Yamawudri
Members
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von Yamawudri
-
Schön das Du so viele kerngesunde Bekannte hast, von meiner Frau eine tante starb daran elendiglich wie ein Hund, und ich habe genug Freunde bzw bekannte hier in Italien die auf ähnliche art einen ihrer Lieben an und net mit COVID krepieren (so darf man es Imho schon ruhig auch ohne Stalingradromantik nennen) sahen. Aber wenn der Botendienstfahrer und die Krankenschwester anderes behaupten sehe ich da auch vollste Priorität in deren Urteil, dann muß es ja faktisch wahr sein daß das alles nur Gerüchte und inszenierte pseudorealität mit Laiendarstellern ist!
-
Vor 2 Monaten genügte noch der Green pass im Papierformat bzw Nachweis von einem der 3G. Rlg Christian
-
@Scumandy Bei allem Reschpekt und Verständnis aber der oben erwähnte Liebhaber bin ich noch lang net ebensowenig wie Telefonlawine! Ich lasse mir ja noch einreden, Telefonjoker oder allwissende Müllhalde bzw Tipi-ältester (nicht Weißer), aber Liebhaber und Telefonlawine geht überhaupt net, bitte Autokorrektur kontrollieren. Kurz und Gut, ein lieber Freund von mir der beruflich mit ebendiesen Dingen beschäftigt ist empfahl in groben Zügen Pehaa's vorgangsweise. Herzliche Grüße Christian
-
@Kon Kalle Könnte natürlich sein wobei da hättest Du wahrscheinlich dann aber auch erhöhtes vertikales Ringspiel in den Nuten. Und wenn das Öl korrekt ist ovalisieren sich die Zylinder nicht bzw im Rahmen des normalen. Ich empfehle Motoröl für Harleys. Rlg Christian PS: zB Winkelmann oder gaschot bzw Kronester fragen.
-
@Kon Kalle Kw kann net schlecht gepresst sein weil die aus einem Stück geschmiedet bzw gegossen ist im Gegensatz zur Norton-Welle die geschraubt ist. Und so massiv wie das Trum ist braucht's da schon einiges damit man die Welle aus Form bringt. Die Laufbuchsen solltest Du genauer ansehen/messen ob sie uUst ovalisiert sind. Einer meiner Freunde hatte vor Jahrzehnten ähnliche Probleme (allerdings mit preunit) bis er auf Öle mit dementsprechender additivierung zurückgriff. Zum motoreninstandsetze kann und will ich nix sagen, außer das es in DE ggfls an die 4 Leute und in Wien 2 leute gäbe denen ich einen Triumphmotor überholen lassen würde. Zu etwaigen bohren, honen und kopfinstandsetzungen will ich schon gar nix bis noch weniger äußern weil dann die Luft noch dünner wird. Zu den Ventilführungen fällt mir nur ein das je nach verwendeten Führungsmaterial bzw führundsgdesign etc diese eigentlich deutlich länger haltbar sein sollten. Herzlich grüße Christian Ps: gegen das ölsiffen gibt es auch Abhilfe, so weit ich mich erinnere hatte doch die Triumph twin rotierende Motorentlüftung? Wenn die net genau eingestellt ist sifft es da ungemein ebenso wenn es massiv blowby gibt wie es wahrscheinlich in Deinem Fall war.
