
Rangliste
-
batiste
Members6Punkte1.804Gesamte Inhalte -

LambrettaSX
Members5Punkte3.963Gesamte Inhalte -
PXler
Members4Punkte24.427Gesamte Inhalte -

Spiderdust
Globaler Moderator4Punkte25.078Gesamte Inhalte



Beliebte Inhalte
Inhalte mit der höchsten Reputation am 26.08.2016 in allen Bereichen anzeigen
-
5 PunkteBei nem 135er DR würde ich wenn nur die Leistungsentfaltung im Vordergrund stehen soll auch den SIP behalten, bei dem sehr drehzahlfreudigen 139er Malossi könnte ich mir aber sehr gut vorstellen dass er von der höheren Drehzahllage der 125er Box profitieren wird. Extrem wird der Unterschied aber sicherlich nicht sein. Getestet haben wir das aber auch nicht. Ich würde da die Entscheidung eher von anderen Anforderungen abhängig machen die ein Auspuff mitbringen sollte. (was für mich bei Boxen sowieso immer gilt) Wir verleihen übrigens zu Testzwecken alle unsere eigenen Auspuffanlagen wenn die Versandkosten übernommen werden. Bei den Boxen haben wir bisher immer wieder nur neue versendet oder verbaut da die Testanlage immer auch abgekauft werden durfte...5 Punkte
-
4 Punkte
-
3 Punkte
-
2 Punkte2 PunkteBei mir mal bastelfreies Wochenende. Dafür in den letzten Tagen die LML von viel Chrom befreit. Bis meine Halterungen für die UTAH Flyscreen kommen ist erstmal nix zu tun. Dann diese an Scheibenbremse anpassen und lackieren und fertig. Und noch die verstellbare CDI verbauen, die aus England unterwegs ist.2 Punkte2 Punkte2 Punkte...Ich heute Mittag nach Venlo ballern werde und mich DA so richtig voll mache2 Punkte2 PunkteSpontane abendliche Sommerrunde nach Steinhude...herrlich bei der warmen Luft...und...bereit für die nächsten 50.000

 2 Punkte1 PunktServus, nachdem ich immer mit Begeisterung die Umbau Geschichten lese will ich nun doch mein Projekt vorstellen. Aber ich warne euch es ist ein Langzeit Projekt. Basis ist eine verunfallte Acma V56. Bekommen wird Sie ein 210er Aggregat auf 8zoll. Ich bastele so vor mich hin plane eher selten weit voraus
2 Punkte1 PunktServus, nachdem ich immer mit Begeisterung die Umbau Geschichten lese will ich nun doch mein Projekt vorstellen. Aber ich warne euch es ist ein Langzeit Projekt. Basis ist eine verunfallte Acma V56. Bekommen wird Sie ein 210er Aggregat auf 8zoll. Ich bastele so vor mich hin plane eher selten weit voraus














 1 PunktDu kannst den Originalen Kopf ganz gut ohne zu bearbeiten auf 64 Hub fahren. Bin das über 15t km mit einer QS von 1,5 gefahren. Verdichtung weiß ich leider nicht auswendig, hab aber irgendwas von 13:1 im Kopf. Kopfbeabeitung bieten hier mehrere im GSF an. Da kannst du dann ja deine Wunschwerte genau angeben.1 Punkt1 PunktBin begeistert von... 1) Deinen Hobbys, 2) Deinem Enthusiasmus, 3) Deiner lückenlosen Dokumentation! Vielen Dank dafür!1 Punkt1 Punkt"Nimmst Du bitte deinen Schwanz vom Margarine-Deckel?" Sätze, die man nur sagen kann, wenn der andere weiß dass man Katzen hat. Oder: neulich bei pötpöts....1 PunktGroßes Update!! Bin mittlerweile gut vorangekommen mit meinem Projekt. Ich versuch´s mal der Reihe nach hier zu dokumentieren: Ich habe mich erstmal der restlichen Zerlegung in Einzelteile un der Lackbehandlung gewidmet. War ja alles recht verstaubt aber zum Glück scheinbar trocken gelagert. Unter´m Sitz konnte ich keine Roststellen am Blech erkennen und auch der Unterboden hatte überwiegend oberflächliche Rostflecken, da hat sich so eine Art "Rost-Korona" um die kleineren Roststellen gebildet, die aber gut wegzupolieren war (siehe Bilder). Den Lack habe ich folgendermaßen bearbeitet: 1.: Reinigung mit dem Schwamm mit Wasser und Spülmittel 2.: Reinigung mit Rotweiss Lackreiniger 3.: Polieren mit Rotweiss Polierpaste (4.: Bei Bedarf der Polierpaste etwas Rotweiss Schleif- und Polierpaste beigemischt) 5.: Den Vergaserraum, Motorraum und Unterboden mit Permafilm in mehreren Schichten versiegelt 6.: Alle Lackteile mit Owatrol Öl versiegelt, auch über den Rost aufgetragen (Oxyblock scheint ja leider nicht mehr lieferbar zu sein..) fehlt noch: Tunnel mit Fluid Film aussprühen -> sollte man scheinbar unbedingt NACH dem Einziehen des neuen Kabelbaums und der Züge machen, sonst bekommt man die nicht mehr zu