powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
-
Danke schon mal
-
Pleulauge oben 64,6g (seitlich am Schaft befräst 63,5g) AHG 86,4g Wuchtfaktor bei 289,3g schwerem Kolben 42,7% eine andere SIP Glocke ob. Pleul 63,4g AHG 102g bei 289,5g Kolben / Faktor 45,7% Du siehst also, hier tauchen schon Streuungen vom AHG her auf
-
Zu meiner Schande bei der Uncle Tom Glocke noch nicht. Bei Wuchtfaktoranpassung ging ich bei der Glocke nach Aufhängemethode vor. Hab das jetzt bei ca. einem Dutzend anderer Wellen gegen gecheckt, mal nach Apfelbeck, mal nach Aufhängemethode. Bekomm die Tage eine Glockenwelle rein, da reich ich das Meistergewicht nach Apfelbeck, als auch das Aufhängegwicht nach. Hab zwar keine so geile Vorrichtung auf Ceramic gelagerten Messerscheiben (wie es Apfelbeck empfohlen hat), ich steck auf die Wellenstümpfe IR von Nadellagern und lass die Kuwe auf ausgerichteten Haarlinealen abrollen. Hab mittlerweile von paar Spezialisten bestätigt bekommen, das bei der Apfelbeck zur Aufhängemethode Differenzen auftreten, so wie ich das hier im Kurbelwellentopic auch schon erwähnt habe und mir auf's schärfste widersprochen wurde. Edit: Das mit einer einzelnen Glockenwange wird nicht sooo einfach, puh! Apfelbeck stütze das innen in der Zentrierung ab.
-
Hab vor kurzem von einem Techniker den Tip für den Zweikomponenten Kleber von Würth bekommen. Art. Nr. 0893449 Preis ist auf den ersten Blick heftig Mwst. fehlt ja noch plus Versand. Bei der Gebindegrösse bin ich mir nicht klar ob die "500G" in Gramm gemeint sind, wenn's 500g wären müsste das zu verschmerzen sein? Der Tip kam aus der "Agria- Rennserie" mit Einzylinder Zweitakter, er hat schon die tollsten Sachen geklebt, hat auch schon JB-Weld durch. Vorteil des Würth Klebers, man kann es spachteln, läuft nicht weg wie JB-Weld, Nachteil die sehr kurze Topfzeit. Hat jemand von Euch Erfahrung damit, ich möchte hauptsächlich in den Boostern die "Sprungschanzen" egalisieren. JB- Weld ist mir einmal raus gebröckelt. Zweites Einsatzgebiet wäre auch bei grösseren und tieferen Schäden an der DS Dichtfläche usw.. Danke für Feedback, werd morgen mal ein Datenblatt anfordern, pr
-
Solche Schliefen deuten sehr häufig auf zu geringes Ringstossspiel, würde ich mal abchecken
-
Für ein gesondertes Topic und den Sinn deines Beitrages bin ich voll bei dir schöne Restpfingsten Euch allen
-
Servus Bernd, letzter Wissensstand von mir. Der eine Kunde von mir, zu grosses Kippspiel am Pleulauge oben, und Pleulschaft streifte. Hat bei SIP reklamiert. Dann ging die Kuwe zu Primatist. Völlig problemlos wurde die Kuwe mit Neuteilen revidiert. Das ganze ging rel. flott über die Bühne. Ob nun grosse AS verbaut und die Wangen nachgearbeitet wurden, entzieht sich im Moment meiner Kenntniss. Zum Einwand von @PXCop, es sind nicht alle Wellen betroffen. Es tauchen Wangen auf wo der Verzug durch die Wärmebehandung deutlich grösser ist. Dann sind Wangen dabei mit Abweichungen in der Parallelität von paar my, was null Prob's macht. Gruss
-
Am besten von beiden Seiten mal drauf stecken. Dann innen den Spalt mit der abgewinkelten Seite der Reissnadel prüfen ob diese rein geht. Der Gummi sollte formschlüssig an dem Kragen sitzen
-
Wenn der Gummi verkehrt auf dem gebogenen Ansauger sitzt, entsteht an der Planfläche Gummi und Ansauger eine Hinterschneidung mit 1,6mm In diesem Fall reichte es am Gaser 2,6mm abzudrehen. Den Gaser würde ich innen absolut scharfkantig belassen, so das nach dem Venturi- Prinzip ne schöne Abrisskante in Richtung Zyli entsteht.

-
Wer mich kennt, weiss das ich mich erst richtig in die Tiefe in ein Thema hier im Forum mit einbringe, wenn ich selbst die problematischen Brocken in der Hand hatte. Nun liegen seit zwei Tagen, heute ist der dritte Tag, besagte Teile auf der Werkbank. Dello VHSH30, ein gebogener ASS Krümmer, eine Aufnahme der Membran und der passende Ansauggummi. Ein Schelm wird vermuten was hier gemacht werden soll, ganz klar Teufelszeug und Hexerei! Spass beiseite. Die pauschale Aussage, für den hierfür passenden Gummi muss der Gaser um 5mm gekürzt werden, "lass ich nicht stehen!" Der Gummi differiert, von aussen gemessen, wo die Wulst beginnt um 2,3mm. Auf einer Seite fängt die Wulst von aussen her gemessen bei 6,7mm an, die andere Seite bei 9mm. Man sieht das eigentlich sehr schön mit blossem Auge, da braucht's fast keinen Messschieber, den Messschieber braucht Ihr erst, wenn Ihr wisst in welcher Position soll der Gummi montiert werden. Ich würde erst testen welche Seite des Gummis auf dem gebogenen Ansauger passt. Es muss die Planfläche des Krümmer's an dem Kragen innen anstehen! Wenn das nicht der Fall ist und es entsteht da innen eine Hinterschneidung bleibt in dieser Hinterschneidung die Siffe stehen und dann ist ganz klar das es dir immer den Gaser zurotzt, da kannst Du Setup's suchen bis zum Nimmerleinstag. Zudem mal von einem ungestört strömenden Gasstrom ganz abgesehen. Ihr könnt das wunderbar mit der abgewinkelten Seite der Reissnadel testen, da sollte nicht mal die Spitze anschnäbeln, die Planfläche sollte richtig unter Spannung an den Gummikragen drücken. Nun zum Gaser einkürzen, es kann durchaus sein, das die Diff. vom Gummi ausreicht, diese abzudrehen. Achtet darauf, nicht sofort die empfohlenen 5mm abzudrehen, sonst kann da innen ne Hinterschneidung entsteht, die es eigentlich zu vermeiden gilt! Ob hier ein anderer Gummi Abhife schafft, kann ich nicht sagen, halte nur diese Ausführung in Händen. Man sieht das auch wunderbar, wenn man den Gummi in zwei verschiedenen Positionen aufsteckt wie nah der Gummi an den Gaser reicht. Ich jedenfalls werde mich beim erstenmal anpassen des Gaser's auf der Drehmaschine schrittweise rantasten, denn jeder 5/10mm zu viel abgedreht bekomm ich hier Gaserseitig sofort diese Hinterschneidung. Fortsetzung folgt wenn ich so weit bin,... pr
-
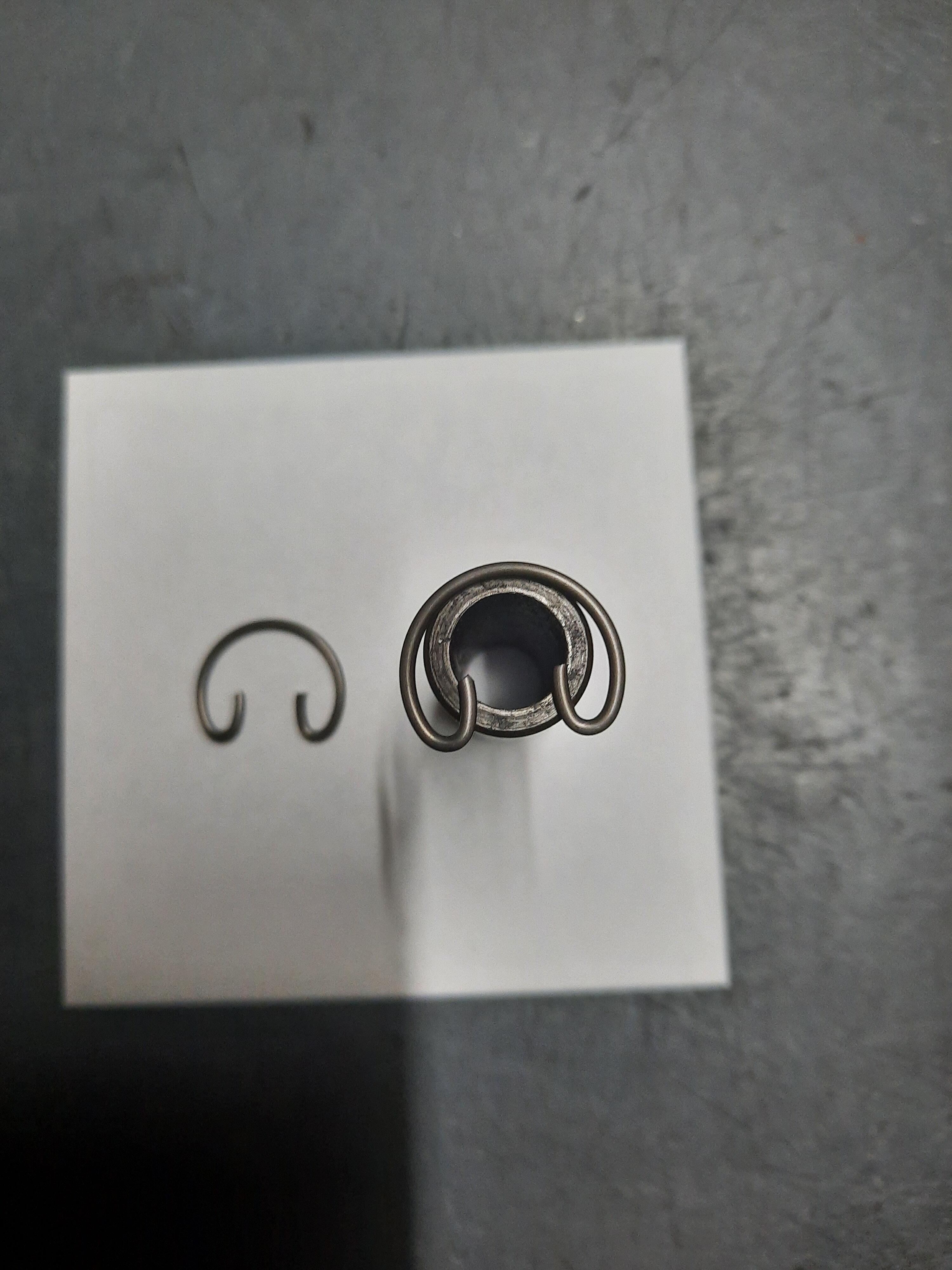
Hier mal solche "Doppel- G" Clips vom BFA306er Kolben, bei dem Clip in der Kolbennut sitzend würde sich der Kobo nur an den beiden Nasen abstützen. Die Drahtdicke beträgt 1,5mm Was ich aber schon gebrochene Nasen von Clips gesehen habe, nur mit ganz, ganz viel Bauchweh zu empfehlen.

-
Lies mal bitte meinen Beitrag, russischer geht es kaum. Ich hab doch geschrieben, hatte das an nem Uralt Mopped mal praktiziert, aber wohlgemerkt mit 1,5mm Wanddicke!! Die 1,5mm Wanddicke hab ich da aber nicht erwähnt. Innen arschglatt gerieben, halt vom feinsten, wie es halt sein sollte.
-
Eigentlich dachte ich immer wenn ich deine Topic Beiträge so verfolgt habe, naja, ein wenig Ahnung hat der gute Mann. Diese Meinung hat sich aber nach deiner Bemerkung zu der (dieser ) Reduzierbuchse leider deutlich negativ geändert. Sei es im Hinblick auf die Oberflächengüte innen, sowie meine Bedenken und das Abtun betreffend geschwächte Festigkeit der Buchse. Vor allem die Aussage, "und brechen wird da nix. Das liegt schließlich (im äusseren Bereich wo die Nut sitzt) flächig auf..." Hab heute von nem BFA306er Kolben mit 18er Kobo die Nuttiefe vermessen, die Nuttiefe beträgt genau 20,1mm. Wenn ich in die Reduzierbuchse mit 1mm Wanddicke den Einstich sagen wir mal 0,6-0,7mm Tiefe einsteche, bleiben mir max. 0,3-0,4mm Restwanddicke an dieser Stelle. Erstens mal hätte ich bei so seichter Nuttiefe grösste Bedenken das der Clip raus springt, jeder Clip federt ja bekannterweise in der Nut. Von zu befürchtendem abbrechen des Reststückes der Buchse, mit raus fliegendem Clip usw., möchte ich mir nicht mal die Folgeschäden im Traum vorstellen. Das erste Bild mit montierter Buchse und Kobo sah für mich durch die schlechte Perspektive so aus, das der Clip im Kolben montiert ist und den Kobo direkt axial abstützt und sichert, dazu müsste dieser Clip mindestens den Ø von 15,5mm abdecken, was bei der Drahtdicke des Clip's kaum möglich sein wird. (hab leider den Clip nicht gemessen) Aber die Lösung, Nut für den Clip in der Buchse, ein absolutes Nogo bei 1mm Wanddicke der Buchse!
-
Ich bin als Werkzeugmacher evtl. zu verwöhnt, aber mit der Oberfläche innen von den Büchsen, ich würde mich nicht trauen so etwas zu verkaufen. Den Clip in die Buchse zu setzen, an sich ne gute Idee, aber bei STD Nuttiefe wie am Kolben bleibt wohl nicht all zu viel Wanddicke der Buchse übrig.
-
Noch ne kurze Anmerkung zum ausgebauten Primatist Pleul. Trotz Verschleiss des HZ und des Pleullagers, zeigt das untere Pleulauge sowohl optisch als auch masslich mit einem Ø von 26,018mm null Verschleiss, d.h., in dem Fall ist die Härte den Lagerteilen überlegen. Da kann man sich dann vorstellen, wenn Pleul in vorhergegangenen Beispielfällen dermassen verschlissen sind, was hier für Kräfte herrschen! Noch was zu den 14rölligen "Billiglagern", die waren früher nicht dumm wenn hier das Käfiglose Lagersystem verbaut wurden, denn hier bekomm ich doch ein paar Rollen mehr in den Pleulfuss, auch oft im Kobolager praktiziert.
-
Zu den 14rölligen Pleullagern noch ne Anmerkung, diese können versilbert, von mir aus vergoldet sein, w a r u m spart man hier an einem etwas teureren Produkt einfach ein. Ich kapier das ganze einfach nicht. Je mehr Rollen ich in dem Lager habe, umso besser stützen sich die radialen Kräfte ab. Nun kommen an der Kuwe noch einige andere Unwägbarkeiten zuammen, der gelackmeierte ist doch der Kunde. pr
-
Wegen der Verdrehsicherheit hätte ich keine Bedenken, zu was die verschweissten Wellen gerne neigen, die Wangen neigen gerne zum auf bzw. zusammengehen gegenüber dem HZ. Es sind hier halt doch Spannungen in der Schweissnaht, selbst eine "gelaserte" Schweissnaht ist nicht zu unterschätzen. Eine von Hand gelaserte Schweissnaht hat den Vorteil, der Schweiser setzt mind. drei Punkte das es den HZ nicht so verzieht. Beim Automaten lasern rotiert die Kuwe um den Lichtbogen, bis die gegenüberliegende Seite erreicht ist hat es dermassen Wärmeverzug in die Schweissnaht eingebracht. Verschweisste Welle öffnen €71,40 Die grösste Gefahr besteht nach öffnen der Schweissnaht, wenn der HZ nicht perfekt angefast wird, das es beim auspressendes HZ aus der Wange enorme Riefen ziehen kann. Wenn die Schweissnaht "an einer Wange" geöffnet ist, presst man die Wange um das Axialspiel auf Block. Nun guckt der HZ ein klein wenig vor, das reicht um in der Tiefe der Hohlkehle und Überstand vom HZ eine Fase anarbeiten zu können. Bei der zweiten Wange wird es leichter, da presst man den HZ ca. 1-1,5mm weiter durch, dann kann man super arbeiten und anfasen. Ob sich's lohnt, da muss jeder selbst den Rechenschieber in die Hand nehmen. Zur vorher genannten Kuwe, 62 Hub, 127er Pleul, Verzahnung Kulu
-
Ich mess mal geschwind Pleullänge und Hub
-
Die 0,28-0,48mm wären eigentlich dem Ideal sehr nah, aber da der Axialspalt ungleich gross ist gibt es Probleme mit dem Radialspiel des Pleullagers zum HZ. Daher verschleissen die Lagerteile, wie HZ, Rollen des Lager, die Pleul selbst an den Planflächen und die AS viel zu schnell. 2k ist doch nix für sone Kuwe, die muss locker 25-30k abkönnen, das ist ausdrücklich gesagt meine Meinung. Und glaubt mir, bissi blick ich schon durch bei den Kuwes,
-
Mich kotzt das ganze so an, dem Kunden gerade nen Kostenvoranschlag geschickt. €251,15 werden da fällig. Mit neuem versilberten 16rölligen Pleullager ist das Kippspiel schon fast gut, auf neuen HZ gesteckt ist das perfekt. Fazit, Pleullager, HZ, in der Dicke sowie Aussen Ø abgestimmte AS, Nacharbeit der Planflächen und die Kosten wie bei einer Revision. Warum die Nacharbeit an den Planflächen der Wangen? An beiden Wangen weicht die Parallelität um 3/100mm ab. @Gaudixist ne Kuwe mit Verzahnung Edit: Zum Thema "kleben", kam da nicht ein Klumpen Restkleber zwischen AS und Wange zum Vorschein, dachte schon beim erst Check, wieso geht da die Fühlerlehre nicht rein. Hat natürlich dann der Ölfilm auch keine Chance!
-
Hab heute ne DS SIP reinbekommen, erste schnelle Diagnose mit der Fühlerlehre gemacht, verheerend. Limaseite 0,38 zu 0,48mm Differenz an der Fühlerlehre, An der Kuluseite kann man, wenn das Pleul genau senkrecht steht wunderbar oben und unten ausblocken. Auch hier die 10/100mm Differenz. Werd jetzt heut noch eine Wange auspressen um Pleul und Lager zu inspizieren und mit anderem Messmittel Gewissheit zu haben, da für die rel. wenigen km schon sehr grosses Kippspiel vom Pleul vorhanden ist. Pleul lässt sich mit wenig Kraft an die Limawange drücken, zur Kuluwange ist genügend Platz, da die Pleul assymetrisch gearbeitet sind,
-
Nach der Eingangsfrage von dir bin ich leider nur auf die Glockenwelle eingegangen, sorry, die DS hab ich glatt überlesen. Wenn eine 3/100 in deiner Fühlerlehre enthalten ist, geh ich davon aus das dies dann die "36 Blatt" Lehre ist. Bei der kannst im Notfall auch mehrere Blätter kombinieren wenn das Gefühl hast, die eine lässt sich zu locker stecken, die andere Stufe der Lehre geht zu stramm rein. Hier funzt dann "eingeschränkt" nur die Methode wie von @VbTuningbeschrieben. Um den Verschleiss an der Planfläche des Pleulfusses mit der Lehre auszublocken darf das Pleul nicht durch die zu kleinen AS eingelaufen, sprich verschlissen sein. Du kannst aber bei zu kleinen AS im äusseren Bereich der Planfläche des Pleulfusses die Parallelität ausblocken, denn hier sind diese Pleul wie neu.
-
@Nepomukleider kann ich im Moment mit keinen eigenen Bildern dienen. Hoffe @VbTuninghat keine Einwände das ich in seinem Revier wildere,. An diesen Stellen wo der Andi misst, kann man im zusammengebauten Zustand der Kuwe super messen. Du musst nur den festen Teil der Bügelmessschraube (Mikrometer), diesen Amboss nach innen so nah wie möglich an's Pleul ran platzieren, da ist wirklich genügend Platz. Also den Mikrometer genau andersherum halten. Bei einer Abweichung von mehr als 1/100mm in der Parallelität, egal welche Wange, würde ich Handlungsbedarf empfehlen. Mit einem guten Digi- Messschieber ist diese Messung mit bissi Gefühl auch aussagekräftig, hoffe geholfen zu haben, Gruß Helmut
-
Seine 1. Welle hat ja nen brutalen Klemmer hinter sich, 100pro hat's diese verdreht, da ergibt sich ein anlaufen des Pleul's an die Wange zwangsläufig. Aus @Andreas G-Punktseinem Beitrag kann ich nicht rauslesen, wie die Kuwe betreffend HZ aussah, ob gelasert welcher Hersteller? Selbst "gelaserte" Wellen verdreht es da, lasern ist da nicht das Allheilmittel. Zu deinen Bedenken, "ob was schief usw.",einige Blöcke betreffend Lagergasse, Zylinder ob Winkligkeit, Fussdichtfläche zur Bohrung stimmt, wurde bei verschiedenen Kunden von mir vermessen, alles tipi, topi, überall das gleich Phänomen! Wenn man bei glasharten Pleulfüssen, an den AS sowie an den Planflächen extreme Verschleissspuren sieht und messbar sind, und das nach nichtmal 300km, da kann was nicht stimmen. Ich wiederhol nochmal's, @VbTuninghat ja zum Glück den Fehler entdeckt, nun wissen wir wo der Hebel anzusetzen ist. Nur schade, bei einer knapp €400 Kuwe nochmal's um die ca. €200 (Nacharbeit, dickere AS, bzw. 1mm AS, neues Lager, zu 99% auch der HZ und die Arbeitszeit. Die im Aussen Ø zu kleinen AS erübrigt sich ja dann bei Modifikation der Kuwe. Nur, es lohnt nicht ne neue Kuwe zu holen, wenn da die gleichen Ungenauigkeiten vorhanden sind SIP müsste den Lagerbestand und die Zugänge vermessen, dauert pro Kuwe keine 2-3 min., hier dauert das auspacken länger, und diese vermessenen und für gut befundenen Wellen für den Verkauf freigeben. Es sind ja auch Wellen drunter, diese passen auf 2-3mµ genau, hier entstand beim Härtevorgang kaum Verzug der Wangen,