
BerntStein
Members
-
Benutzer seit
-
Letzter Besuch
-
Derzeit
Liest ein Thema: Transportsicherung, hebebühnenbefestigung für vespa
Alle Inhalte von BerntStein
-
Weil es mir grad so schön auffiel: Meine VT hat >o,5mm Luftspalt (beide Seiten zusammen >1mm) d.h. wer den Verdacht hat, dass sein Polrad zuwenig magnetisiert ist, kann doch mit z.B. o,2 Hasberg-Folie (=Lehrenband) auf den Magneten den Luftspalt verringern Weniger Luftspalt sollte den magn. Fluß in der Spule erhöhen - bis der Kern halt gesättigt ist Die Leistung sollte dann entsprechend früher anliegen. (?) Allerdings ist die Frage, ob das das Signal an die CDI dadurch unzulässig verrumpelt. Die Folie auf die Magnete zu pappen, müsste mit Epoxi gut gehen. Drangezogen wird die Folie ja von der Magnetkraft. Evtl. noch was dazulegen um die Kraft zu erhöhen.
-
11,8 Pleuel und Welle 35 : ETS meceur
-
Mei Danke Rainer ! Jetzt kommt das Balsam aber tatsächlich an hier. Wenn Du noch was zu verteilen hast: Baldriantee könnt ich grad auch noch gebrauchen. Jetzt nicht wegen der Vespa. Ich versuche bei allen Komponenten darauf zu achten, wo das Maximum liegt. Meistens versuche ichs dann auch zu kaufen zu kriegen.
-
Die VT funktioniert mit original VT-Regler auch einwandfrei, könnte man sagen. Mein Post setzt natürlich voraus, dass man das Quäntchen mehr sucht. Ganz im Ernst glaube ich, dass weniger Verluste, weniger Wärmeentwicklung und weniger Alterung erstrebenswert sein dürften. Ist von Fall zu Fall bestimmt unterschiedlich wichtig.
-
Wenn sonst keiner was neues hat : http://www.triumphra...or-upgrade.html Shindengen Mosfet-Regler. Bin ich drüber gestolpert kurz nachdem ich den SH633 geordert habe. :wacko: KurzKommentar was Mosfet für uns bedeutet: weniger Spannungsabfall, weniger Wärmeentwicklung. Weniger Alterung. Ich wollte schon immer wissen, was der SH650 und 633 für Regler sind...nun weiß ich: Das sind veraltete Konstruktionen, da Thyristor-Typen. Wer es englisch liebt: http://www.superhawk...117/#post297866 where to buy www.roadstercycles.com nennt Preise
-
aus persönlicher Erfahrung: ggf. auch die verschiedenen Vergleichstypen der Hersteller durchtesten. Beispielsweise hat mein Polini damals mit der Bosch ewig Ruß an der Kerze gehabt. Die NGK-Vergleichstype passte etwas besser und lief TOP. Die Boschkerze will ich damit nicht in Frage stellen - nur dass manche Motoren vielleicht bisschen wählerisch sein können. Gruß Bernt
-
@barnie Da das in meinem Fachkreis liegt: ich tippe darauf, dass man das besser mit "geringere Massenträgheit" formuliert. Hat natürlich aber letztendlich auch was mit Hebelverhältnissen zu tun. Und dann kommt man da allmählich in Bereiche, wo das Bauteil in sich anfängt zu schwingen usw. Ist aber ganz klar noch so richtig Technik, der man beim funktionieren zusehen kann. Herrlich!
-
Ich kenne keinen Drehschererpabst? Aber egal. Ist ja mal immerhin eine Zahl. Das wären ja schon so diverse mm am DS-Umfang. Grob geschätzt kann ich sagen wir so 2-3mm drauflegen. Das wären 3-4°. Also gaanz grob auf mein Gehäuse bezogen vielleicht 64° - ohne vorher rumzuschweissen, zu spineln oder sonstige gröbere Aktionen. Ist halt wegen meiner 48mm Hubwelle weil es hier grad so schön passt. Kann ja eigentlich nicht zuviel sein kommt mir vor?
-
deswegen wirds bei mir ja immer bisschen teurer. Dass ich die Zange jetzt nicht brauche für Milliampere Kriechstrom ist mir schon klar. 5A Lichtstrom bequem messen usw. kommt ja auch irgendwann daher. Also gleich richtig kaufen. Halbe Sachen kann ich nicht recht leiden.
