast und kommst billiger weg. Alternativ werden ausreichend VNB, VBB etc angeboten im O-Lack, das ist deutlich wertstabiler auf lange Sicht und ein PX Motor passt ohne Gebastel oder Schneiden am Rahmen rein und ist problemlos rückrüstbar.2 Punkte2 Punkte2 Punkte2 PunkteHa! Schlosser, Du Genie ! Jetzt weiß ich was ich machen kann, wenn mich die vielen Espressos wach halten in den Nacht.2 Punkte2 Punktedie welle darf ruhig als schiebepassung im lager ausgelegt sein. die kupplung und ihre befestigung macht es dann eh zum festlager. ich würd nach dem lagerwechsel mal den freistand zwischn lager und seegering messen und mittels passscheiben unterlegen, wenn nötig. bei dem unterfüttern unter der kupplungsdistanzscheibe solltest du auf einen unterstand von mindestens 2/10 achten. die distanzscheibe soll sich ja etwas durchbiegen können um eine vorspannung zu erzeugen. danach solltest du dein axialspiel, bis auf die lagerluft, minimiert haben2 Punkte2 Punktedrei Münchner freun sich auf ihren Bungalow! nobel geht die Welt zu Grunde... des wird a sach und Stoffi: du bringst an schwung Kennzeichen mit oder?2 Punkte2 PunkteHier nur mal ein paar Bilder. Kombination aus 1K Beize, Aceton und am Schluss 3M Schleifpaste und Hochglanzpolietur. Der größte Fehler ist glaub einfach, Aceton nicht lange genug wirken zu lassen, bis es mit nem Lappen wegzuwischen geht. Da kratzt man meistens vorher im Übereifer einfach durch bis aufs Blech...
3 Punkte3 Punkteimmer...... heute membran, morgen afr und evt in 10-12 jahren smartphone.3 Punkte3 Punkte3 PunkteSind wir uns jetzt einig das die Theorie mit den Lastwechseln Blödsinn war?3 PunkteUm mal eine leicht provokante These in den Raum zu werfen: O-Lack ist das neue beige! Bitte nicht falsch verstehen, Ich will hier mit Sicherheit niemand auf den Schlips treten, der schon lange, zeitintensiv und mit viel Herzblut O-Lack-Fahrzeuge gerettet, aufgearbeitet und erhalten hat, dabei mangelndes Kapital durch viel Arbeit und Engagement kompensiert hat, aber leider habe ich den Eindruck, daß inzwischen genau diese Klientel, die hier gerne für ihre beige Rundlichtfuffie mit brauner Sitzbank bewitzelt wird inzwischen voll auf den O-Lack Trend aufgesprungen ist. Man muß sich ja auch nur hier die Rollergesuche anschauen, jedes zweite Gesuch ist ein O-Lack Roller. Anzeige augeben -> ausreichend Kohle auf den Tresen legen -> cooler Macker mit O-Lack Roller. Ist doch eigentlich ganz einfach. Zweimal im Jahr, beim regionalen An- und Abrollern wird dann auch mal eine kleine Runde gefahren, das war's. Ich glaube dieser Trend macht die Szene mehr kaputt als jede Dummweltzone, Feinstaubplakette oder Führerscheinregulierungen. Die Kröung dieses Trends sind die ersten Topics, die hier in der Kaufberatung aufgetaucht sind, wo gezielt nach dem Wertsteigerungspotential einzelner Modelle gefragt wurde. Kriterium für den Kauf ist also nicht mehr, was gefällt, sondern was die höchste Rendite verspricht. Es gab mal Zeiten, da war die Rollerszene ein bunt gemischter Haufen, die Fahrzeuge individuell gestaltet und wenn keine Kohle für einen richtigen Umbau da war, dann gab's halt eine Mattschwarzdosenlackierung oder die Karre wurde mit Fellimitat beklebt, aber hauptsache mit "seinem" Roller auf die Straße. Inzwischen gibt's doch leider immer mehr "Briefmarkensammler", die ihre Schätze unter Verschluß halten, totpflegen und wenn sie tatsächlich mal Gleichgesinnte treffen, wird ausgiebig über die Originalität eines Schraubnippels aus dem 30-jährigen Krieges diskutert. Die Zukunft sieht wahrhaft düster aus...3 Punkte2 PunkteWird auch auch Zeit dass es sich hier wieder um das eigendliche Topic dreht Die 60PS, jetzt wo wird viel über die Kurbelwellen reden, wird vermutlich von mir mit dem neuen "Erdogan V2017 Auspuff" an Kurbelwellenleistung geknackt. Am Rad sollten die 55 anstehen mit 2,5-3PSPS Schleppleistung. Der Auspuff ist wie im letzten Jahr um den Stoßdämpfer verlegt, Gepäckfachtauglich. Wenn von der Steckverbindung gelöst ist problemlos ein Reifenwechsel möglich, es ist einer der aller geilsten und dazu leisesten Enddämpfer die es hier im Forum gibt verbaut. Heute kamen die restlichen Faio Teile, bald ist mein neuer M200 wieder zusammen und darf auf die Rolle. Ich bin Heiss2 Punkte2 Punkte2 PunkteWarum immer diese Preisdiskusionen???? Wir sind doch keine 13 Jahre mehr, oder?? Man wird immer einen billigeren finden......egal ob Handwerk, Industrie usw........ Wenn einem was zu teuer ist, der soll's dann hald nicht kaufen......ist meine persönliche Meinung. MfG Fox2 Punkte2 PunkteTruls, haben wir irgendein Problem oder warum kommt genau von dir immer direkt etwas? Wenn du es günstiger anbieten kannst, mach doch Im übrigen kauft man nicht nur das fertige Produkt sondern auch die Entwicklung, Einkauf, Produktion, Versand, Service(Beratung, Aftersale Service, Kulanz) etc. Aber das hat hier ja jetzt nun wirklich nichts zu suchen. Außerdem gings mir gar nicht darum, dass die Kingwellen teuer sind oder was auch immer. Ich wäre einzig und allein interessiert daran, welches Material verwendet wird.2 PunkteMEGA GUT: Habe gerade einen Anruf bekommen, dass ich ab dem 1.11. eine Stelle habe und nach dem Ref nicht harzen muss!2 Punkte2 Punkte2 Punktethemawechsel, aber passt ja eigentlich auch im dieser topic weil es wird hier ja auch haufig über auspuffe diskutiert @Falc, was ist die materialkosten beim deine auspuffe? bei mir ist ein auspuff gelasert inkl blech, gedrehte flansche und schutzgas ca 60 euro aber beim stückzahl 20 oder 30 würde es vermutlich das halbe. deine auspuffe ist ja auch ziemlich teuer. heisst du hast eigentlich sehr hohe materialkosten, oder auch eine sehr hohes gewinn pro auspuff? geht nicht was an die preise zu machen? vielleicht in vietnam fertigen lassen? lg truls2 Punkte2 PunkteWenn so ein top Material verwendet wird, warum sollten die Materialeigenschaften dann verheimlicht werden? Versteh ich nicht, ist doch eine super zusätzliche Werbung. Also wenn ihr alleine für das Material für 2 Kurbelwangen ~100€ bezahlt, würd ich mir mal Gedanken über einen anderen Zulieferer machen. Ich hab mir eine SF-Welle aus 34CrNiMo6 gebaut, da hat mein kleines Rohstück für 3 Kurbelwangenpaare gereicht und der Preis war bei knapp unter 100€.2 PunkteMöcht mich meinen Vorschreibern anschließen, find das Topic richtig geil, würd mich da gerne mehr einbringen, hab da zur Zeit eine 8 PS IAME Bambini 60er Gazelle Motor, der von dem Knirps in seiner Saison die erste Kart-Masters Saisondes ADAC fährt. Die Motoren sind derart vom Reglement eingebremst, da hier Leistung zu finden und zu suchen, schon an Kunst grenzt. Vorgeschriebene Schablonen von IAME, z.B. um die Pots abzustecken, geht diese rein, bist disqualifiziert. Steuerzeiten 156max. im Auslass, die anderen Pots mit +/- 2° toleriert. VC max. vorgegeben usw. An gegossenen Oberflächen des Zylis darf nichts bearbeitet werden. Ausgenommen die Gussbuchse, innerhalb der Toleranzen. Betreffend Auslassschlitz, ca. 0,5mm hinter der Bohrung die Buchse bearbeitet, näheres kann und darf ich nicht sagen, (im Bambini Bereich werden wahnsinnige Summen investiert, um der schnellste zu sein, da haben russische Ölmultis exklusiv Verträge mit Tunern, da wirds dir schlecht)) hat auf der Stoppuhr sehr, sehr viel gebracht. Nach einem Grundtuning auf dem Schenk, 9,88 PS mittlerweile sind wir bei 17 PS, die haben aber noch bei weitem nicht gereicht, Motor war dann nicht mehr am Prüfstand, verbesserte Teile nur noch nach der Stoppuhr selectiert. Letzten Sonntag in Schaafheim, P2, absolut schnellste Rennrunde, die Modi am Auslass, hat bewiesenermaßen 5 zehntel gebracht, das sind in der Klasse Welten, pr2 Punktenur mal als veranschaulichung was passieren kann, wenn man das ausdistanzieren auf dauer nicht beachtet2 Punkte2 PunkteDas ist nun mal ein total verbastelter, ok, umgebauter Roller. Anderer Motor, andere Gabel, Sattel etc. Wenn Dir das genau so gefällt, kaufen. Musst Dir aber bewusst sein, dass das ansonsten vielleicht niemand anderem gefällt, wenn Du das Ding evtl. mal wieder los haben willst, weil es doch sehr speziell ist und alles andere als original ist, und dann bleibt ein grosses Loch im Geldbeutel. Dass das Teil schon seit 01.06.2016 drin steht sagt schon einiges ... Ne ACMA bekommst in Frankreich um die 2500,-, wenns den unbedingt eine sein soll. Dann kaufst noch bei Bedarf nen PX Motor und Teile und steckst das selber zusammen. Da weisst Du was Du hast und kommst billiger weg. Alternativ werden ausreichend VNB, VBB etc angeboten im O-Lack, das ist deutlich wertstabiler auf lange Sicht und ein PX Motor passt ohne Gebastel oder Schneiden am Rahmen rein und ist problemlos rückrüstbar.2 Punkte2 Punkte2 Punkte2 PunkteHa! Schlosser, Du Genie ! Jetzt weiß ich was ich machen kann, wenn mich die vielen Espressos wach halten in den Nacht.2 Punkte2 Punktedie welle darf ruhig als schiebepassung im lager ausgelegt sein. die kupplung und ihre befestigung macht es dann eh zum festlager. ich würd nach dem lagerwechsel mal den freistand zwischn lager und seegering messen und mittels passscheiben unterlegen, wenn nötig. bei dem unterfüttern unter der kupplungsdistanzscheibe solltest du auf einen unterstand von mindestens 2/10 achten. die distanzscheibe soll sich ja etwas durchbiegen können um eine vorspannung zu erzeugen. danach solltest du dein axialspiel, bis auf die lagerluft, minimiert haben2 Punkte2 Punktedrei Münchner freun sich auf ihren Bungalow! nobel geht die Welt zu Grunde... des wird a sach und Stoffi: du bringst an schwung Kennzeichen mit oder?2 Punkte2 PunkteHier nur mal ein paar Bilder. Kombination aus 1K Beize, Aceton und am Schluss 3M Schleifpaste und Hochglanzpolietur. Der größte Fehler ist glaub einfach, Aceton nicht lange genug wirken zu lassen, bis es mit nem Lappen wegzuwischen geht. Da kratzt man meistens vorher im Übereifer einfach durch bis aufs Blech...