greifen. Ich werde das als allerletztes tun, wenn der Roller endlich auf der Straße steht (und nicht mehr im Wohnzimmer ), nachdem ich nun weiß, wie unsagbar das Zeug stinkt!!! VORHER NACHHER Das Rücklicht war ein kleines Thema für sich da es nicht freigelegt war (siehe früheren Post). Da musste ich mit Terpentinöl dran (lt. O-Lack Topic Seite 1 das mildeste Mittelchen) und vorsichtig freilegen. Hat alles ganz gut funktioniert, der Dummbatz, der sie mal Silber lackiert hat, hat nur leider Schleif-Vorarbeit geleistet. Naja, halb so wild, passt gut zum Rest! VORHER NACHHER "Letzte Ölung" auf dem Balkon: Da die Trittleisten in der Mitte fehlten hab ich neue besorgt, allerdings gebraucht, damit sie zum Rest passen. Ich hab sie mit einfachen Kreuz-Schlitz-Blechschrauben montiert. An den äußeren Trittleisten fehlte mir leider eine Endkappe, auch da hab ich eine neue bekommen (Danke Felix!). Ich musste mir allerdings was einfallen lassen, da ich für eine einzige Niete keinen Nietkopfformer kaufen wollte. Ich hab letztendlich einfach ein Stück MDF auf etwa die Größe des Endstücklochs gesägt, mit Fräskopf eine Wölbung rausgedremelt und rundum passend auf das Endstückloch zugeschliffen. Zusammenpressen konnte ich an der Stelle alles mit einer Schraubzwinge. Hat gut geklappt, für ein paar Nieten voll ok, halten würde der MDF-Nietkopfformer allerdings nicht ewig, denke ich Nietkopfformer und Ergebnis: Tank: Innen alles top soweit, Glück gehabt. Lediglich nochmal mit Benzin durchgespült und kleine Mockebrockis mit nem Tuch rausgeholt. Außen hat leider mal jemand mit dem Schraubenzieher dran rumgedengelt, infolgedessen ist ein kleines Loch entstanden, glücklicherweise oben unter dem Halteblech mit den Gewinden für die Sitzbankaufnahme. Vielleicht kann man da oben einfach von außen mit etwas Knetmetall drangehen? Schweißen ist da ja eher schlecht..... INNENLEBEN Die Vespa kam ziemlich zerlegt aber im Originalzustand zu mir. Der Motor war noch zusammengebaut und wurde von Felix (und wieder: DANKEEEE!!!!!) und mir revidiert. Also alle Verschleißteile und Lager neu. Der Part dann ausnahmsweise mal nicht im Wohnzimmer.. Der Original Fuffi-Zylinder wurde jetzt durch einen 102er Pinasco Alu-Zylinder ersetzt, der Vergaser wurde dementsprechend vom 16er auf einen 19er angepasst. Außerdem gibt´s statt 3 Gängen jetzt 4 (Danke Ju!). 3.00er Primär habe ich gebraucht erstanden, ebenso die Banane (und den Tacho), hier nochmal DANKE an die Verkäufer aus dem GSF! Mir wurde nahegelegt eine Vespatronic zu verbauen, also auch das, rein damit. Ich glaube das letzte wesentliche Neuteil ist der BGM Pro Dämpfer vorne (für hinten hat´s Geld leider nicht mehr gereicht, da sitzt noch der alte drin ). Hupe gab´s nur ne Attrappe, daher hab ich auch da eine "echte" gekauft. Zu den ganzen Teilen, bei denen klar war, dass sie erneuert werden müssten, gesellten sich leider noch etliche abgerissene Schrauben und (zahllose!!!!!!!!!!) Kleinteile, deren Fehlen erst beim Zusammenbau auffiel (so auch einer der Gummipuffer für die Sitzbank, wie ich eben gemerkt habe )... Der aktuelle Stand ist jetzt (...im Wohnzimmer): Zusammengebaut bis auf den Tank und die Sitzbank. Die Vespatronic muss noch abgeblitzt werden und dann kann ich die erste Fahrt starten! Hier die letzten aktuellen Bilder vom Zusammenbau: Bilder werden folgen!
1 PunktDu kannst den Originalen Kopf ganz gut ohne zu bearbeiten auf 64 Hub fahren. Bin das über 15t km mit einer QS von 1,5 gefahren. Verdichtung weiß ich leider nicht auswendig, hab aber irgendwas von 13:1 im Kopf. Kopfbeabeitung bieten hier mehrere im GSF an. Da kannst du dann ja deine Wunschwerte genau angeben.1 Punkt1 PunktBin begeistert von... 1) Deinen Hobbys, 2) Deinem Enthusiasmus, 3) Deiner lückenlosen Dokumentation! Vielen Dank dafür!1 Punkt1 Punkt"Nimmst Du bitte deinen Schwanz vom Margarine-Deckel?" Sätze, die man nur sagen kann, wenn der andere weiß dass man Katzen hat. Oder: neulich bei pötpöts....1 PunktGroßes Update!! Bin mittlerweile gut vorangekommen mit meinem Projekt. Ich versuch´s mal der Reihe nach hier zu dokumentieren: Ich habe mich erstmal der restlichen Zerlegung in Einzelteile un der Lackbehandlung gewidmet. War