-
Also riskier´ ichs ohne Schalter. Danke schonmal ! Multimeter hmhmjaja. Ich habe eins in 300km Entfernung liegen. Und wenn ich mir was kaufe wirds immer gleich so teuer. Conrad hat da grad was mit Stromzange im Angebot... An sich wollte ich mal mit Oszi und Stromzange saubere Messungen machen. Aber ob ich mir das demnächst ausleihe steht in den Sternen.
-
Aaaaah deswegen reden wir aneinander vorbei! Edit: Kurzform: Was Du mit der Karosserie-Masse erreichen willst, ist bei mir ein schwarzes Kabel an jedem Verbraucher. Bei mir gibbet keine Karosserie-Masse am Verbraucher meines Wissens nach. Wenn dann nur aus Versehen. Geht alles nur über schwarze Rückstrippe 1mm²! Vielleicht berührt da mal was die Karosserie bissle. Aber Prinzipiell gibt es an meiner Installation immer zusätzlich ein schwarzes Kabel zur Sicherstellung korrekter Masse. Sicherung 10A vorm Batterieplus habe ich schon gedrahtet. (durchsichtiger Feinsicherungshalter von Conrad. Nicht begeisternd - aber sollte gehen.) Muß ich da zum Regler echt noch einen Schalter reinsetzen oder nur zu den Verbrauchern? Alle Verbraucher laufen schon über ihre Schalter. Der Regler hängt ununterbrochen mit Plus und Minus an der Batterie. Kriecht die Batterie dann leer? Den Shindengen habe ich noch nicht da. Soll ich dann lieber einen anderen nehmen?
-
aber wo schließt sich dieser Stromkreis dann? Da strömt doch dann nix. Ich will gerne glauben, dass ich da einen Denkfehler drin habe - aber ich finde Ihn nicht.
-
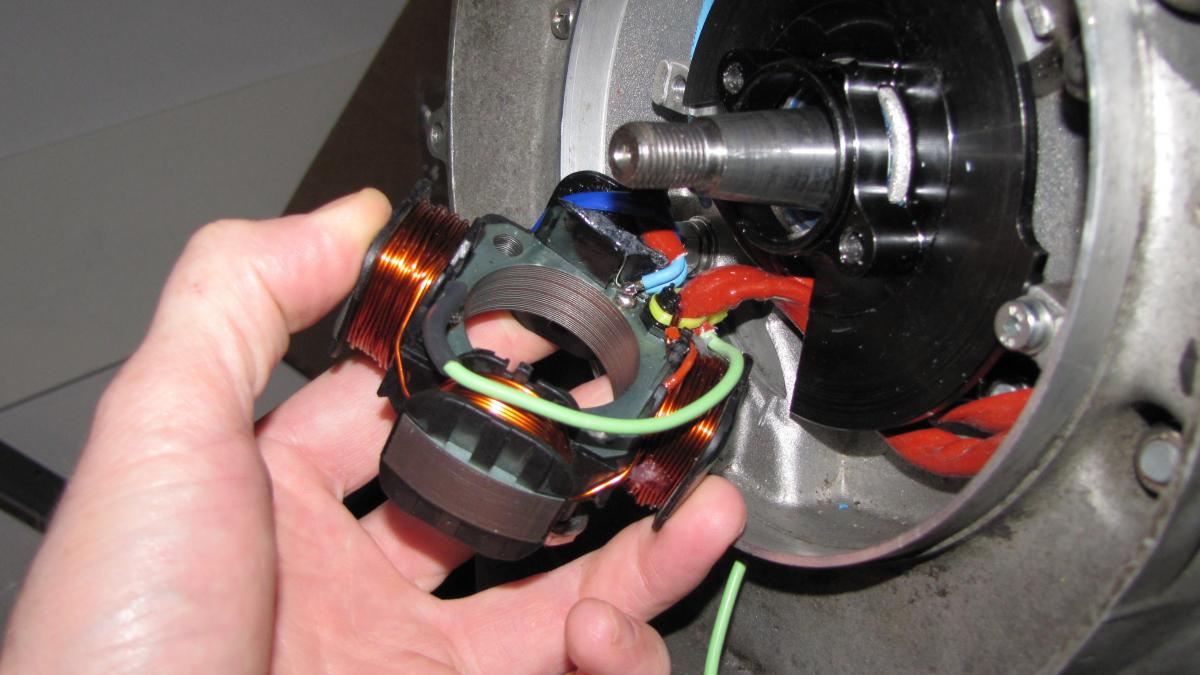
rot-weiß wie es war und den vom Blechpaket abgelöteten Wicklungsdraht . In meinem Bild der grüne mit dem Schrumpfschlauch. Der Massepunkt am Blechpaket bleibt frei. Der gelb-weiß bleibt auch frei. Gelbweiß ist nämlich der Zwischenabgriff nach 2 Spulen. Rotweiß sind alle 3 Spulen nacheinander. Original VT: Masse-oooooo-oooooo-gelbweiß-oooooo-rotweiß Du machst draus: phase1(z.B. grün)-ooooooo-ooooooo-oooooooo-rotweiß und klemmst grün und rotweiß an 2 der 3 Eingänge am Shindengen Der 3te Eingang am Shindengen bleibt halt frei. Was mal noch wer deutlich erklären sollte: Der Masseausgang des Shindengen (=Batteriemasse) wird nicht zwingend mit der Fahrzeug/Motormasse verbunden? Das ist glaubich völlig wurst - wollte aber nochmal fragen. Nebenbei zur VT: Im anderen Top wurde eindeutig berichtet, dass die CDI sauber zur Masse der ZGP verbunden sein muß. Und ich glaube, dass die ZGP sauber mit der Zylinderkopf-Masse verbunden sein muß.
-
T5Rainers Link folgen! Kurzversion: Man kann was machen - aber Wunder gibts mit der VT eher keine. Meine Vermutung: VT & gemütliche Drehzahlen & 60W sind keine realistische Combo. Wer da einen Trick weiß : nur her damit ! Gruß Bernt
-
@barnie: Hast natürlich recht. Mache ich aber halt aus Prinzip so. Wicklung ist Dm o,9 = 0,64² - noch ! Das ganze mal testen und dann ggf. mit Dm 1,0-1,1-1.25 neu wickle. p.s.: kommt eine 4Ah-Batterie dran. (Conrad schickte die statt der bestellten 5Ah als "Ersatzgröße" - die Grasdackel die) Ich weiß, dass die relativ zügig kaputt gehen wird. Licht bei niedrigen Drehzahlen ist mir halt wichtiger.
-
Danke! So eine Aussage hatte ich befürchtet... Werde dann die Aludinger im Klebebett und mit M3 VA festmachen. Auf dem Tunnel habe ich also mit Poppnieten und Blechschrauben die Wahl zwischen Pest und Cholera... Kontaktkorrosion lässt grüssen. Vielleicht hilft das Klebebett da bissl was. Oder auch dieses Wachs im Tunnel... Noch wer gschwind nen Tipp wo welche Aluleistensätze? Pascoli gabs doch undundund? Erst sollte man eh´ den Beinschild-Alurahmen aufrollern oder?
-
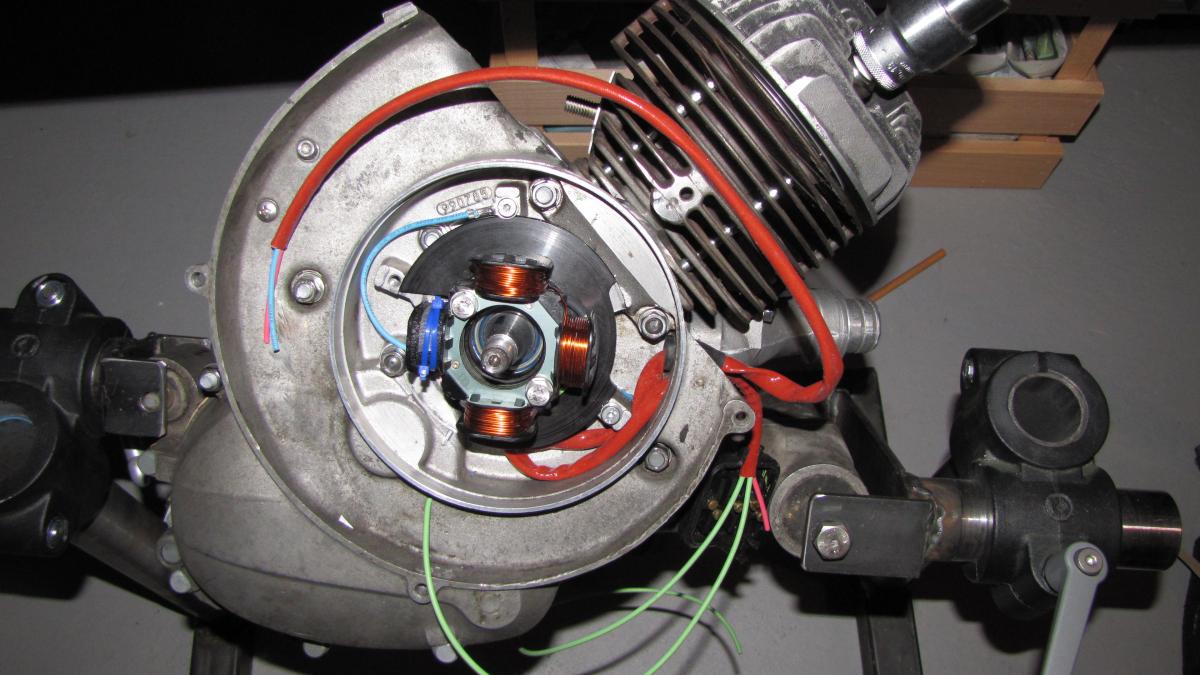
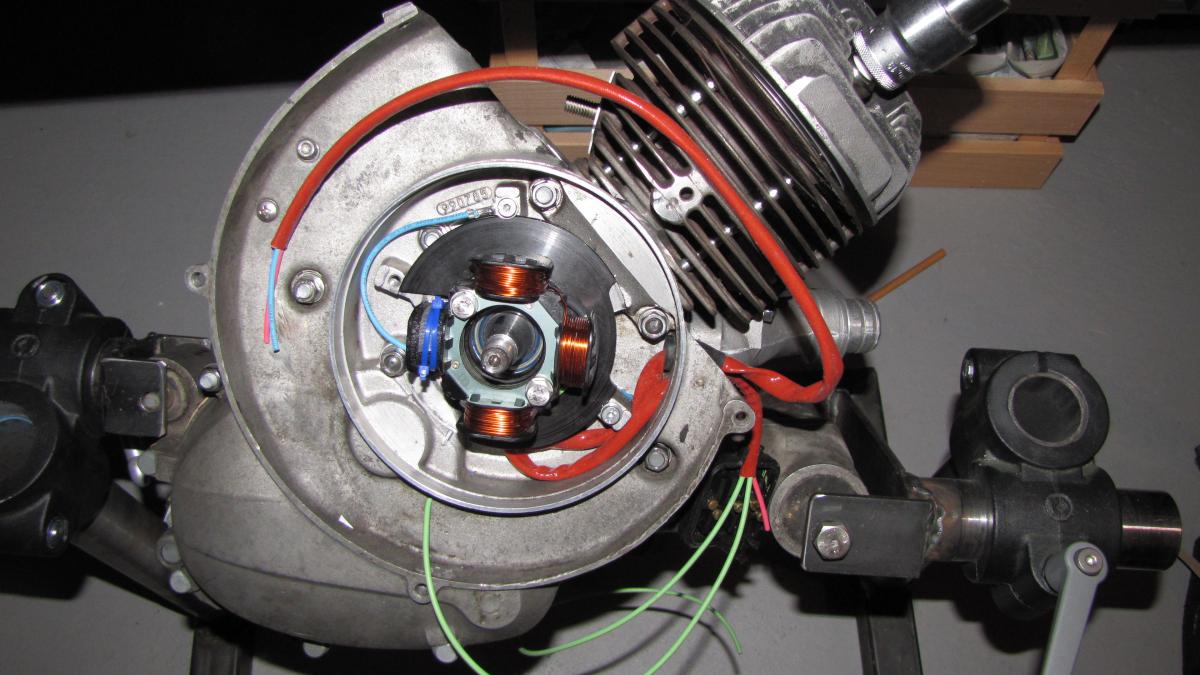
Also: nachdem ich nu endlich bissl was zum löten besorgt habe, konnte es mal losgehen. Weidinger hat da grad was nettes im Sonderangebot... Lötzinn ist ne Wissenschaft für sich. Abgebildet ist eins mit wenig korrosivem Flußmittel. Die anderen Sorten kommen trotzdem für andere Zwecke ins Haus. ZGP ist jetzt: 3 Lichtspulen massefrei in Serie, werden an Shindengen geklemmt, 1 Schlauch nur zur CDi und einer nur zum Kabelkästchen. wie das im Schaltplan aussehen tut, male ich noch neu. Zündspule hat jetzt saubere Masse. (blau) Grün ist jetzt 1,5² 2x und der Rest nur 1² . War alles eher o,5² original. Probleme gibt es bei den Trittleisten. Angeblich wollte der Blechmann für Gummi-Leisten vorsorgen. Ich natürlich die guten Ariete gekauft.... man beachte ganz rechts das helle Fitzelchen, das durchs Loch gesteckt ist. Gummileiste vieeel zu kurz ! Ist das Bohrschema für Alu? Welche Alu nehmen? Blöd herumbohren würde ich gerne vermeiden. Gummi von unten mit Blechschrauben verschrauben habe ich verworfen: Im Tunnel geht das ja nicht so leicht. Gruß Bernt




-
musste erst neue Bilder machen... Massefrei: habe 1,5mm² grün verwendet, Spulenende am Blechpaket abgelötet (höhere Temp. erforderlich), Grün mit Spule verbunden und eingeschrumpft. Ich werde wohl wegen der vielen und dicken Adern die ZGP um 180° verdreht aufsetzen. Sonst reichts nicht unter der Zündspule... Zündmasse (hier blau !) habe ich vorsichtshalber mal anständig angeklemmt. Könnte man auch als Zwischenabzweig zur CDi gestalten... Gruß Bernt


-
wo es hier grad so schön passen tut: Wie weit sollte man versuchen die 60° zu steigern? -- Ja ich weiß: konstruktiv extrem begrenzt. Aber lassen wir das mal außer acht. (weil vielleicht die >Fläche im Gehäuse mehr kann oder die Welle oderoder) Bernt
-
Bild ! ungetestete Ausführung...

-
Bei mir wurden wohl 6,2 ab gemacht. (nicht hundertprosicher bei die Zehntel) 6,8 wäre bei mir schon sehr arg knapp gewesen. War so schon knapp genug. Bilder beim grauen Panther und hier irgendwo. Edit: nee auf den Bildern sieht man es nicht. Reichte nur so eben. Guter Millimeter Dichtfläche am BP.

-
Hatte nicht irgendwer die Felgen mit Dichtmittel zwischen den Hälften montiert? Ich habe da so weißes Zeug von Loctite zwischen - aber noch kein Testergebnis. Motto: Wo kein Wasser reinkommt... Mir ist klar, dass der 2te Satz Felgen von Grundauf behandelt gehört für echte Dauerhaftigkeit. Ich würde vor dem Lackieren noch die Kanten verrunden, damit welche Schicht auch immer haften bleibt. Wasserstoffversprödung tritt bei hoch/höherfesten Stählen ab grob 1000N/mm² auf - nach galvanischen Behandlungsverfahren. Ja das ist böse meist. Der Wasserstoff wird bei gewissen Produkten dann durch längere Wärmebehandlung wieder "ausgetrieben". Schrauben bekommt man in 10.9 verzinkt ja auch... Feuerverzinken ist das Verfahren mit den Verzugsproblemen... Flammspritzen würde noch gehen. Feuerverzinken könnte man trotz Verzugs mal probieren. Riskiert man ja nicht sooo viel. Vor dem lackieren muß man da glaubich aber noch bissel warten wegen Ausgasens. Sonst wirft der Lack Blasen. Eine Möglichkeit wäre noch diese (unter Dienstleistungen mal angebotene) Beschichterei mit aktiv Korrosionshemmendem Lack. Zinkphosphat oder was da der Wirkstoff ist. Auch für Offshore verwendet. Ist sowas nicht auch in der tollen Epoxi-Grundierung drin? Bernt
-
@Brosi ich stelle heute abend mal Bilder von meiner frisch umgefrickelten massefreien VT ein Nicht dramatisch. Bleifreies Lot wurde da verwendet?! Lötstation so >350°C stellen
-
Freie Vermutung: Gedöns einfach nicht anklemmen, Enden (also die Stecker) mit Iso-Band isolieren und für schlechte Zeiten im Fahrzeug belassen? Vielleicht findet sich noch wer, der genauer weiß, ob die Kabelbäume noch andere Unterschiede aufweisen.
-
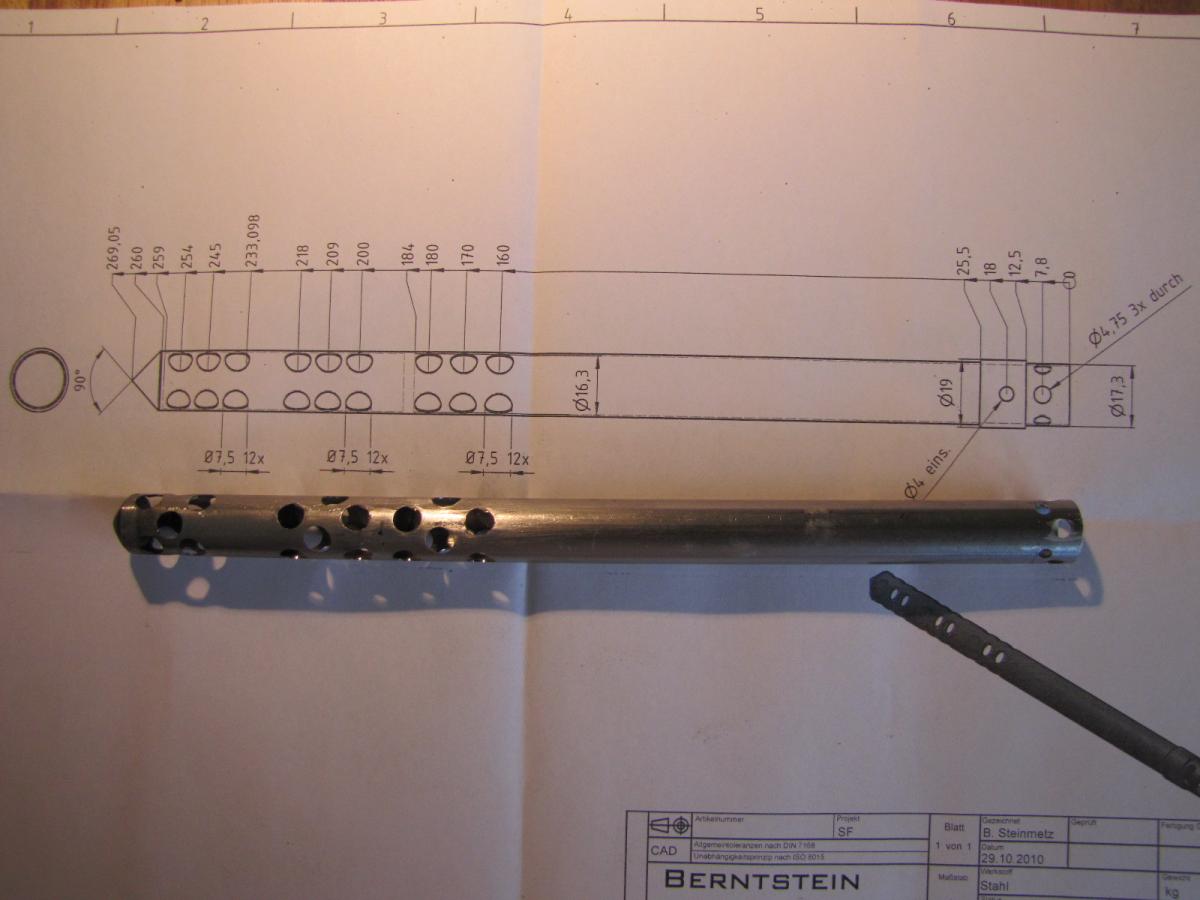
da wurde das mal andiskutiert. Da hat es einen Beitrag mit Erfahrungsbericht drunter. Der ist eh´ lesenswerter als meiner... Mein Bild, Zeichnung usw. kann ich nachher mal heraussuchen. Ist ja aber noch nicht getestet. Nur gebaut. Habe hauchdünnes Rohr ausm Baumarkt: Kleiderstangenrohr fürn Schrank hat gepasst. So Musste ich nur ca. 17,4 bohren. Ist wahrscheinlich im O-Tuning-Topic und nicht im Bananen-Modifications-Topic das Bilderzeugel.