-
Motor von der trumpfette oder Auto? Möglicherweise falsche Ring / Laufbahnkombination. Auch möglich das der Zylinder schlicht nicht gebohrt und gehont würde, da es oftmals schlicht net notwendig ist Von der defekten Kopfdichtung kann es imho eigentlich nicht kommen. Rlg Christian
-
@citydick An und für sich gibt's da kaum Schwachstellen außer das sie halt im deutschsprachigen Bereich recht selten sind ähnlich anderer früh 70iger Yamahas (wie zB Xs1 etc) Bis auf Kurbelwelle (mW. ungeschlitzte Pleuel) gibt es kaum Schwachstellen eher das Blechteile inzwischen außerhalb der US schon bissl schwer zu kriegen sind. Motor macht wenn bissl überarbeitet extrem viel Spaß und an Tuningteilen gibt's in den US va Westküste noch fast alles was gut und verboten ist (ltmW legte DG ihre Tuningteile wieder auf). Viel Spaß damit und rlg Christian
-
@Style Guter Punkt an das dachte ich gar nicht! Rlg Christian
-
Ich wundere mich doch ein wenig über die vielen Blech Öfen. Wieso nicht einfach einen selber Mauern mit Schamotteziegel? Selber Mauern machen bei uns hier in der Gegend viele. Wir selber haben keinen Pizzaofen da ein Freund eine Pizzeria mit Hefekulturteig(Lievito madre) betreibt. Rlg und fröhliches backen Christian
-
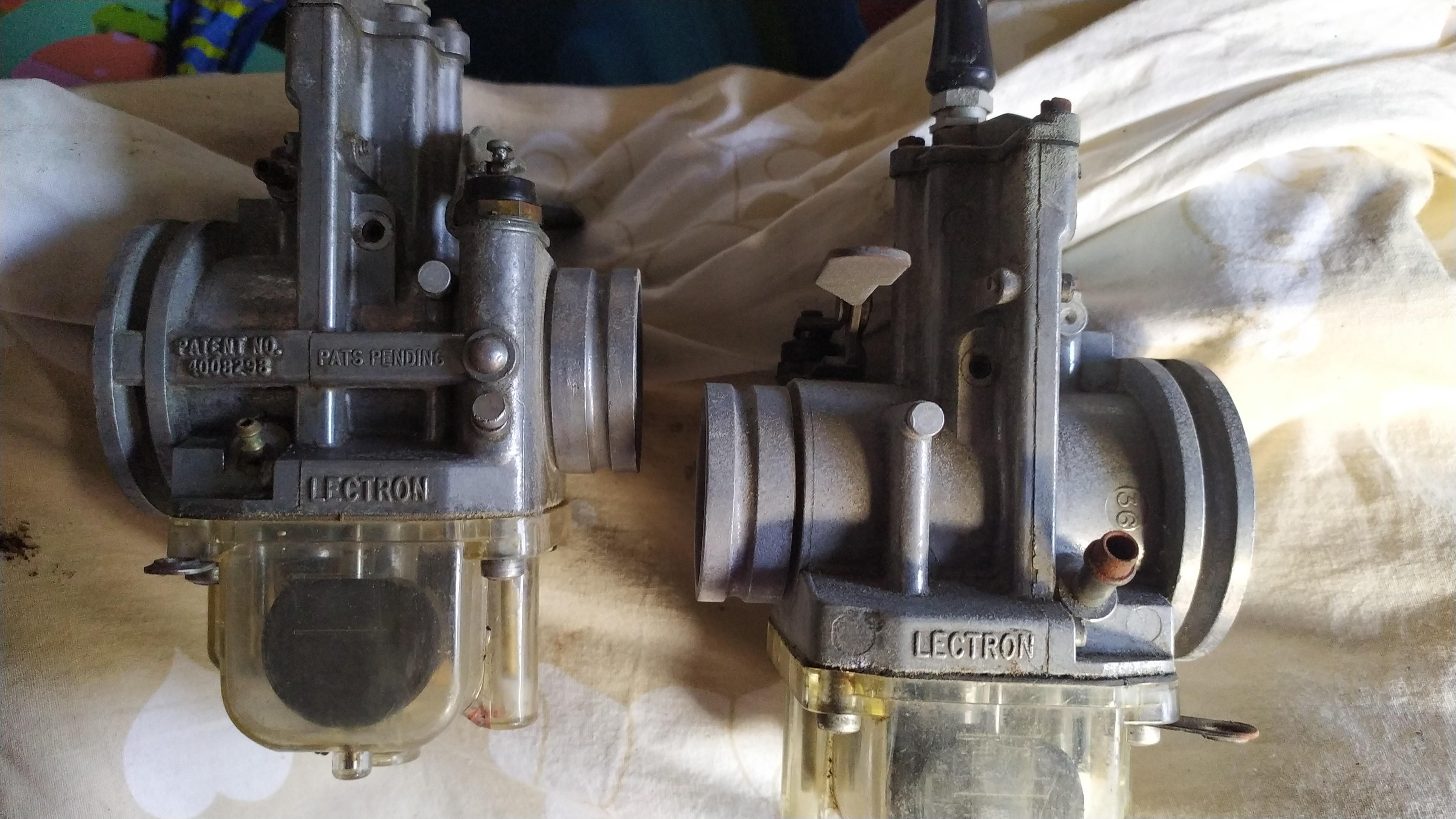
@pholgix Meiner ist nun in der px meines Schwiegervaters bereits seit 2jahren verbaut und abgesehen davon daß wir umdüsen mußten und ich Benzinpumpe verbaute funktioniert das Ding tadellos mit Trichter und hoher airbox. Schieberführung hat lt meiner Erinnerung gute 1.5-2mm auf jeder Seite. Ich würde ihn gesetzt der Annahme wieder umzudüsen und pumpe zu verwenden jederzeit wieder kaufen. Meine mich aber zu erinnern daß ich den Spritkanal nachbohren mußte was mich damals etwas ärgerte. Rlg Christian
-
Bzgl 911er, dazu muß man aber Luftkühler mögen Wenn schon dann corvair Corsa turbo, das wäre einmal etwas interessantes. Ansonsten geht nix über Knudsen Taunus, einfach eines der schönsten Autos. @heizerwarte auch schon sehnlichst meinen T4 als Oldtimer anmelden zu dürfen. Rlg Christian
-
Top, da steht als nächster Kauf dann bald die Automatik-lammy an, die sollte dann auch schon E-starter haben Rlg Christian
-
@Scumandy Nein nie gesehen aber ich habe eine lebhafte phantasie bzw interessante eigene Erfahrungen (noch aus meiner aktiven Rennzeit) bzw Hinwürfeln, dh auch meine Bemerkung bzgl des rollsplits und des Gegenverkehrs. Im übrigen fahre ich, bis auf wenigen sehr wenig befahrenen eher langsamen strecken kaum mehr im reifengrenzbereich da mir das Risiko für alle Verkehrsteilnehmer zu hoch ist und meine Interessen deutlicher im motorbereich als im Fahren liegen. @wolfgang Wahre Worte! Moped von meiner Herzensdame im Vordergrund

-
@Scumandy Genau dort (wastl am Wald, bzw ochssattel) hätte ich mir 2x fast das Bein ausgerenkt bzw das Knie demoliert als sich der Vorderradreifen aufgrund oa Straßenverhältnisse kurzfristig verabschiedete. Ua einer der Gründe wieso ich zeitweise so daher watschle Rlg Christian
-
Kaninchenzüchter (dieser Verdacht besteht bei meiner Person im Übrigen in keinster Weise) hin oder her, ohne moralinsauer klingen zu wollen, hilft alles nix wenn sich in der Kurve plötzlich ein Ölfleck oder Rollsplitt findet und man plötzlich auf die Gegenspur schlittert. Wobei die Neigungswinkel eh net so extrem sind und dh wahrscheinlich die geschwindigkeit eh im Rahmen blieb. Rlg Christian
-
-
Da frisst die "Pfuscher bei Pinasco" ja gleich der Neid wenn sie dieses Meisterwerk der Intschinörsleistung sehen. Kaum Kerbwirkung, ausgefeilteste Aerodynamik um die Wandrauhigkeit niedrig zu halten sodaß auch der Herr Reynolds seine Freude gehabt hätte, und offensichtliche Präzisionsfeinwuchtung wie sie nicht einmal Walter Hassan in seinen besten Zeiten hingebracht hätte. Ich verbleibe in großer Ehrfurcht absolut sprachlos. Rlg Christian
-
@kuchenfreund Dann hilft nur, wenn's finanziell verkraftbar bleiben soll: 1. Fiat 128 mit overbore und big valves. 2. Irgendein lampredi-motor derivat. 3. Autobianchi 112 oder Fiat 850 mit horizontal crossflow-kopf. 4. Best of all 1275 Mini oder Austin Sprite bzw Lotus s7 mit diesem Motor. 5. Ford Taunus mit 2.5 Pinto bzw lima Motor vorzugsweise von Esslinger. Herzliche Grüße Christian
-
Bin dzt beruflich im Ausland und hab dh auch wenig möglich mich zu erkundigen, aber soweit ich es beurteilen kann: 1. Uust. Schwierig ein fahrzeug ohne Hauptwohnsitz und ohne Italienischer Zulassung/homologation anmelden zu können. 2. Wahrscheinlich die beste Lösung wäre einen Versicherungsagentur/Büro in Südtirol anzurufen und Diese zu befragen und ggfs damit zu beauftragen da es ohne Versicherungsbüro mit der Anmeldung in Italien sowieso eher schwarz aussieht abgesehen davon daß man Rambo im Dschungel der italienischen Bürokratie sein will. Herzliche Grüße Christian
-
@Twostroke500 Wie ist der Motor fahrbar mit TR750 porting (hatte ja ltmW Elendsbreite Transfer Ports und relativ hohe Steuerzeiten)? Artikel ist sehr interessant, der Rahmenbauer ist das derjenige der sich die seeley Mk3-4 Kopien baut/schweißt? Rlg Christian
-
Bei mir sollte sich hoffentlich auch ein bisschen etwas nach den letzten verschlafenen (dank Studium, Familie, Arbeit etc etc) Jahrzehnten tun. Oh well gut Ding braucht Zeit. Rlg und Kompliment für die schöne welle @tim ey


-
Zum Thema kann man ja ruhig etwas machen und einen Diskurs starten, aber es endet ja meist in einem Monolog. Vor allem müsste man sich ja bei einem Diskurs (wie man es eigentlich von jemanden der Ingenieurswesen gerüchteweise studiert hat erwarten würde) Gegenkommentaren stellen und va differenzierter Sichtweise. Alles nicht vorhanden, oh well, so lange es nicht im Technikteil ist. Nachdem ich trotz allem relativ old school bin wundere ich mich trotzdem wie vehement und ohne nachdenken sich manche Leute selber Bloßstellen, was mir persönlich hochnotpeinlich wäre. Rlg Christian
-
Ich persönlich finde es ja verwunderlich mit welcher Hingabe sich Mancheiner, bzw meist eh immer der Selbe, desavouiert. Chapeau, gut gemacht mit solchen Beiträgen weiß selbst der Dümmste das Du keine Ahnung von Mechanik hast! Wenn es nicht so traurig wäre ist es ja schon eigentlich wieder lustig, wobei Gerüchte behaupten das Du eigentlich in Wien Ingenieurswesen studiert hättest, was mich dann doch sehr verwundert (außer Du wärst im Türkisen Regierungsteam einer dieser Kapazunder), aber bitte mein Gott, mich betrifft es ja nicht. Rlg Christian
-
Da geb ich @Scumandyvollkommen Recht, weil imho jeder der uuunbedingt Urlaub in Porto Roc machen will das eh einmal hinterfragen sollte wenn er mit 50-80km mehr absolute Traumcampingplätze finden könnte. Und die Suderei bzgl der Vignette finde ich persönlich auch ein bissl erbsenzählerei, aber gut ist nicht meine Diskussion, ich mein wer unbedingt nach SLO will, dann, na ja, vorwärts, los. rlg Christian
-
@heizer Punta sabbione? Rlg und gute Erholung/Entspannung Christian