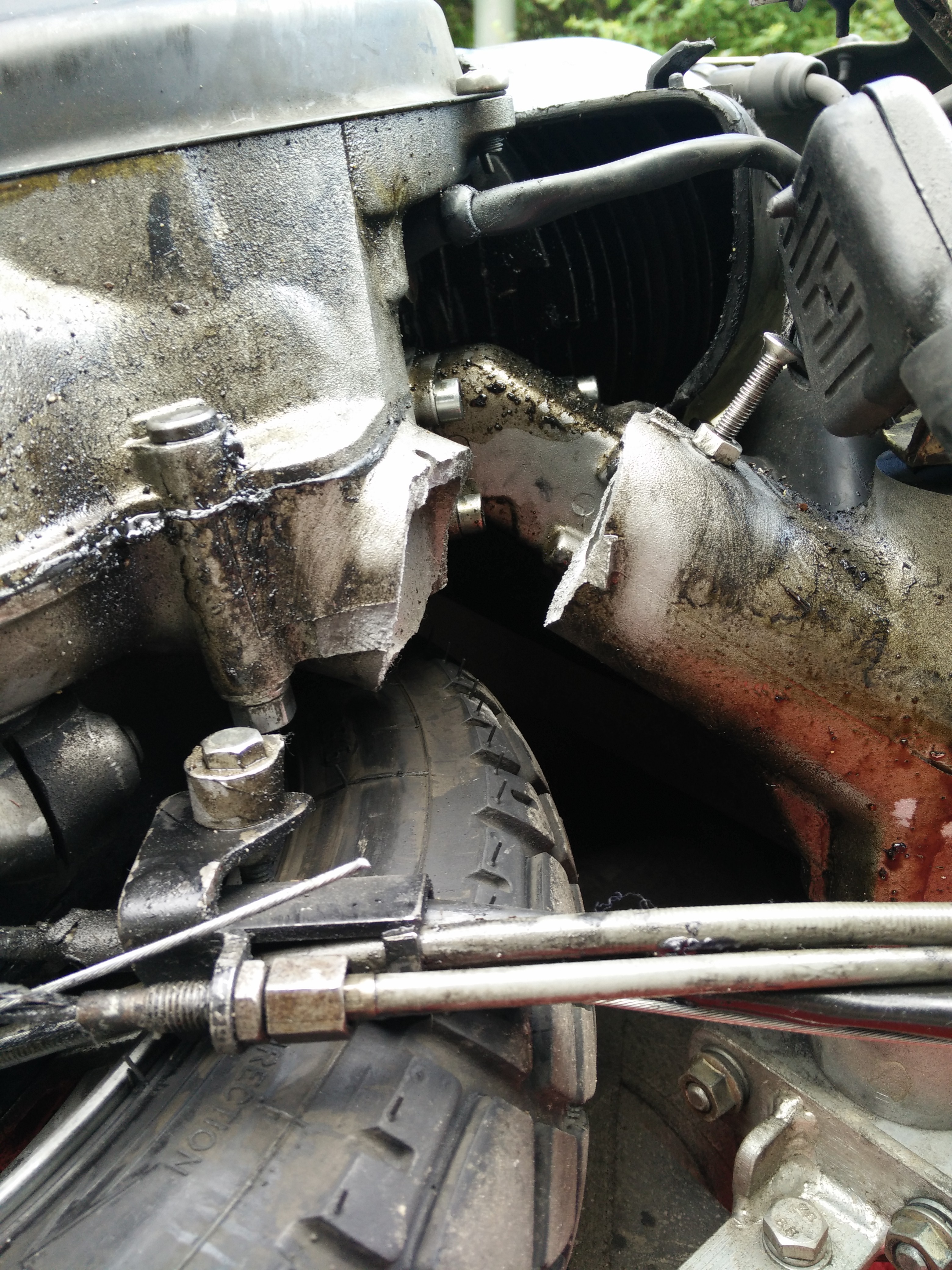
 2 Punkte1 PunktET3 Zündung ist die richtige Wahl bei 6V, vielleicht bekommst du mit einem Gesuch hier eine komplette mit ZGP, Lüra und CDI. Das originale HP4 ist für Kurbelwellenstümpfe mit dickem Konus vorgesehen, wenn ich nicht irre, über die Qualität der HP4 Repros für 19er Wellen (wie z.B. ET3, PV, V50) ist mir zu wenig bekannt. Fraglich auch, ob's am gesteckten DR sinnvoll ist. In der Kabelbox ist, je nach V50 Modell, ein wenig umzubelegen – was sich über die Suchfunktion leicht beantworten lässt Mehr braucht's nicht. Bestimmt wird wer noch den Umbau auf 12V empfehlen Mit 'ner 20W Birne im Eckenleuchter bzw. kleinen Rundleuchter und der ET3 LiMa kommt man nächtens schon flott voran.1 Punkt1 PunktFalk, Überhaupt nicht! Das war ein portion sarkasmus, aber ausser freundlich gemeint. aber mit deine Frage an King hast du die rückfrage verdient du würdest das verstehen wenn du wüsste wer liefert das material an Michael sorry wenn das nicht IO war weiter objektiv: 34CrNiMo6 muss aber auch gehärtet und geschliffen werden und das bringt zusatzkosten kann mann die gleiche wiederstand haben ohne härten ist es ja auch sehr vorteilhaft beim zb schweissen. und auch wenn mann nachträglich schwermetall einsetzen möchte. nicht alle bohrer mag so schön das gehärtete material. (die mazzu VW musste ich funkerodieren. ) hast du ernsthaftes interesse an das KW material gibts es ja auch google.com dann kannst du schon weiterlesen. die material zu finden ist nicht so schwer. stell dir doch die frage. wie viele KW muss du machen um zu herauszufinden die nachteile mit 34CrNiMo6? 3? 5? 10? dann können mann schön am anfang auch gerne 100 euro teurere material nehmen, um das zu vermeiden. aber jeder für sich. lg truls1 PunktOhne AFR-Equipment ist sowas eigentlich uneinstellbar. Internetbedüsungsgerüchte sind ohnehin sinnlos, wenn Vergaser, Luftfilterei, Auspuff etc. pp. unbekannt sind.1 Punkt1 PunktJa super Idee am besten von Kindern, dann kommst du evtl. auf 20euro.1 Punkt1 PunktSchaut gtjt aus...bei dem Preis würde ich mal eines beim Siegle holen und probieren! Wenn es funktioniert wäre es nicht verkehrt es mit nem O-VW-Teil nochmals zu bauen. Bei den Nachbau Dingern löst sich gern mal das Gummi. Kannst auch einmal komplett durchbohren und da ein Fangseil für evtl. Gummibruch durchziehen. Viel Erfolg1 Punkt1 Punkt1 Punkt1 Punktpasst aber farblich ganz gut zum Abschleppwagen Hat denn schon jemand die Pinasco Nebenwelle getestet ? Ich weis der MaRi fährt die und ist auch sehr zufrieden.1 PunktWieso das? Wenn die Last größer als die LiMa-Leistung ist, ist der Regler arbeitslos. Der Regler ist gefordert, wenn die LiMa hoch dreht und keine / wenig Verbraucher draufgeschaltet sind. Unabhängig davon ... 35W-Scheinwerferlampe brennt i.d.R. heller als 60W, weil die Spannung bei der geringeren Last noch nicht einbricht.1 Punkt1 Punkt1 PunktDas muss ja kein Materialfehler der Welle sein, kann aber durchaus Materialermüdung gewesen sein. Vgl.: "Ursache des Radreifenbruchs war kein Materialfehler, sondern die prinzipielle Natur der Materialwahl.[2] Die Tatsache, dass ein wechselbeanspruchter Werkstoff eine geringere Belastbarkeit beziehungsweise Lebensdauer aufweist als ein statisch belasteter, war noch nicht bekannt. Diese Materialermüdung wurde erst durch August Wöhler entdeckt." Quelle: https://de.wikipedia.org/wiki/Eisenbahnunfall_von_Timelkam Das kann halt leider auch bei tragenden Bauteilen passieren, die stark wechselseitig belastet werden. Bei einem passiert es, bei anderen tausend nicht.