ja alles recht verstaubt aber zum Glück scheinbar trocken gelagert. Unter´m Sitz konnte ich keine Roststellen am Blech erkennen und auch der Unterboden hatte überwiegend oberflächliche Rostflecken, da hat sich so eine Art "Rost-Korona" um die kleineren Roststellen gebildet, die aber gut wegzupolieren war (siehe Bilder). Den Lack habe ich folgendermaßen bearbeitet: 1.: Reinigung mit dem Schwamm mit Wasser und Spülmittel 2.: Reinigung mit Rotweiss Lackreiniger 3.: Polieren mit Rotweiss Polierpaste (4.: Bei Bedarf der Polierpaste etwas Rotweiss Schleif- und Polierpaste beigemischt) 5.: Den Vergaserraum, Motorraum und Unterboden mit Permafilm in mehreren Schichten versiegelt 6.: Alle Lackteile mit Owatrol Öl versiegelt, auch über den Rost aufgetragen (Oxyblock scheint ja leider nicht mehr lieferbar zu sein..) fehlt noch: Tunnel mit Fluid Film aussprühen -> sollte man scheinbar unbedingt NACH dem Einziehen des neuen Kabelbaums und der Züge machen, sonst bekommt man die nicht mehr zu greifen. Ich werde das als allerletztes tun, wenn der Roller endlich auf der Straße steht (und nicht mehr im Wohnzimmer ), nachdem ich nun weiß, wie unsagbar das Zeug stinkt!!! VORHER NACHHER Das Rücklicht war ein kleines Thema für sich da es nicht freigelegt war (siehe früheren Post). Da musste ich mit Terpentinöl dran (lt. O-Lack Topic Seite 1 das mildeste Mittelchen) und vorsichtig freilegen. Hat alles ganz gut funktioniert, der Dummbatz, der sie mal Silber lackiert hat, hat nur leider Schleif-Vorarbeit geleistet. Naja, halb so wild, passt gut zum Rest! VORHER NACHHER "Letzte Ölung" auf dem Balkon: Da die Trittleisten in der Mitte fehlten hab ich neue besorgt, allerdings gebraucht, damit sie zum Rest passen. Ich hab sie mit einfachen Kreuz-Schlitz-Blechschrauben montiert. An den äußeren Trittleisten fehlte mir leider eine Endkappe, auch da hab ich eine neue bekommen (Danke Felix!). Ich musste mir allerdings was einfallen lassen, da ich für eine einzige Niete keinen Nietkopfformer kaufen wollte. Ich hab letztendlich einfach ein Stück MDF auf etwa die Größe des Endstücklochs gesägt, mit Fräskopf eine Wölbung rausgedremelt und rundum passend auf das Endstückloch zugeschliffen. Zusammenpressen konnte ich an der Stelle alles mit einer Schraubzwinge. Hat gut geklappt, für ein paar Nieten voll ok, halten würde der MDF-Nietkopfformer allerdings nicht ewig, denke ich Nietkopfformer und Ergebnis: Tank: Innen alles top soweit, Glück gehabt. Lediglich nochmal mit Benzin durchgespült und kleine Mockebrockis mit nem Tuch rausgeholt. Außen hat leider mal jemand mit dem Schraubenzieher dran rumgedengelt, infolgedessen ist ein kleines Loch entstanden, glücklicherweise oben unter dem Halteblech mit den Gewinden für die Sitzbankaufnahme. Vielleicht kann man da oben einfach von außen mit etwas Knetmetall drangehen? Schweißen ist da ja eher schlecht..... INNENLEBEN Die Vespa kam ziemlich zerlegt aber im Originalzustand zu mir. Der Motor war noch zusammengebaut und wurde von Felix (und wieder: DANKEEEE!!!!!) und mir revidiert. Also alle Verschleißteile und Lager neu. Der Part dann ausnahmsweise mal nicht im Wohnzimmer.. Der Original Fuffi-Zylinder wurde jetzt durch einen 102er Pinasco Alu-Zylinder ersetzt, der Vergaser wurde dementsprechend vom 16er auf einen 19er angepasst. Außerdem gibt´s statt 3 Gängen jetzt 4 (Danke Ju!). 3.00er Primär habe ich gebraucht erstanden, ebenso die Banane (und den Tacho), hier nochmal DANKE an die Verkäufer aus dem GSF! Mir wurde nahegelegt eine Vespatronic zu verbauen, also auch das, rein damit. Ich glaube das letzte wesentliche Neuteil ist der BGM Pro Dämpfer vorne (für hinten hat´s Geld leider nicht mehr gereicht, da sitzt noch der alte drin ). Hupe gab´s nur ne Attrappe, daher hab ich auch da eine "echte" gekauft. Zu den ganzen Teilen, bei denen klar war, dass sie erneuert werden müssten, gesellten sich leider noch etliche abgerissene Schrauben und (zahllose!!!!!!!!!!) Kleinteile, deren Fehlen erst beim Zusammenbau auffiel (so auch einer der Gummipuffer für die Sitzbank, wie ich eben gemerkt habe )... Der aktuelle Stand ist jetzt (...im Wohnzimmer): Zusammengebaut bis auf den Tank und die Sitzbank. Die Vespatronic muss noch abgeblitzt werden und dann kann ich die erste Fahrt starten! Hier die letzten aktuellen Bilder vom Zusammenbau: Bilder werden folgen!



















 1 Punkt1 Punkt1 Punkt....Reflektoren werden nicht verchromt sondern bedampft...nur mal so. Es gab da mal ne Firma in Berlin die das gut und günstig gemacht hat (Peter 030-686-3677). Kannst ja anrufen und nachfragen. Gruß Jan1 PunktDello 16/10 sollte eigentlich mit einer HD52 zurecht kommen. ND38 paßt. Erstaunlich, daß trotz HD58 bei Volllast Choke hinzugeschaltet werden konnte ohne zu viertakten. Ist Falschluft denkbar?1 PunktHabs wie beschrieben gemessen, 10/100 geht fluffig rein, 15/100 mit kraft. Sollte also passen. Ein Parmadr! Einzig der Boostport passt nicht so richtig. Das fenster im Kolben ist etwas tief. Wenn man lust hat kann man den ausschnitt im Fuss für den Boostport etwas verlängern, der hat oben aber schon kaum querschnitt. Gleich kommt der Polinikopf noch drauf. Ich werde berichten.1 Punkt1 Punktich mein, man macht sich immer zu viel sorgen, was das kaltmetall angeht. aber wenn es den kopf und die seele beruhigt ist das schon ok.1 Punkt1 PunktGenau das gilt's zu verhindern... aber wenn das Zeuch im Feldtest für gut befunden ist, hälts auch am Vespapanzer mit gefühlten 1500% Redundanz...1 Punkt1 Punkthttp://www.scooter-center.com/medias/sys_master/8910879293470/Einbauanleitung (9077011S).pdf.pdf1 Punkt1 Punkt1 Punkt1 Punkt... hat auch Luftfahrtzulassung und hält als temprepair zum Beispiel auch an beheizten Flügelvorderkanten Temperaturen von -60 bis + 105C bei zwischendurch 850km/h und durchaus flexendem Untergrund relativ dauerhaft, daher ist das meine erste Wahl, auch wenns sackteuer ist...1 Punkt1 Punkt1 Punkt1 PunktIch schmeiß mal noch Loctite AL1 in den Ring, ist für mich das haltbarste, was mir bis jetzt untergekommen ist. Also Hysol 3479A/B.1 Punkt1 PunktWEnn das Ding aufs Wohnmobil soll würde ich zusehen, dass die Rübe wenig Gewicht hat. Mein Tipp: Honda Innova......das meistproduzierte motorisierte Zweirad der Welt! Wiegt fast nix, hat einen absolut unkaputtbaren Viertakter und eine Schaltung. Die Dinger fahren seit nem halben Jahrhundert auf der ganzen Welt rum, kosten sogut wie nix und brauchen unglaublich wenig Sprit. Hässlich wie die Nacht.....aber das ist ne Cosa auch1 PunktFeierabend! Jetzt noch packen und ab Richtung celle. Das wird bestimmt ne verdammte hitze mit Lederjacke1 Punkt1 PunktWir haben ein "Schwedenhaus" und komplett aus Holz gebaut. Für den gesamten Anstrich (in rot mit weißen Applikationen) haben wir jeweils eine spezielle skandinavische Holzfarbe verwendet. Wir waren der Überzeugung, dass wenn jemand Ahnung davon hat, wie man skandinavische Holzhäuser, die seit hunderten von Jahren in Skandinavien gebaut werden, vor den entsprechenden Wetterbedingungen mit viel Regen, kurzen heißen Sommern und langen kalten Wintern optimal schützt, dann die Skandinavier selber. Die Farbe kommt aus Norwegen, heißt "Tjæralin" und beinhaltet u.a. Kiefernharzdestillat und Leinöl, welche besonders gut in das Holz eindringen und die Oberfläche widerstandfähig gegen den stetigen Wechsel von Wärme und Kälte machen sollen. Trotzdem kann das Holz noch atmen und wird nicht versiegelt, so dass Feuchtigkeit und Pilzfäule vermieden werden sollen. Die Farbe ist sehr dickflüssig und deckt extrem gut. Bisher (nach nun 2 Jahren) ist der Anstrich nach wie vor tipp topp und ich hoffe, dass das so bleibt. Die Farbe ist eine Grundierung (Imprägnierung), Ölbeize, Öldeckbeize und Ölfarbe in ein und demselben Produkt. Die Farbe ist leider nicht billig. 3 Liter kosten 98,- Euro, 10 Liter kosten 204,- Euro jeweils zzgl. Versand, aber die Farbe ist sehr (!) ergiebig. Wenn Du deine Holzverkleidung streichen willst, wirst Du diese - falls bereits schon (mit Lasur oder anderer Farbe) gestrichen - komplett ab-/anschleifen müssen und dann erst die Holzfarbe auftragen können. Wenn Du das machen willst, o.k. Ansonsten würde ich ggf. auch überlegen, falls das kostenmäßig drin ist, die Verkleidung tatsächlich - wie schon von Nakkl geschrieben - aus Blech (oder Kupfer) zu machen.1 PunktJo hatte noch ne Kerze gefunden, die habe ich dann eingeschraubt und angemacht Gutes Gelingen Ich fahr lieber bei dem Wetter1 PunktDeine PM40 Kurve ist für die Peripherie schon ganz gut. Wenn du die 20+ anstrebst musst du den Auslass angreifen und mehr VA schaffen, um potente RAP füttern zu können. Dann ist aber leider Schluss mit deiner schönen runden Kurve und du wirst bei einer typischen Resokurve mit 8-10 PS vor Reso und dann eben bei deinen 20+ Peak landen. Fährt sich dann halt wesentlich anders und du musst für dich entscheiden wo du hin willst. Mit dem aktuellen Auslass bzw. dessen Steuerzeit macht es halt null Sinn eine wirkliche Resoanlage drauf zu schnallen, hast du an der Kurve der Bertha gesehen. Das bringt erst ab VA 30-32 Leistung.1 PunktWie schön sich 2 Hobbies verbinden lassen 8-). Eigentlich sogar 3 8-)
1 Punkt1 Punkt1 Punkt....Reflektoren werden nicht verchromt sondern bedampft...nur mal so. Es gab da mal ne Firma in Berlin die das gut und günstig gemacht hat (Peter 030-686-3677). Kannst ja anrufen und nachfragen. Gruß Jan1 PunktDello 16/10 sollte eigentlich mit einer HD52 zurecht kommen. ND38 paßt. Erstaunlich, daß trotz HD58 bei Volllast Choke hinzugeschaltet werden konnte ohne zu viertakten. Ist Falschluft denkbar?1 PunktHabs wie beschrieben gemessen, 10/100 geht fluffig rein, 15/100 mit kraft. Sollte also passen. Ein Parmadr! Einzig der Boostport passt nicht so richtig. Das fenster im Kolben ist etwas tief. Wenn man lust hat kann man den ausschnitt im Fuss für den Boostport etwas verlängern, der hat oben aber schon kaum querschnitt. Gleich kommt der Polinikopf noch drauf. Ich werde berichten.1 Punkt1 Punktich mein, man macht sich immer zu viel sorgen, was das kaltmetall angeht. aber wenn es den kopf und die seele beruhigt ist das schon ok.1 Punkt1 PunktGenau das gilt's zu verhindern... aber wenn das Zeuch im Feldtest für gut befunden ist, hälts auch am Vespapanzer mit gefühlten 1500% Redundanz...1 Punkt1 Punkthttp://www.scooter-center.com/medias/sys_master/8910879293470/Einbauanleitung (9077011S).pdf.pdf1 Punkt1 Punkt1 Punkt1 Punkt... hat auch Luftfahrtzulassung und hält als temprepair zum Beispiel auch an beheizten Flügelvorderkanten Temperaturen von -60 bis + 105C bei zwischendurch 850km/h und durchaus flexendem Untergrund relativ dauerhaft, daher ist das meine erste Wahl, auch wenns sackteuer ist...1 Punkt1 Punkt1 Punkt1 PunktIch schmeiß mal noch Loctite AL1 in den Ring, ist für mich das haltbarste, was mir bis jetzt untergekommen ist. Also Hysol 3479A/B.1 Punkt1 PunktWEnn das Ding aufs Wohnmobil soll würde ich zusehen, dass die Rübe wenig Gewicht hat. Mein Tipp: Honda Innova......das meistproduzierte motorisierte Zweirad der Welt! Wiegt fast nix, hat einen absolut unkaputtbaren Viertakter und eine Schaltung. Die Dinger fahren seit nem halben Jahrhundert auf der ganzen Welt rum, kosten sogut wie nix und brauchen unglaublich wenig Sprit. Hässlich wie die Nacht.....aber das ist ne Cosa auch1 PunktFeierabend! Jetzt noch packen und ab Richtung celle. Das wird bestimmt ne verdammte hitze mit Lederjacke1 Punkt1 PunktWir haben ein "Schwedenhaus" und komplett aus Holz gebaut. Für den gesamten Anstrich (in rot mit weißen Applikationen) haben wir jeweils eine spezielle skandinavische Holzfarbe verwendet. Wir waren der Überzeugung, dass wenn jemand Ahnung davon hat, wie man skandinavische Holzhäuser, die seit hunderten von Jahren in Skandinavien gebaut werden, vor den entsprechenden Wetterbedingungen mit viel Regen, kurzen heißen Sommern und langen kalten Wintern optimal schützt, dann die Skandinavier selber. Die Farbe kommt aus Norwegen, heißt "Tjæralin" und beinhaltet u.a. Kiefernharzdestillat und Leinöl, welche besonders gut in das Holz eindringen und die Oberfläche widerstandfähig gegen den stetigen Wechsel von Wärme und Kälte machen sollen. Trotzdem kann das Holz noch atmen und wird nicht versiegelt, so dass Feuchtigkeit und Pilzfäule vermieden werden sollen. Die Farbe ist sehr dickflüssig und deckt extrem gut. Bisher (nach nun 2 Jahren) ist der Anstrich nach wie vor tipp topp und ich hoffe, dass das so bleibt. Die Farbe ist eine Grundierung (Imprägnierung), Ölbeize, Öldeckbeize und Ölfarbe in ein und demselben Produkt. Die Farbe ist leider nicht billig. 3 Liter kosten 98,- Euro, 10 Liter kosten 204,- Euro jeweils zzgl. Versand, aber die Farbe ist sehr (!) ergiebig. Wenn Du deine Holzverkleidung streichen willst, wirst Du diese - falls bereits schon (mit Lasur oder anderer Farbe) gestrichen - komplett ab-/anschleifen müssen und dann erst die Holzfarbe auftragen können. Wenn Du das machen willst, o.k. Ansonsten würde ich ggf. auch überlegen, falls das kostenmäßig drin ist, die Verkleidung tatsächlich - wie schon von Nakkl geschrieben - aus Blech (oder Kupfer) zu machen.1 PunktJo hatte noch ne Kerze gefunden, die habe ich dann eingeschraubt und angemacht Gutes Gelingen Ich fahr lieber bei dem Wetter1 PunktDeine PM40 Kurve ist für die Peripherie schon ganz gut. Wenn du die 20+ anstrebst musst du den Auslass angreifen und mehr VA schaffen, um potente RAP füttern zu können. Dann ist aber leider Schluss mit deiner schönen runden Kurve und du wirst bei einer typischen Resokurve mit 8-10 PS vor Reso und dann eben bei deinen 20+ Peak landen. Fährt sich dann halt wesentlich anders und du musst für dich entscheiden wo du hin willst. Mit dem aktuellen Auslass bzw. dessen Steuerzeit macht es halt null Sinn eine wirkliche Resoanlage drauf zu schnallen, hast du an der Kurve der Bertha gesehen. Das bringt erst ab VA 30-32 Leistung.1 PunktWie schön sich 2 Hobbies verbinden lassen 8-). Eigentlich sogar 3 8-) 1 PunktIch hab auch schon seit ner Woche nen Arschbrand nach Celler Pils. Hängt bestimmt mit dem Wetter zusammen1 Punkt1 PunktIch habe gestern meine Teile vom verzinken erhalten . Es wird nun die nächste Zeit nochmal etwas vorwärts gehen.---Endspurt.
1 PunktIch hab auch schon seit ner Woche nen Arschbrand nach Celler Pils. Hängt bestimmt mit dem Wetter zusammen1 Punkt1 PunktIch habe gestern meine Teile vom verzinken erhalten . Es wird nun die nächste Zeit nochmal etwas vorwärts gehen.---Endspurt.
 1 PunktWeils einfach cool is und @Keule69und die anderen Affen gute und tolle Sachen bauen:https://m.facebook.com/story.php?story_fbid=1893802537513992&id=16210516847890801 Punkt1 PunktMoin, die Reisegruppe NORDERSTEDT ( huch,das bin ja nur ich) fährt zum Blauen Salon 2.0 nach Bargteheide. Gruß, Mo1 Punkt1 Punktmoin zusammen, dieses jahr wird eine team aus italien versuchen, auf dem salzsee in bonneville bei der speedweek (7.-15. august) einen rekord in 2 seitenwagenklassen zu fahren. mehr infos dazu gibt es bei fb. wer sich wundert, warum mit einer wideframe und mit seitenwagen: bei seitenwagen ist die min. felgengröße 10` und nicht 15`bei den soloklassen. ausserdem ist in der vintagemotorklasse noch kein rekord mit 100 und 125 gefahren worden. es heist also ankommen, und dann ist der rekord sicher... ich hatte meinen trip nach bonneville schon unabhängig von den italienern für dieses jahr geplant und werde mir das ganze live ansehen und hier berichten. vielleicht ist ja der ein oder andere sowieso in der gegend. ich kann dann gerne das salz-shuttle spielen, da mein mietwagen eh eingesaut (und hinterher peinlichst vom salz gereinigt) werden wird. gruss, stefan backup: http://www.scta-bni.org/bonneville-records.html http://www.bonnevilleracing.com/land-speed-records-at-the-bonneville-salt-flats/ http://www.speedhunters.com/2013/08/temple-of-speed-the-bonneville-salt-flats/1 Punkt1 Punktschon mal was von blowback und ölverschmierten filtern gehört?1 Punkt1 Punktkl hellou von serbien zum thema: gibts eigentlich ein statement von bgm/sck wie man gedenkt den topf besser zu produzieren / zu verstärken? Oder schweigen im walde... @Angeldust? ev topftausch auf neu zwex ursachenanalyse? oder ist das allgemein weniger interessant für den verkäufer... das ist der effekt der fehlenden kruemmer body verbindung das gesamte gewicht des grossen kruemmers wird samt schwingungen in den body übertragen und reisst dann langdam ein. tip des besitzers der obigen leiche: sobald vibrationen runter damit und check auf bereits eingerissen! dass ein topf um 200.- innert weniger tausend km derart zerreisst bzw fetzenhin ist wenn wir ehrlich sind, geht gar nicht.1 Punkt1 Punkt1 PunktWar denn in der Kupplung schon mal ein anderes Ritzel drin oder ist das Malossi Ding einfach zu klein? Das die Primärräder klemmen kommt leider vor. Selbst bei den Piaggio Nebenwellen schwankt das Maß der Freimachung zwischen 3.2 und 3.8. Die meisten Primärräder haben so um die 3.51 PunktSo, mein Koffer ist nun auch fertig Komplett zerlegt, was neu musste rein , Motor auf 177er , 12v Umbau , fertig
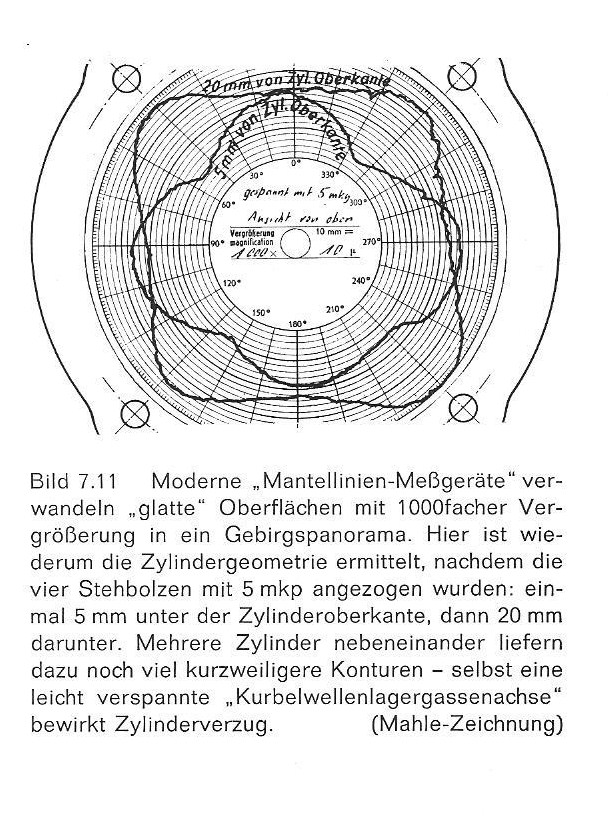
1 PunktWeils einfach cool is und @Keule69und die anderen Affen gute und tolle Sachen bauen:https://m.facebook.com/story.php?story_fbid=1893802537513992&id=16210516847890801 Punkt1 PunktMoin, die Reisegruppe NORDERSTEDT ( huch,das bin ja nur ich) fährt zum Blauen Salon 2.0 nach Bargteheide. Gruß, Mo1 Punkt1 Punktmoin zusammen, dieses jahr wird eine team aus italien versuchen, auf dem salzsee in bonneville bei der speedweek (7.-15. august) einen rekord in 2 seitenwagenklassen zu fahren. mehr infos dazu gibt es bei fb. wer sich wundert, warum mit einer wideframe und mit seitenwagen: bei seitenwagen ist die min. felgengröße 10` und nicht 15`bei den soloklassen. ausserdem ist in der vintagemotorklasse noch kein rekord mit 100 und 125 gefahren worden. es heist also ankommen, und dann ist der rekord sicher... ich hatte meinen trip nach bonneville schon unabhängig von den italienern für dieses jahr geplant und werde mir das ganze live ansehen und hier berichten. vielleicht ist ja der ein oder andere sowieso in der gegend. ich kann dann gerne das salz-shuttle spielen, da mein mietwagen eh eingesaut (und hinterher peinlichst vom salz gereinigt) werden wird. gruss, stefan backup: http://www.scta-bni.org/bonneville-records.html http://www.bonnevilleracing.com/land-speed-records-at-the-bonneville-salt-flats/ http://www.speedhunters.com/2013/08/temple-of-speed-the-bonneville-salt-flats/1 Punkt1 Punktschon mal was von blowback und ölverschmierten filtern gehört?1 Punkt1 Punktkl hellou von serbien zum thema: gibts eigentlich ein statement von bgm/sck wie man gedenkt den topf besser zu produzieren / zu verstärken? Oder schweigen im walde... @Angeldust? ev topftausch auf neu zwex ursachenanalyse? oder ist das allgemein weniger interessant für den verkäufer... das ist der effekt der fehlenden kruemmer body verbindung das gesamte gewicht des grossen kruemmers wird samt schwingungen in den body übertragen und reisst dann langdam ein. tip des besitzers der obigen leiche: sobald vibrationen runter damit und check auf bereits eingerissen! dass ein topf um 200.- innert weniger tausend km derart zerreisst bzw fetzenhin ist wenn wir ehrlich sind, geht gar nicht.1 Punkt1 Punkt1 PunktWar denn in der Kupplung schon mal ein anderes Ritzel drin oder ist das Malossi Ding einfach zu klein? Das die Primärräder klemmen kommt leider vor. Selbst bei den Piaggio Nebenwellen schwankt das Maß der Freimachung zwischen 3.2 und 3.8. Die meisten Primärräder haben so um die 3.51 PunktSo, mein Koffer ist nun auch fertig Komplett zerlegt, was neu musste rein , Motor auf 177er , 12v Umbau , fertig 1 Punkt1 PunktDarf ich fragen was die Kiste gekostet hat? Gern auch per pm. Grüße1 Punkt@Pamcakes, hallo, möchte auf keinen Fall zu "Schulmeisterisch" rüberkommen, aber bei Bohrungen, sowie die Maßhaltigkeit bei Bohrungen, wie diese fachgerecht benannt wird, wird hier im Topic einiges durcheinander geworfen. 1. Einbauspiel ist nicht Laufspiel, wurde ja schon richtiggestellt In einem Punkt hat der gute Mann aus der Wzg.-Ausgabe recht. Das eine Bohrung, mit Subito gemessen und danach gefertigt, sich beim GLD (Grenzlehrdorn) die Ausschussseite stecken lässt. Bei einer Messung mit 3 Punkt Messgerät, erfassen die Messschnäbel "nicht" den Ø der größten, "ovalen" Stelle, da die Messschnäbel nicht gegenüber angeordnet sind. Den Ø kann ich mit 3 Punkt sehr genau messen, wobei ich da auch an mehreren Stellen messen sollte! Mit dem 2 Punkt-Innenmessgerät, kann ich nur das Maß, sowie die Ovalität messen. Zylindrizität, wird mit dem jeweilig geeigneten Messmittel oben, mitte und unten gemessen. Die "Rundheit", muss ich mit einem "Mantellinien-Messgerät messen. (in der Fachsprache wird eine Bohrung als Mantel bezeichnet), dieser Mantel wird abgefahren und eine Linie aufgezeichnet, daher Mantellinie. Den Ø der Bohrung, kann ich ich bei dieser Messung nicht erfassen! Das Werkstück mit der Bohrung wird aufgespannt, auf ca. 0,01mm Rundlauf ausgerichtet, ein Taststift liegt an der Wandung an, dann dreht sich das Werkstück (in dem Fall der Zyli) ganz langsam, nach bisschen mehr wie 360° Umdrehung, stoppt das Messgerät, dann kann die Auswertung, mit Ausdruck, oder an PC übermittelt werden. So eine Messung mit ausrichten des Zyli, dauert ca. 30min. Werkstücke mit Ø von ca.10mm, dauern etwa 10min, wobei das ausrichten, den Hauptanteil ausmacht. Richtet man zu grob aus, verkleinern sich die auf dem Ausdruck sichtbaren Linien zu stark! Hier mal eine Zyli-Messung an mehreren Abständen, von oben, von Mahle, Zyli verschraubt! Auszug aus Helmut Hütten, "Schnelle Motoren seziert und frisiert" ISBN 3-87708-060-10 - 6. Auflage 1977- Seite 191 Hier wird auch veranschaulicht, woher die sogenannten "Stehbolzen-Klemmer" kommen! Gruß
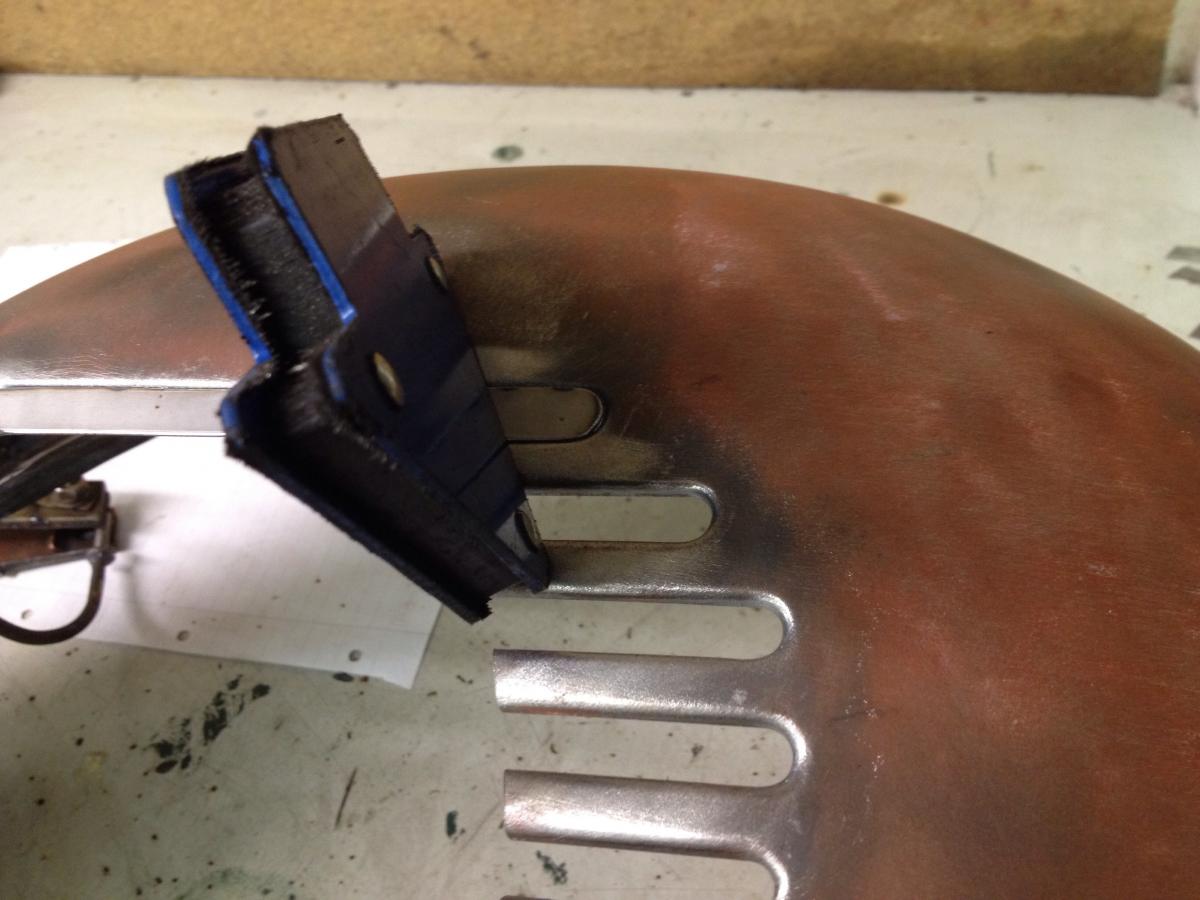
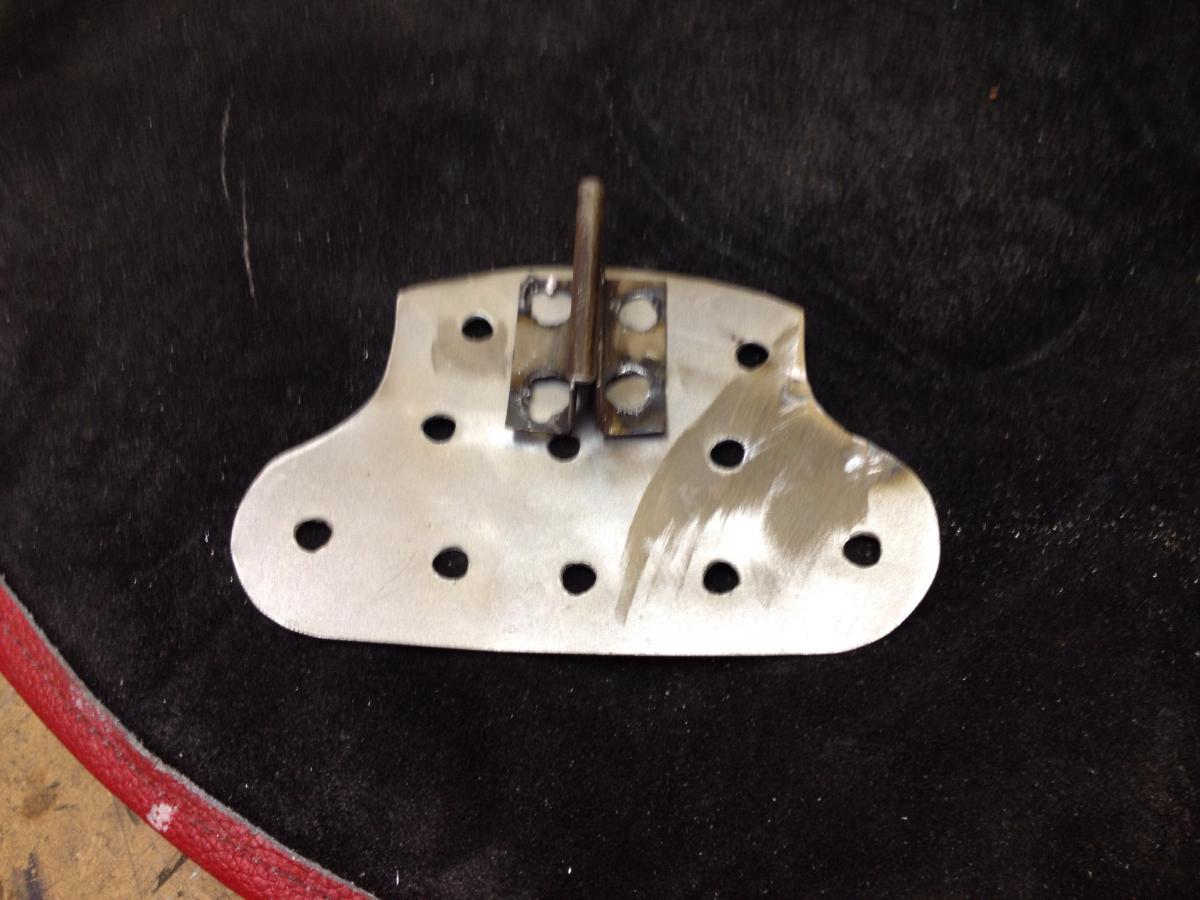
1 Punkt1 PunktDarf ich fragen was die Kiste gekostet hat? Gern auch per pm. Grüße1 Punkt@Pamcakes, hallo, möchte auf keinen Fall zu "Schulmeisterisch" rüberkommen, aber bei Bohrungen, sowie die Maßhaltigkeit bei Bohrungen, wie diese fachgerecht benannt wird, wird hier im Topic einiges durcheinander geworfen. 1. Einbauspiel ist nicht Laufspiel, wurde ja schon richtiggestellt In einem Punkt hat der gute Mann aus der Wzg.-Ausgabe recht. Das eine Bohrung, mit Subito gemessen und danach gefertigt, sich beim GLD (Grenzlehrdorn) die Ausschussseite stecken lässt. Bei einer Messung mit 3 Punkt Messgerät, erfassen die Messschnäbel "nicht" den Ø der größten, "ovalen" Stelle, da die Messschnäbel nicht gegenüber angeordnet sind. Den Ø kann ich mit 3 Punkt sehr genau messen, wobei ich da auch an mehreren Stellen messen sollte! Mit dem 2 Punkt-Innenmessgerät, kann ich nur das Maß, sowie die Ovalität messen. Zylindrizität, wird mit dem jeweilig geeigneten Messmittel oben, mitte und unten gemessen. Die "Rundheit", muss ich mit einem "Mantellinien-Messgerät messen. (in der Fachsprache wird eine Bohrung als Mantel bezeichnet), dieser Mantel wird abgefahren und eine Linie aufgezeichnet, daher Mantellinie. Den Ø der Bohrung, kann ich ich bei dieser Messung nicht erfassen! Das Werkstück mit der Bohrung wird aufgespannt, auf ca. 0,01mm Rundlauf ausgerichtet, ein Taststift liegt an der Wandung an, dann dreht sich das Werkstück (in dem Fall der Zyli) ganz langsam, nach bisschen mehr wie 360° Umdrehung, stoppt das Messgerät, dann kann die Auswertung, mit Ausdruck, oder an PC übermittelt werden. So eine Messung mit ausrichten des Zyli, dauert ca. 30min. Werkstücke mit Ø von ca.10mm, dauern etwa 10min, wobei das ausrichten, den Hauptanteil ausmacht. Richtet man zu grob aus, verkleinern sich die auf dem Ausdruck sichtbaren Linien zu stark! Hier mal eine Zyli-Messung an mehreren Abständen, von oben, von Mahle, Zyli verschraubt! Auszug aus Helmut Hütten, "Schnelle Motoren seziert und frisiert" ISBN 3-87708-060-10 - 6. Auflage 1977- Seite 191 Hier wird auch veranschaulicht, woher die sogenannten "Stehbolzen-Klemmer" kommen! Gruß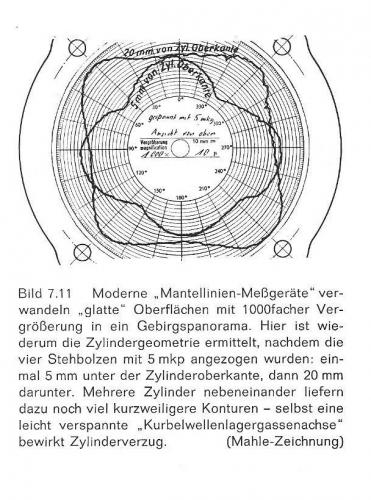 1 Punkt1 PunktSo heute ein bisschen weiter an der Backe gearbeitet Ausschnitt gemacht und den Rest zugeschweißt
1 Punkt1 PunktSo heute ein bisschen weiter an der Backe gearbeitet Ausschnitt gemacht und den Rest zugeschweißt


 1 Punkt1 PunktWeissblechdichtung (aus Red Bull Dose, Besatzerbrause ist doch pfui) plus Auspuffdichtmasse à la Gun Gum oder ähnliche (ist eh alles der gleiche Schmonzes) tut's bei mir so la la. einen feinen Sprühnebel habe ich am Kickstarter (Innenseite), aber Zylinder und Auspuff sind sauber. Das soll mir genügen.1 Punkt
1 Punkt1 PunktWeissblechdichtung (aus Red Bull Dose, Besatzerbrause ist doch pfui) plus Auspuffdichtmasse à la Gun Gum oder ähnliche (ist eh alles der gleiche Schmonzes) tut's bei mir so la la. einen feinen Sprühnebel habe ich am Kickstarter (Innenseite), aber Zylinder und Auspuff sind sauber. Das soll mir genügen.1 Punkt






























































































Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung