powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
Mit ü13:1 verdichtet?? Ist wohl nicht dein Ernst?
-
Wenn dann musst den Durchbruch lasern lassen. Die Lunker würde ich mit JB Weld Auto kleben. Bei WIG fällt dir die Dichtfläche ein, da kann der gute noch so perfekt schweissen. Die Hälften gehen bei mir offiziell in einen Fachbetrieb hier in meiner Nähe in Fürth. Kostet halt, geht leider nicht für ne Kiste Bier! @Polinizei, warum soll ein ordentlich gestalteter Kopf mit 11-11,1:1 verdichtet keine Leistung und Band haben? Mit ü12,5:1 verdichtet wird das nie ein zuverlässig und weich laufender laufender Motor, das sind alles Reissermotore, aber jedem das seine, da liegt der @BerntSteinmit seiner Zielsetzung schon richtig
-
Mag sein, aber wenn deine Auspuffanlage nicht 100%ig dicht ist, zieht dir der Motor über die Stehbolzenheizung immer Falschluft. Wir hatten vor Jahren bei einem Langstreckenrennen in Österreich dieses Problem. Bei einem Falc Zyli Durchbruch im Hilfsauslass zu den Stehbolzen, wir dachten auch, na wird schon laufen. Wenn das Ding lief das schnellste Gerät am Platz, Fazit "Pole!" Dann nach ca. 30min. Renndistanz kam der Fahrer, unfahrbar, magert im Teillast extremst ab. Ich war selbst vor Ort, alles was wir versuchten war vergeblich, Gaser getauscht und, und, und. Sogar der Undi war mit Rat und Tat am Ende, bis wir die Kiste in der Box abstellten. Eine meiner extremsten Rückschläge im Rennsport!
-
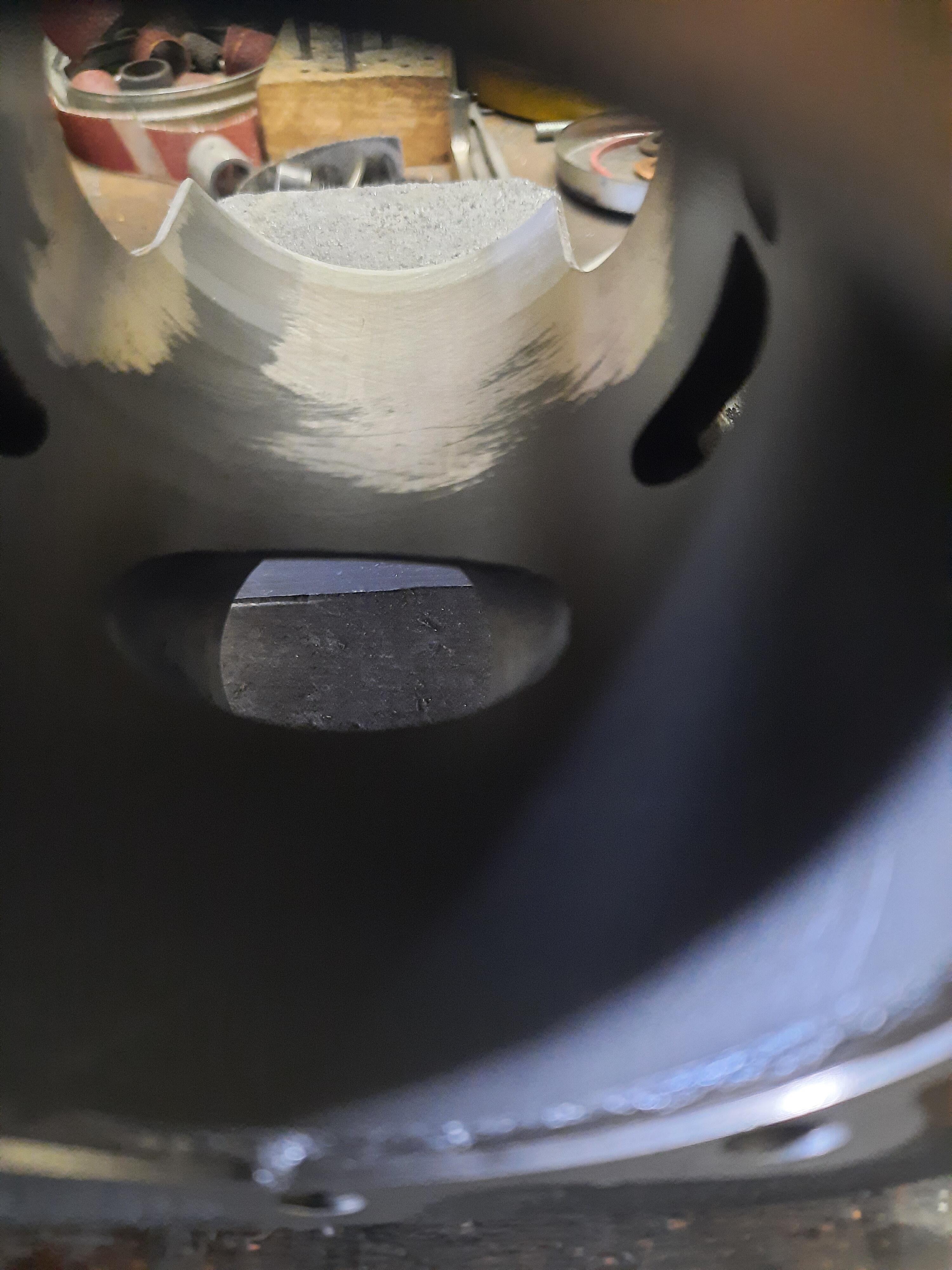
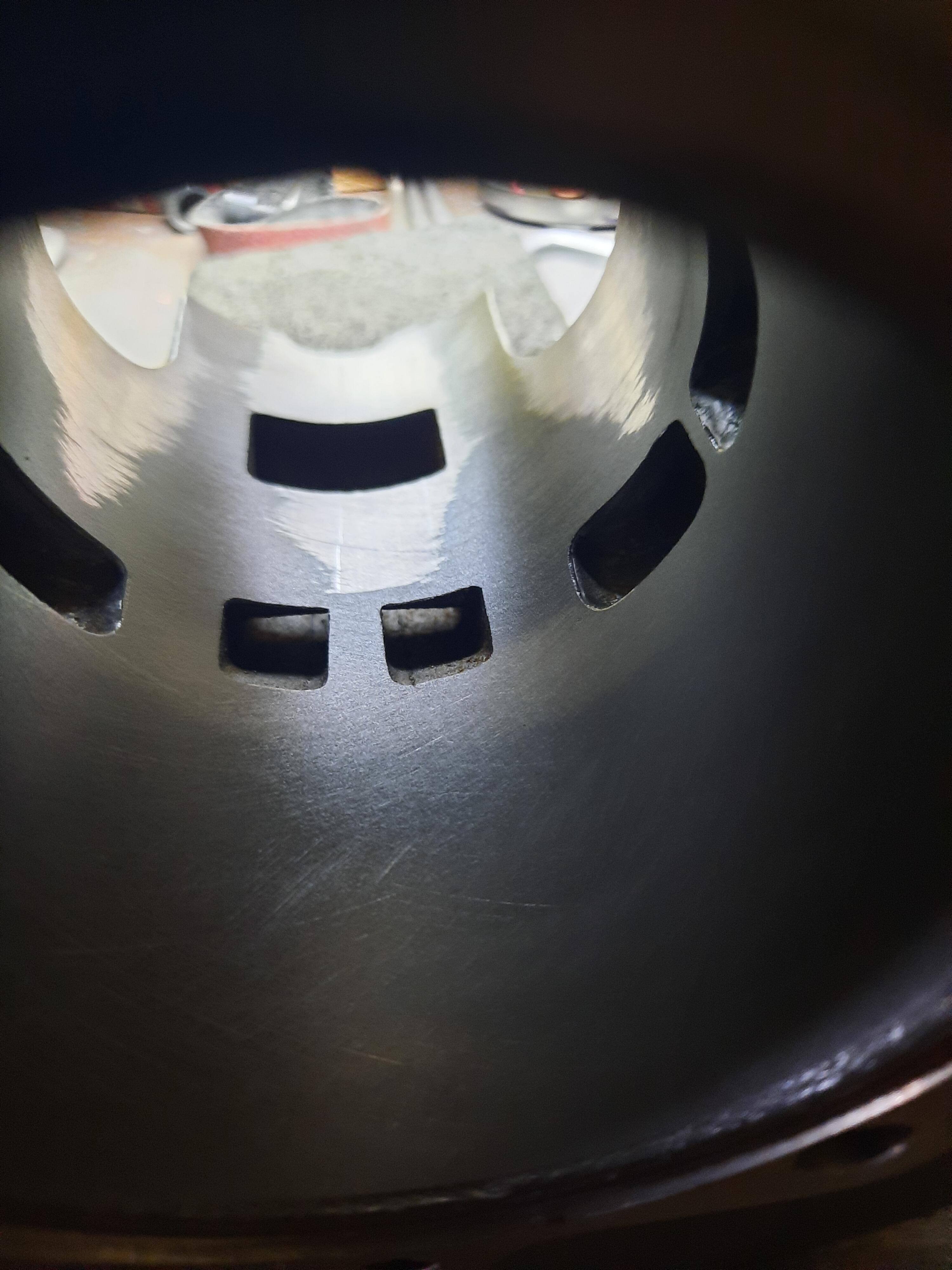
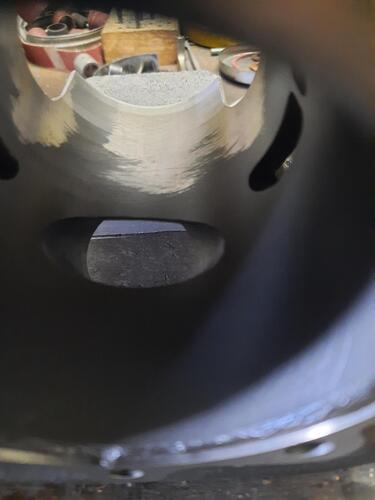
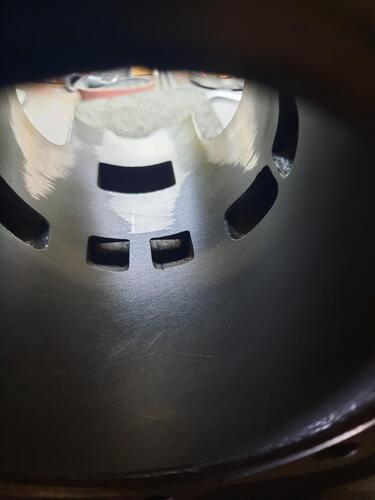
Würd mal sagen, die Hilfsauslasskanäle sind viiiel zu gross! Halb so gross und evtl. nochmals 1-2mm kleiner wäre in .O. Der ganze Trend geht Richtung winzig kleiner Hilfsauslässe, z.B. die Falc Zylis, seitdem die Hilfsauslässe wirklich winzig sind, laufen die zylis super und lassen sich vom Setup her deutlich einfacher abstimmen. Was ist am rechten Steg zwischen Hauptauslass und Nebenauslass passiert, sieht aus wie wenn hier die Beschichtung abgeplatzt wäre? Dann hätte ich den Steg 1,5-2mm breiter gelassen. Hoffentlich willst nicht so fahren, das übersteht der Zyli keine 50km Ah sorry, seh gerade das dies nur ein "Probezylinder" ist! Zu deiner Stehbolzenheizung, O-Ringe sind da nutzlos, du muss von oben bis knapp unter die Durchbrüche aufbohren und Röhrchen mit 0,5mm Wanddicke einkleben.
-
Hier mal Bilder von Markus seinem Zyli der nach 4. Versuch qualitativ, d.h. keine Risse usw. aufwies. Nach sicherheitshalber vermessen mit dem Zweipunkt- Innenmessgerät (Supito) hatte Markus doch bissi Bauchweh! Der Zyli perfekt verpackt mit der Schutzhülse aus Kunsstoff gespannt mit 6er Gewindestangen für das Hemd, echt geil Markus! So, dann vermessen meinerseits mittels Supito, dann die Überraschung oberhalb knapp über den Strömern gemessen ein Ø von 57,98mm angestrebt wurde ein Ø von 58,03mm "masshaltig!" Lange Rede kurzer Sinn, "einmal" mit dem Läppdorn durch gefahren, dann wird ne reihe Fotos für den Kunden und mich gemacht. Bilder sagen mehr als tausend Worte! Hier sah die Bohrung dermassen neben die Kappe gehont aus. Garantiert wäre der Zyli selbst mit perfektem Setup schon beim einfahren abgeklemmt! Um die Masshaltigkeit der Bohrung bei einem Zweitaktzylinder messen zu können, beim Viertakter sind das ganz andere Verhältnisse, bedarf es mehr wie "nur" einem Supito! Man kommt mit den Messambossen unmöglich an alle Stellen der Bohrung ran, diese Messambosse müssen sich ja gegenüber abstützen können. Und hier sind eben Ports, das geöffnete Zylihemd zu den Strömern usw. im Wege. Wenn dann nur auf einer sündhaft teuren Messmaschine, wer von Euch hat diese Möglichkeit? Wenn der Läppdorn an der vorher zu engsten Stelle auf Maß geläppt hat, passen auch alle anderen Stellen im Zylinder, Messungen an anderen Stellen bestätigen das! @alfonsoich weiss ja nicht ob Du Dienstleistungen anbietest, als Dienstleister würdest Du aber tagtäglich sehen was wirklich in den letzten Jahren an Schrott über den Ladentisch geht. Bis auf eine Handvoll Hersteller musst Du heute bei jedem Hersteller wirklich "a l l e s" nachmessen! Diese Erkenntnisse lass ich mir von keinem schönreden! Klar sind zum Glück die Messmittel präziser geworden, auch waren früher allgemein die Ports an den Zweitakter'n deutlich kleiner, daher auch wesentlich leichter Zweitaktzylinder "masshaltig" honen zu können. Sorry OT, ich hab selbst tausende Zylis gehont, aber wenn ich in einen EGIG 170/180 reingucke, da sag ich nur, unmöglich diesen Zyli masshaltig zu honen, das schafft nichtmal der beste Werker der Welt. Ich muss unumwunden zugeben, ich schaff das auch nicht, aber es gibt ja das "läppen" als anerkannt genauestes Verfahren in der Zerspanung betreffend Masshaltigkeit. Demnächst kommen solche Aufnahmen von nem EGIG 170/180 jungfräulichem Zyli. Ich möcht mich nicht zu weit aus dem Fenster lehnen, aber nen masshaltig geläppten EGIG 170/180 trau ich mir ohne jedes Bauchweh mit nem Einbauspiel von 10/100 betreiben. Dies erreicht man mit dem 3/100mm Ü- Masskolben "in langer Ausführung" und masshaltiger Bohrung, so wird dann automatisch Leistung generiert.

-
echt geil das ganze, denke auch gut ausgeklügelt
-
Christian, ich hab ja dieses Fachgebiet nicht studiert, hab lediglich über hunderte von Versuchen am gebremsten Prüfstand, vor allem auch unter Last fahrend unter Zuhilfenahme der Strobolampe sehr viel mit dem blossen Auge erkannt. Und, das wichtigste, die meisten Erkenntnisse auf der Strecke gesammelt. Klar wären hochauflösende Zeitlupenaufnahmen noch aufschlussreicher, aber was glaubst Du denn was ich für'n nen kleinen Laden betreib? Aussagekräftiger waren für mich immer parallel dazu die Fahrversuche meines mehrfachen Schweizer Cross Meister, dem Arnold Irniger, danke Noldi noch für alles. Zu deinem Hinweis der "Längsrillen", in meinem Video (bei ca. 43-44sec.) erklär ich genau wo ich beim punzen drauf achten soll. Genau da wo der Punzstempel im Halter mit der Schraube geklemmt wird, sitzt die Spitze des Punzstempel. Ob nun die Punzer mal gegenläufig sitzen ist nicht so tragisch, vieleicht auch bewusst so gewollt, da ja der Gasstrom in beide Richtungen pulsiert. Dort wo die patentierte 3M Folie eingesetzt wird hast Du ja die Strömungrichtung nur in eine Richtung, z.B. an Teilen im Flugzeugbereich. Auch in Bereichen der Schifffahrt sind ja gleiche Verhältnisse, rückwärts fährt das Schiff ja nur unter bestimmten Bedingungen.
-
Graviergerät ist das Stichwort, zumindest auf den Innenseiten der Kanalbögen fahr ich dann "sozusagen blind" mit einem speziellen Elektrodenhalter hin und her. Vom fühlen mit der Fingerkuppe spüre ich dann wo ich noch beigehen muss. Hier graviere ich dann mit stärkst möglicher Stufe. Den Rest der Flächen mach ich dann aber schon mit dem Punzstempel aus folgendem Grund. Ein promovierter Schweizer Strömungwissenschaftler, sein Sohn übrigens ein begnadeter Kart Fahrer konnte mir das erklären. In den Vertiefungen sammelt sich der im Vorreso und Resoanstieg nicht benötigte Kraftstoff, im Peak holt sich dann der Motor diesen Sprit. Warum aber trotz ewig langem im Vorreso getuckere, bzw. 15 minütigem im Standgas vor sich hintuckerndem Motor der Ansaugtrakt strohtrocken ist, das konnte mir der Herr Prof. leider auch nicht plausibel erklären! Zu den im 15 minütigem Standgaslauf folgende Geschichte, da präsentiert immer wieder mal mein Schweizer Cross Testfahrer die Elite der Zweirad Motorsport Journalisten, da sind Jungs dabei die ziehen wirklich kräftig am Seil. Da lief eine Honda Cr 144ccm, in der Schweiz vom Reglement erlaubt, wirklich 15min. im Standgas. Dann ging der Noldi Irniger hin, riss den Gasdrehgriff zwischen beiden Handflächen auf, schneller kann man das Gas nicht aufreissen. Jeder andere Rennzweitakter wäre nach spätestens 4-5 min. kläglich abgesoffen und ausgegangen, geschweige ne vernünftige Gasannahme möglich. Nicht dieser Motor, das machte nur Peng, drehte blitzschnell ohne Kotzer hoch, und das schärfste dabei, nicht mal ein Hauch einer Qualmwolke am Auspuff. Dann durften zur Feier des Tages die Jungs dieses Mopped fahren, jeder kam mit einem Grinsen bis zu den Ohren zurück. Leute, das ist "Popometergefühl", nix Pimmelfechten!
-
Stimme meinen Vorrednern zu, hatte schon eine auf der Werkbank um den Wuchtfaktor für ein anderes Kolbengewicht zu verändern. Ist von Fabbri ne ganz clevere Idee mit den "Messinggewichten." Diese Messingstopfen kann man dementsprechend auspressen, (müssen nicht ausgebohrt werden) entweder die zwei genau gegenüber dem HZ, oder dann insgesamt vier, nämlich die äusseren. Diese werden dann durch Schwermetallstopfen, hier gibt es ja auch verschiedene Materialien mit unterschiedlicher Dichte, evtl. sogar mit Alustopfen, ersetzt und verändert dadurch den Wuchtfaktor. pr
-
L.t. Prantl ist aber die Oberflächen Rauigkeit einflussgebend für die Umkehrung der Grenzschicht. Wie diese Rauigkeit auszusehen hat, wurde bis Mitte der 80er Jahre im letzten Jahrhundert stiefmütterlich behandelt. Erst als die Kraftstoffkosten enorm anstiegen beschäftigten sich die Wissenschaftler intensiv. Ich hab mir nun mal der Bionik folgend die Haihaut (Riblet) als Paradebeispiel zur Spielwiese am gebremsten Prüfstand gemacht. Am "ungebremsten" Prüfstand leider nicht messbar, im Vergleich zu "gebremsten" Prüfstand deutliche Leistungszuwächse. Und was am wichtigsten ist, die Stoppuhr, noch dazu ein deutlich besseres Handling des Fahrzeug's, das sich in besseren Rundenzeiten niederschlägt, das ist doch schlussendlich ausschlaggebend. Von den FlowBench halte ich übrigens überhaupt nicht's, da mir ein besserer Durchfluss überhaupt nicht's über die Gemischaufbereitung aussagt. Ein gedimpelter Viertakt Zylinderkopf kann zwar auf der FlowBench gute Ergebnisse auswerfen, aber auf dem "gebremsten" Prüfstand spiegelt dieser Motor dieses Messwerte nicht wieder. Das haben wir leider zigmal erlebt
-
Hey Max, ich such mir mal das Rundlauf- Eingangsvideo raus. Dann auch wo wir beim Wuchtfaktor liegen, oder lagen, kriegst über WhatsApp Bescheid, lässt mir auch irgendwie keine Ruhe Gruß
-
Viele werden nun fragen, wie punze ich z.B. die Innenbögen von einem ASS? Da geht's natürlich von den Werkzeugkosten finanziell an's eingemachte. Für die Kanäle an Viertaktern z.B. unabdingbar. Vor 15Jahren noch für €600 bei Joke gekauft, kostet mittlerweile €928 inkl. Steuer. Angetrieben wird das Querhubhandstück über die biegsame Welle von DipProfil- Joke die ich auch für mein Gerade und Winkelhandstück nutze. Den Hub kann ich stufenlos verstellen, mit dem Zusatzgewicht hab ich mehr Masse am Handstück um auch kräftig tiefe Punzer setzen zu können, Punzstempel ist hier noch HSS Stahl.



-
-
-
Um den Vorwurf der Geheimniskrämerei etwas zu entkräften hier Bilder vom Punzstempelhalter und von der Ansaugseite eines Gasers die gepunzte Oberfläche. Was auch zu beachten ist, bevor die Oberfläche gepunzt wird wird mit einer Riffelfeile, Hieb1 im 45° kreuzenden Feilenstrich die Oberfläche egalisiert. Dies ist ganz wichtig bei zuvor mit rotierenden Werkzeugen entstanden Wellen und Unebenheiten zu egalisieren. Jede noch so kleinste Abrisskante durch diese Wellen verursacht Strömungsabrisse an der Wandung. Dann noch der andere positive Punkt, an den Stellen wo keine Punzer sitzen ist zumindest die Oberfläche durch den Feilenstrich der Hieb1 Feile sehr rau und reisst auch hier die Kraftstofftröpfchen auf. Sorry, OT, um nochmals auf den Vorwurf der Geheimniskrämerei zurückzukommen, wer mich jetzt in ü10 Jahre aktivem mitwirken's hier im Forum kennt, weiss ganz genau das ich sehr viel Knowhow hier geteilt habe. Kein Kurbelwellenhersteller verrät sein Material das er verwendet, Hirth- Motore zumindest verrät dies, aber nicht dran zu denken, den ganzen Rattenschwanz der Wärmebehandlungen usw. kundzutun. Kann man bei mir alles nachlesen. Dies alles aufzuzählen würde den Rahmen sprengen. Werter @RobKBohgeh mal in dich, was du hier alles für'n Mist verzapfst, aber nix für ungut, z.B. nur allein der Punkt, mir wirtschaftliches Profitdenken vorzuwerfen?!? Ich kann dir hier keine Massstabsgerechte Angaben der Spitze des Punzstempels geben, da sich durch die leichte Konizität der 200mm Vierkantnadelfeile beim nachschleifen die Maße verändern. Der Halter in SW 17 ist ca. 165mm lang, Gesamtgewicht ca. 365g In letzter Zeit setze ich einen Ø3mm VHM Punzstempel ein. Den abgebrochenen 3er VHM Bohrer lötete ich in Verlängerung an die Vierkantfeile, nach und scharf schleifen fast nicht mehr nötig! pr


-
In deinem Fall der zwei 170er EGIG zu den Quattrinis muss man Äpfel mit Birnen vergleichen. Denn die EGIG 170/180er sind vom Guss her so rau, da hast Du in den kplt. Kanälen überall diesen Effekt, wie wenn die Oberfläche durch punzen ähnlich rau gestaltet wird. Bei den Quattrinis Zylis sind alle Kanaloberflächen sehr, sehr fein gegossen, hier findet der positive Effekt einer rauen Oberfläche eben nicht statt.
-
Hallo @RobKBoh, deinem Einwand, ich hätte noch nie Bilder von gepunzten Oberflächen, geschweige vom Punzstempel veröffentlicht, muss ich dir wiedersprechen. Die Mod's haben mir in diesem Topic den genau passenden Platz eingeräumt. Ich werde aber zeitnah noch einen Gaser präsentieren, Gruss
-
Das passt hier eigentlich ganz gut rein, nach sehr, sehr langem überlegen ein Nebeneffekt der Punzgeschichte veröffentlicht. Nach nun ü11 Jahren muss ich das doch mal zu den "gepunzten" Bauteilen, wie Gaser, ASS Zylinder Gehäuse usw. kundtun. Es werden zwar bestimmt wieder kritische Stimmen laut werden, aber da steh ich drüber. Ich weiss es aus ja aus ü15Jahren Rennsport und Gebrauchsmotoren Erfahrung, das durch die gepunzten Oberflächen der Triebstoffverbrauch erheblich sinkt. Bei z.B. 24h Rennen im Bereich Mofa Cross sparen wir uns teil's zwei Tankstopps, und das muss mal erstmal reingefahren werden. Ganz einfach zu erklären, die Plowbacksäule die "vor" dem Gaser steht, pulsiert ja teil's sehr weit nach hinten. Ein kleiner Teil dieser Plowbacksäule holt sich zwar der Motor wieder, aber nur in geringen Mengen. Bei gepunzten Bauteilen hingegen pulsiert die Blowbacksäule teil's nur 50-100mm, manchmal mit blossem Auge kaum zu erkenn, nun saugt der Motor die kplt. Blowbacksäule an und kann dieses Gemisch zur arbeit, zur Kühlung zur Schmierung usw. verwerten. Klar muss das Setup des Gaser's dementsprechend abgestimmt sein um sich hier dementsprechend positiv hinsichtlich Kraftstoffverbrauch zu zeigen, @tom2309wird das bestätigen können pr
-
Als erstes möchte ich dich @MaRem93 herzlich hier im Forum begrüssen, Helmut
-
Freut mich riesig, das wieder mal einer einfach nen Punzstempel in die Hand nimmt und sagt, scheissegal ich probier das einfach mal. Und der Tom hat das handwerklich wirklich erste Sahne umgesetzt, Respekt und höchste Anerkennung von mir! Man sollte halt auch wissen, wie hat so ein Punzstempel auszusehen, usw., nämlich was hier im Forum an Bildern umherschwirrt, wie man versucht mit rotierenden Werkzeugen die gleiche Oberflächenstruktur der Riblet ähnlich ist hinzubekommen. Leute, das funzt so leider nicht, ihr bewirkt hierbei genau das Gegenteil, denn jede noch so kleine Veränderung bewirkt Abrisse in der Strömung. Gerne geb ich mein Wissen weiter, anhand von Skizzen vom Punzstempel, Anleitungvideo vom punzen selbst usw. bitte per PM melden. Nun aber zu einem wie ich meine wichtigten Punkt, ich hab bewusst das seit aktiver Beteiligung hier im Forum "nie" erwähnt, als man mir Scharlanterie, Hokuspokus, Woodozauber die übelsten Beleidigungen anhören musste. Das ist bei dann bei einem nach dem punzen perfektem Setup abgestimmter Gaser ein wirklich markant geringerer Kraftstoffverbrauch zu verzeichnen ist. Es kann sich gern der @tom2309dazu äussern, er war ja mit ner Gruppe längere Zeit mit den "Punzis"unterwegs, über weiteren Belustigungen und Schimpftiraden, da steh ich als älterer Herr einfach drüber,
-
Lieber Wolfgang, guck mal in mein neues Topic, "Alternativen zum Powerjet (PJ)" rein
-
Da in letzter Zeit häufiger Vergaser mit Powerjet (PJ) auftauchen, bzw. Vergaser nachträglich auf PJ umgebaut werden, ein Alternativvorschlag und auch Versuch auf dem gebremsten Prüfstand und zig Rennkilometern. Der grosse Nachteil der handelsüblichen PJ sind die störenden PJ Röhrchen, die doch eine enorme ungünstige Luftverwirblung im Ansaugtrakt verursachen. Manchmal muss man den Nutzen und die Nachteile gut abwägen. Nun machte ich mir Gedanken von dem herkömmlichen System des PJ weg zu kommen. Die Düsennadel, das Rod bei bestimmten Gasern usw. wär ja sowieso im Einsatz, warum diese Düsennadel nicht als PJ umzufunktionieren? Die Düsennadel ist von unten hohlgebohrt, dann sitzt in der Ablassschraube ein zylindrisches Nadelventil. Dieses Nadelventil öffnet ab einer bestimmten Höhe eine in Richtung Ansaugtrakt zeigende Austrittsöffnung, genau wie beim PJ System. Die Düsennadel muss oben im Gasschieber gegen verdrehen gesichert sein. Über den Ringspalt, Ø Nadelventil zu Hohlbohrung holt sich per Unterdruck von der Querbohrung ausgehend der Gaser eine zusätzlich feinst zerstäubte Treibstoffmenge. Dieses System hat uns in Misano unter einem Top Fahrer aus der DM in der Rundenzeit ü 2cec. gebracht. Ähnliche Systeme mit mehreren Bohrungen in der Düsennadel, diese Düsennadel aber mindestens dreimal dicker im Querschnitt, gibt es auf dem Markt, aber meines Wissens nach, "keine" mechanisch gesteuerte Austrittsöffnung. pr
-
Musst entschuldigen, ich bekomm schon lange keine Meldung mehr wenn mein Nickname hier genannt wird. Zufällig mal in diesem Topic geblättert. Es ist halt die Frage, ob nicht "zu viele" Powerjet Röhrchen mehr negative Luftverwirblung wie positive Auswirkungen nach sich ziehen. Es stehen ja dann mit der Rod insgesamt drei runde Störelemente im Gasstrom! Man könnte in die Tiefe gehen, und wie ich in meinem Topic über "für und wieder eines Powerjet's" die Röhrchen stromlinienförmig gestaltet. Wenn's ein Gaser von mir wäre, würde ich das unbedingt umsetzen! Gruß
-
Zu verbessern gibt's ja immer etwas, sonst würden wir ja noch in Höhlen wohnen. Das "hochfeste Alu" in 1,5mm ist ne ganz geile Sache,da setzt sich nix, diese Dichtung bleibt stehen. Was ich an der Dichtung pimpen würde, mit ner runden Blechschablone, diese dient als Anschlag für nen dünnen Fräser im Dremel. Beidseitig der Dichtung eine hauch dünne Rille reinschleifen, in dieser Rille hält sich bei der Montage das Dichtmittel und quetscht es nicht zur Seite raus, das wirkt wie ein hauchdünner O-Ring, im Fall vom @DC46das Dirko. Bei 1,5mm Dicke der Aludichtung besteht null Gefahr das sich diese verzieht. Man kann oder könnte mit zwei unterschiedlichen Ø der Schablone arbeiten, das die Rillen nicht genau deckungsgleich im Ø liegen um garantiert einen verzug der Dichtung zu vermeiden. Zu empfehlen ist, an zwei Stellen Schrägen anzuarbeiten, um mit schlankem Werkzeug, wie Messer zwischen die Dichtflächen hebeln zu können, lt. Kundenaussagen, Demontage sehr, sehr schwierig da die Dichtmasse dermassen gut hält. Gruß
-
Yamaha hat 22er HZ verbaut, passt für Lamy