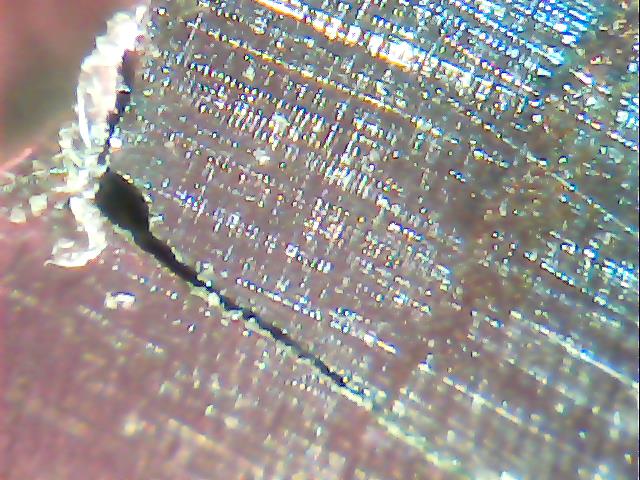
2 Punkte1 PunktET3 Zündung ist die richtige Wahl bei 6V, vielleicht bekommst du mit einem Gesuch hier eine komplette mit ZGP, Lüra und CDI. Das originale HP4 ist für Kurbelwellenstümpfe mit dickem Konus vorgesehen, wenn ich nicht irre, über die Qualität der HP4 Repros für 19er Wellen (wie z.B. ET3, PV, V50) ist mir zu wenig bekannt. Fraglich auch, ob's am gesteckten DR sinnvoll ist. In der Kabelbox ist, je nach V50 Modell, ein wenig umzubelegen – was sich über die Suchfunktion leicht beantworten lässt Mehr braucht's nicht. Bestimmt wird wer noch den Umbau auf 12V empfehlen Mit 'ner 20W Birne im Eckenleuchter bzw. kleinen Rundleuchter und der ET3 LiMa kommt man nächtens schon flott voran.1 Punkt1 PunktFalk, Überhaupt nicht! Das war ein portion sarkasmus, aber ausser freundlich gemeint. aber mit deine Frage an King hast du die rückfrage verdient du würdest das verstehen wenn du wüsste wer liefert das material an Michael sorry wenn das nicht IO war weiter objektiv: 34CrNiMo6 muss aber auch gehärtet und geschliffen werden und das bringt zusatzkosten kann mann die gleiche wiederstand haben ohne härten ist es ja auch sehr vorteilhaft beim zb schweissen. und auch wenn mann nachträglich schwermetall einsetzen möchte. nicht alle bohrer mag so schön das gehärtete material. (die mazzu VW musste ich funkerodieren. ) hast du ernsthaftes interesse an das KW material gibts es ja auch google.com dann kannst du schon weiterlesen. die material zu finden ist nicht so schwer. stell dir doch die frage. wie viele KW muss du machen um zu herauszufinden die nachteile mit 34CrNiMo6? 3? 5? 10? dann können mann schön am anfang auch gerne 100 euro teurere material nehmen, um das zu vermeiden. aber jeder für sich. lg truls1 PunktOhne AFR-Equipment ist sowas eigentlich uneinstellbar. Internetbedüsungsgerüchte sind ohnehin sinnlos, wenn Vergaser, Luftfilterei, Auspuff etc. pp. unbekannt sind.1 Punkt1 PunktJa super Idee am besten von Kindern, dann kommst du evtl. auf 20euro.1 Punkt1 PunktSchaut gtjt aus...bei dem Preis würde ich mal eines beim Siegle holen und probieren! Wenn es funktioniert wäre es nicht verkehrt es mit nem O-VW-Teil nochmals zu bauen. Bei den Nachbau Dingern löst sich gern mal das Gummi. Kannst auch einmal komplett durchbohren und da ein Fangseil für evtl. Gummibruch durchziehen. Viel Erfolg1 Punkt1 Punkt1 Punkt1 Punktpasst aber farblich ganz gut zum Abschleppwagen Hat denn schon jemand die Pinasco Nebenwelle getestet ? Ich weis der MaRi fährt die und ist auch sehr zufrieden.1 PunktWieso das? Wenn die Last größer als die LiMa-Leistung ist, ist der Regler arbeitslos. Der Regler ist gefordert, wenn die LiMa hoch dreht und keine / wenig Verbraucher draufgeschaltet sind. Unabhängig davon ... 35W-Scheinwerferlampe brennt i.d.R. heller als 60W, weil die Spannung bei der geringeren Last noch nicht einbricht.1 Punkt1 Punkt1 PunktDas muss ja kein Materialfehler der Welle sein, kann aber durchaus Materialermüdung gewesen sein. Vgl.: "Ursache des Radreifenbruchs war kein Materialfehler, sondern die prinzipielle Natur der Materialwahl.[2] Die Tatsache, dass ein wechselbeanspruchter Werkstoff eine geringere Belastbarkeit beziehungsweise Lebensdauer aufweist als ein statisch belasteter, war noch nicht bekannt. Diese Materialermüdung wurde erst durch August Wöhler entdeckt." Quelle: https://de.wikipedia.org/wiki/Eisenbahnunfall_von_Timelkam Das kann halt leider auch bei tragenden Bauteilen passieren, die stark wechselseitig belastet werden. Bei einem passiert es, bei anderen tausend nicht. 1 Punkt1 PunktDas Kaffeesatzlesen kann beendet werden, Rundlauf des Schwungs perfekt, max. 0,04mm, Rundlauf des CNC-Lüfterades auch 0,04mm Schlag, auf überdrehtem Konusdorn vermessen, der zum messen nicht mehr ausgespannt wurde. Wuchtung perfekt, Unwucht unter einem halben Gramm, siehe Knetgummikügelchen, wenn ich das hinklebe, rollt der Schwung sofort los, ohne bleibt an allen Stellen stehen. (feinste Arbeit) Passfeder hat 0,1mm Luft, (spitz zugeschliffene 0,1er Lehrenblech lässt sich stecken) hab das noch zusätzlich mit Edding geprüft, da streift nix. Wie Anfangs von mir vermutet, der Anfang des Konusstumpfes ist ziemlich scharfkantig und hat sich "extrem eingegraben". Denke mal 0,2mm bestimmt! Wenn ich den Konusstumpf mit dem Kupferhammer mit einem trockenen Schlag reinklopfe, merke ich einen Schmetterschlag, aber der Konus zieht nicht, fällt fast durchs Eigengewicht wieder raus. Trotzdem ist das Tragbild perfekt, hab das hauchdünn tuschiert, der Konus trägt wirklich überall, besser geht es nicht. Übergang vom Konus zum Ø des Wedistumpfes, max. R der Wendeplatte! Zur Bruchstelle, unterschiedliches Bruchgefüge, im Zentrum des Stumpfes Materialeinschlüsse, die andersfarben sind, das hat man, wenn in der Schmelze Legierungen eingeschmolzen werden, die da nicht rein gehören, auch deutet das unterschiedliche Gefüge des Stahls auf unterschiedliche Materialbeschaffenheit hin. Der Stumpf ist regelrecht "ich zitiere Truls", explodiert, nach der Bruchstelle verlaufen Richtung dünnes Teil des Konus zwei Risse, einer ca. 10-12mm lang, der andere etwas kürzer, aber weit aufgerissen, richtig aufgesprengt. Der kürzere Riß beginnt genau an einem Punkt, der aussieht, wie wenn eine großer Stromfluß stattfand, z.B. wie beim schweißen, wenn ich Masse mit der Elektrode suche. Ich hab versucht so gut es ging das unterm Mikroskop sichtbar zu machen. Die Bruchstelle stirnseitig unterm Mikroskop zu plaziern, scheiterte leider an der Bauhöhe meines USB-Mikroskops. Habe auf Wunsch vom Lars, und Tims hilfreichen Tipp, die Durchgangsbohrung am Schwung 0,15mm größer ausgedreht, damit der Stumpfanfang frei sitzt, nun ein leichter Schlag mit dem Kupferhammer, danach konnte ich nur mit Mühe den Stumpf raus klopfen, so muss eine Konusverbindung sitzen! Fazit, ein drückendes Konusende, der Schwung wird nicht mal mit 100 N/m fest, oder bleibt fest, der taumelt sich immer los, zu kleiner Radius am Übergang vom Konus zum Wedistumpf, Material der Welle, das für die Belastung unter dieser Dauerschwingung, zumindest für dieses Einsatzgebiet, nicht gerade die glücklichste Wahl ist, ich hab in meinen zig Jahren schon sehr viele gebrochene Schnitt u. Spritzguss Werkzeuge gesehen, auch Kuwes) aber so eine Bruchstelle ist mir noch nicht untergekommen, habe die Passfeder absichtlich nicht entfernt, falls hier noch Fragen dazu, oder Anschauungsbedarf besteht, pr
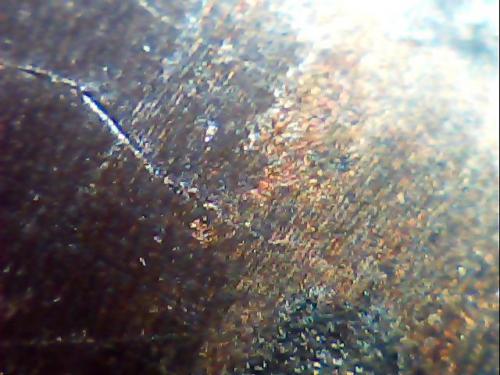
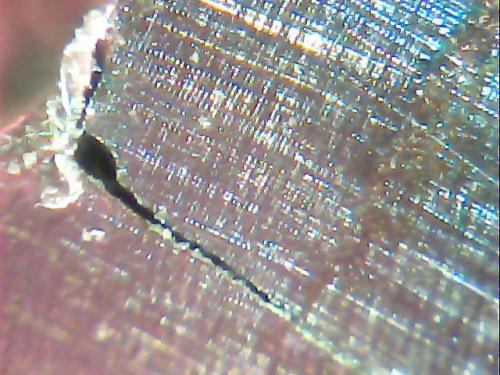
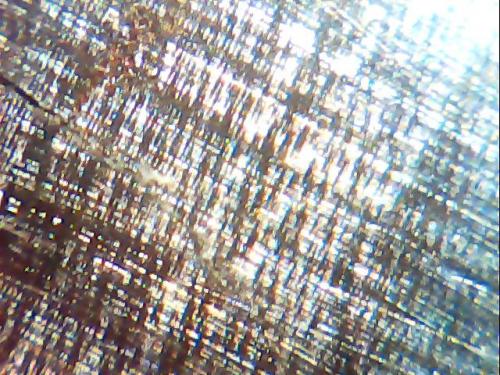
1 Punkt1 PunktDas Kaffeesatzlesen kann beendet werden, Rundlauf des Schwungs perfekt, max. 0,04mm, Rundlauf des CNC-Lüfterades auch 0,04mm Schlag, auf überdrehtem Konusdorn vermessen, der zum messen nicht mehr ausgespannt wurde. Wuchtung perfekt, Unwucht unter einem halben Gramm, siehe Knetgummikügelchen, wenn ich das hinklebe, rollt der Schwung sofort los, ohne bleibt an allen Stellen stehen. (feinste Arbeit) Passfeder hat 0,1mm Luft, (spitz zugeschliffene 0,1er Lehrenblech lässt sich stecken) hab das noch zusätzlich mit Edding geprüft, da streift nix. Wie Anfangs von mir vermutet, der Anfang des Konusstumpfes ist ziemlich scharfkantig und hat sich "extrem eingegraben". Denke mal 0,2mm bestimmt! Wenn ich den Konusstumpf mit dem Kupferhammer mit einem trockenen Schlag reinklopfe, merke ich einen Schmetterschlag, aber der Konus zieht nicht, fällt fast durchs Eigengewicht wieder raus. Trotzdem ist das Tragbild perfekt, hab das hauchdünn tuschiert, der Konus trägt wirklich überall, besser geht es nicht. Übergang vom Konus zum Ø des Wedistumpfes, max. R der Wendeplatte! Zur Bruchstelle, unterschiedliches Bruchgefüge, im Zentrum des Stumpfes Materialeinschlüsse, die andersfarben sind, das hat man, wenn in der Schmelze Legierungen eingeschmolzen werden, die da nicht rein gehören, auch deutet das unterschiedliche Gefüge des Stahls auf unterschiedliche Materialbeschaffenheit hin. Der Stumpf ist regelrecht "ich zitiere Truls", explodiert, nach der Bruchstelle verlaufen Richtung dünnes Teil des Konus zwei Risse, einer ca. 10-12mm lang, der andere etwas kürzer, aber weit aufgerissen, richtig aufgesprengt. Der kürzere Riß beginnt genau an einem Punkt, der aussieht, wie wenn eine großer Stromfluß stattfand, z.B. wie beim schweißen, wenn ich Masse mit der Elektrode suche. Ich hab versucht so gut es ging das unterm Mikroskop sichtbar zu machen. Die Bruchstelle stirnseitig unterm Mikroskop zu plaziern, scheiterte leider an der Bauhöhe meines USB-Mikroskops. Habe auf Wunsch vom Lars, und Tims hilfreichen Tipp, die Durchgangsbohrung am Schwung 0,15mm größer ausgedreht, damit der Stumpfanfang frei sitzt, nun ein leichter Schlag mit dem Kupferhammer, danach konnte ich nur mit Mühe den Stumpf raus klopfen, so muss eine Konusverbindung sitzen! Fazit, ein drückendes Konusende, der Schwung wird nicht mal mit 100 N/m fest, oder bleibt fest, der taumelt sich immer los, zu kleiner Radius am Übergang vom Konus zum Wedistumpf, Material der Welle, das für die Belastung unter dieser Dauerschwingung, zumindest für dieses Einsatzgebiet, nicht gerade die glücklichste Wahl ist, ich hab in meinen zig Jahren schon sehr viele gebrochene Schnitt u. Spritzguss Werkzeuge gesehen, auch Kuwes) aber so eine Bruchstelle ist mir noch nicht untergekommen, habe die Passfeder absichtlich nicht entfernt, falls hier noch Fragen dazu, oder Anschauungsbedarf besteht, pr

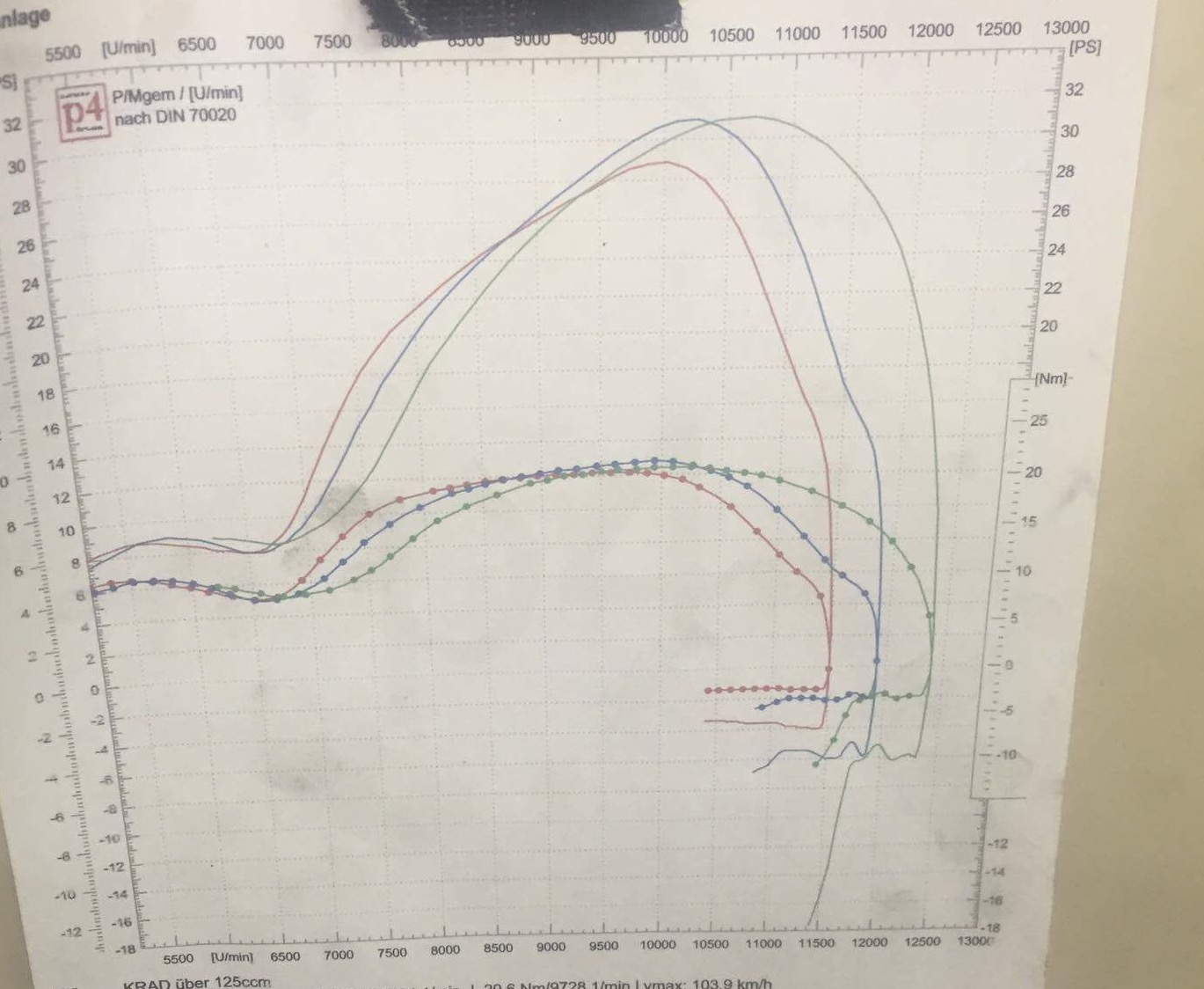
 1 PunktHier noch die Kurve dazu! Rot war bei mir Form 1, vl noch etwas gerader nach hinten, blau war dann Form 3! Setup bei rot und blau war komplett identisch und Vergleich war am gleichen Tag! Zylinder wurde nach der roten Kurve runter gezogen und bearbeitet, danach wurde die blaue Kurve gemacht grün war auch am gleichen Tag, aber mit anderem Auspuff
1 PunktHier noch die Kurve dazu! Rot war bei mir Form 1, vl noch etwas gerader nach hinten, blau war dann Form 3! Setup bei rot und blau war komplett identisch und Vergleich war am gleichen Tag! Zylinder wurde nach der roten Kurve runter gezogen und bearbeitet, danach wurde die blaue Kurve gemacht grün war auch am gleichen Tag, aber mit anderem Auspuff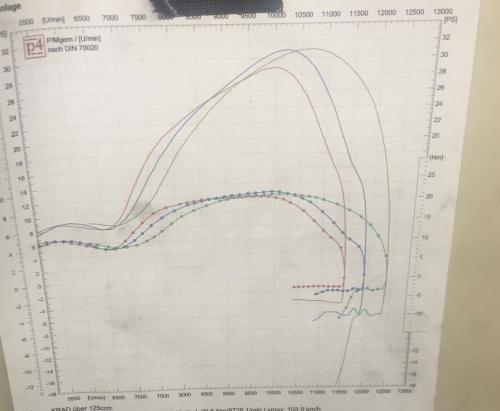 1 Punktdie HD ist für meinen Geschmack etwa 20 Nummern zu klein1 Punkt1 Punkt1 PunktFalscher Ansatz Dome, du darfst garnicht mehr fahren: Leistungsdiagramme simulieren oder malen für den Stammtisch und die Karre mit Elektromotor und Soundmodul ausstatten. Meine Herrn. Selten so viel Bullshit gelesen wie in den letzten drei Seiten dieses Topics.1 PunktWer soll daran Interesse haben. Die Nachfrage stagniert und mir ist es fast schon peinlich, denn wenn ich mit der Rally irgendwo hinfahre, werde ich immer schon permanent angeglotzt. Wir fahren mit Altblech rum und leben in der Vergangenheit. Hat das schon mal jemand mit seinem Therapeuten besprochen?1 Punkt1 PunktDieser ganze Klimawahn... ich kann diese scheiße nicht mehr hören. Ich bin überzeugt, dass der Mensch nicht diese Auswirkungen auf die angebliche Klimaerwärmung hat wie es uns immer um die Ohren gehauen wird. Dann diese Milchmädchen Rechnungen. Da werden Elektroautos gebaut, deren Herstellung alles andere als sauber abläuft und jene hochgiftige Akkus enthalten, um Abgase zusparen. Toll. Durch die Abfuckprämie wurden millionen Karren, die teilweise noch liefen, verschrottet um sich neue scheiße kaufen zu dürfen. Die fenomenale Euronorm haut uns nun alle paar Jahre auf die Finger, um ja irgend n neuen Rotzhaufen zu kaufen, der nochmehr "gefiltert" ist. Gleichzeitig betreiben Länder handel mit Emissionausstoßzertifikaten. "Was ihr habt noch nicht alles verballert? Ich würde gern die Rechte dran kaufen". Heuchelei, heuchelei- Zeiten, in denen man von klein auf diese Kotze eingetrichtert bekommt. Resourcenknappheit, Wasserverschwendung, Abgase, Giftstoffe - Und die Industrie betreibt geplante Obsoleszenz im großen Stil. Alles rausballern, Wachstum bis zum Ende. Wie es weitergeht? Ich vermute der Trend wird zu Elektroautos gehen. Diese werden finanziell gefördert und Benziner mit stärkeren Steuern nahezu ausgerottet. Nachdem dann alle brav Elektroautos alle 7 Jahren kaufen wird es langsam zum autonomen Fahren übergehen. Zweiräder wird es nur noch schwule E-Bikes geben..... Und Einwegroller/Motorräder aus Kleber und Elektromotor. Man will ja was für die Umwelt tun, ne ?1 Punkt...ich dachte nur Linksträger müssen rechts rüsseln von wegen Kontergaywicht...?!1 PunktAch ja: "natürlich" muss man den Gasschieber für die 26mm bearbeiten! Sonst öffnet er eben 1,5mm nicht! Wie viel man von den 17% Gewinn verliert wenn der Schieber 1,5mm nicht komplett öffnet .... hab ich keine Lust auszurechnen Warum die Shops da nicht drauf reagieren: keine Ahnung Zu viel am Rechner und zu wenig im Öl? Wie viele von den neuen 29euro sip Schiebern kann jemand für 26er brauchen?! Den 4.1er vielleicht wenn er ihn bearbeitet Ich kenne nun auch kaum noch jemanden der einen 24er fährt: die sind alle krumm. Dichtfläche nachschleifen geht 1x und beim nächsten Mal klemmt der Schieber. Und dann? Kaufen Sie sich gleich einen 26er Bei dem SI Trend schlafen sie alle! Das da ausgerechnet Steinzeit-Pinasco ganz vorne mitmischt ist ja kaum nachzuvollziehen. Der Venturi ist eine Bereicherung, ohne die Airbox ist kaum ein Resopuff ordentlich abstimmbar und der 26er R ist ein sauberer Wurf Tja1 Punkt
1 Punktdie HD ist für meinen Geschmack etwa 20 Nummern zu klein1 Punkt1 Punkt1 PunktFalscher Ansatz Dome, du darfst garnicht mehr fahren: Leistungsdiagramme simulieren oder malen für den Stammtisch und die Karre mit Elektromotor und Soundmodul ausstatten. Meine Herrn. Selten so viel Bullshit gelesen wie in den letzten drei Seiten dieses Topics.1 PunktWer soll daran Interesse haben. Die Nachfrage stagniert und mir ist es fast schon peinlich, denn wenn ich mit der Rally irgendwo hinfahre, werde ich immer schon permanent angeglotzt. Wir fahren mit Altblech rum und leben in der Vergangenheit. Hat das schon mal jemand mit seinem Therapeuten besprochen?1 Punkt1 PunktDieser ganze Klimawahn... ich kann diese scheiße nicht mehr hören. Ich bin überzeugt, dass der Mensch nicht diese Auswirkungen auf die angebliche Klimaerwärmung hat wie es uns immer um die Ohren gehauen wird. Dann diese Milchmädchen Rechnungen. Da werden Elektroautos gebaut, deren Herstellung alles andere als sauber abläuft und jene hochgiftige Akkus enthalten, um Abgase zusparen. Toll. Durch die Abfuckprämie wurden millionen Karren, die teilweise noch liefen, verschrottet um sich neue scheiße kaufen zu dürfen. Die fenomenale Euronorm haut uns nun alle paar Jahre auf die Finger, um ja irgend n neuen Rotzhaufen zu kaufen, der nochmehr "gefiltert" ist. Gleichzeitig betreiben Länder handel mit Emissionausstoßzertifikaten. "Was ihr habt noch nicht alles verballert? Ich würde gern die Rechte dran kaufen". Heuchelei, heuchelei- Zeiten, in denen man von klein auf diese Kotze eingetrichtert bekommt. Resourcenknappheit, Wasserverschwendung, Abgase, Giftstoffe - Und die Industrie betreibt geplante Obsoleszenz im großen Stil. Alles rausballern, Wachstum bis zum Ende. Wie es weitergeht? Ich vermute der Trend wird zu Elektroautos gehen. Diese werden finanziell gefördert und Benziner mit stärkeren Steuern nahezu ausgerottet. Nachdem dann alle brav Elektroautos alle 7 Jahren kaufen wird es langsam zum autonomen Fahren übergehen. Zweiräder wird es nur noch schwule E-Bikes geben..... Und Einwegroller/Motorräder aus Kleber und Elektromotor. Man will ja was für die Umwelt tun, ne ?1 Punkt...ich dachte nur Linksträger müssen rechts rüsseln von wegen Kontergaywicht...?!1 PunktAch ja: "natürlich" muss man den Gasschieber für die 26mm bearbeiten! Sonst öffnet er eben 1,5mm nicht! Wie viel man von den 17% Gewinn verliert wenn der Schieber 1,5mm nicht komplett öffnet .... hab ich keine Lust auszurechnen Warum die Shops da nicht drauf reagieren: keine Ahnung Zu viel am Rechner und zu wenig im Öl? Wie viele von den neuen 29euro sip Schiebern kann jemand für 26er brauchen?! Den 4.1er vielleicht wenn er ihn bearbeitet Ich kenne nun auch kaum noch jemanden der einen 24er fährt: die sind alle krumm. Dichtfläche nachschleifen geht 1x und beim nächsten Mal klemmt der Schieber. Und dann? Kaufen Sie sich gleich einen 26er Bei dem SI Trend schlafen sie alle! Das da ausgerechnet Steinzeit-Pinasco ganz vorne mitmischt ist ja kaum nachzuvollziehen. Der Venturi ist eine Bereicherung, ohne die Airbox ist kaum ein Resopuff ordentlich abstimmbar und der 26er R ist ein sauberer Wurf Tja1 Punkt







.thumb.jpg.9b066c8bf7cde81e084ce88643f48ef7.jpg)



.thumb.png.78c69dcb6f8fcf5e30d793f130d1817c.png)



























Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung