Rally 221
Members
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von Rally 221
-
Ich kann dir nicht folgen. Was ist ähnlich ...? Was ist deiner Meinung nach falsch an der angefügten Erklärung? Bin gespannt, freue mich auf deine Erklärung ! http://de.wikipedia.org/wiki/Motor%C3%B6l
-
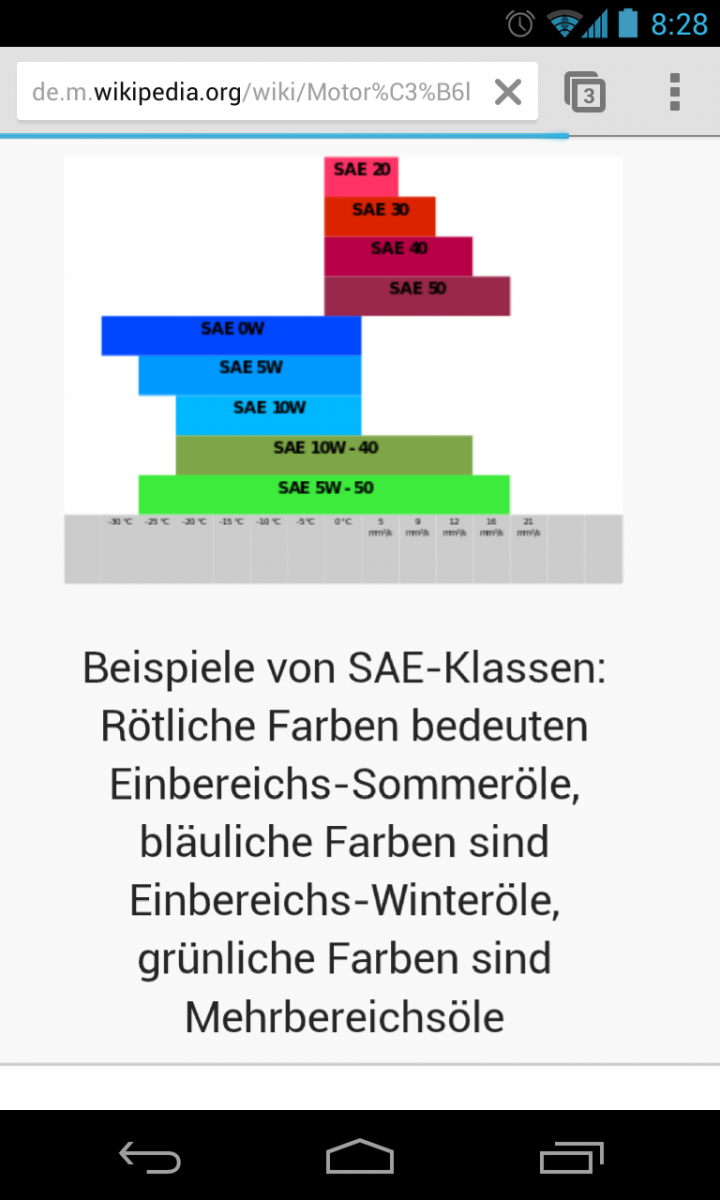
Dünnes Öl braucht keine extra gute Andichtung, 1 x richtig abgedichtet reicht ! Und dünn ist SAE 80 eh nicht wie Du schreibst, das ist wie Honig ! Hier mal zur Info eine Graphik !
-
Möchte Zerstörer ü30 vom "King Racing Team" noch gratulieren für die zweit höchste Leistung an diesem Tag mit seinem Rotax auf Quattriniblock und 60mm Kingwelle mit 44,8PS und 34,5 Nm !!! Beim KingofBurnout hat sich an seiner 235 ccm Smalframe wie sich herausstellte die Auslasssteuerung nicht geöffnet. Naja, Potenzial ist da in dem Fall noch reichlich vorhanden ! Es geht immer weiter .... !
-
Ich glaub da bringt ne rundlaufende Felge und ein rundlaufender Reifen mehr, da findest Du oft mehr Unwuchten an Vespas wie bei ner Schubkarre. Denke der Gewichtsunterschied der beiden Materialien ist relativ wenig und die korrekte Positionierung der Gewichte gleicht fast schon der Astrophysik ! Denke auch, dass an der Stelle sicher keine PS geholt werden können und die Laufleistung der Lager bei Vespa's m.M. vernachlässigbar sind (Wir sprechen nicht über Mercedes Kurbelwellenlager mit einer angestrebten Laufzeit von 200 000 Km). Rennmotoren bekommen wohl oft jährlich neue Lager, Top getunte alle 2-3 Jahre, und der Rest läuft ewig da original. Denke es ist generell ein interessantes Thema, wo Du aber m.M. nie eine Finale Antwort bekommst. Bevor Du da viel Geld ausgiebst (hart drehen, heiß drehen, erodieren etc.), nur als persönlicher Ratschlag, verwende das Geld für was anderes. Verstehe es meinerseits nicht als Kritik, ich werde weiterhin aufmerksam auf eine plausible Meinung warten,. Denke aber nicht dass eine kommt die mich überzeugt. Gruss
-
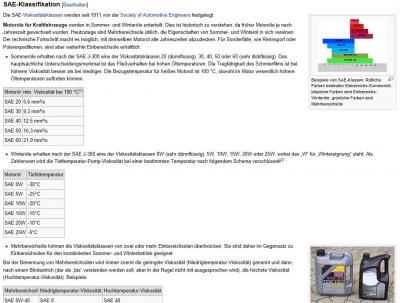
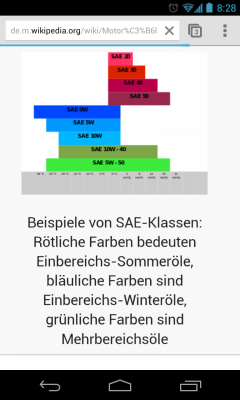
Ich habe es mir mal so erklären lassen, dass SAE 30 oder 50 ...Öle nicht temperaturflexibel sind. D.h. der Temperatureunsatzbereich ist relativ begrenzt im Gegensatz zu einem Mehrbereichsöl wie bspw SAE5-W 50! Das erklärt dann eigentlich auch automatisch, dass bei mehreren Starts sich die Kupplung bzw das Öl unterschiedlich verhalten können ! Quelle Wikipedia:
-
-
-
Keine eine Info?
-
Suche die Distanz von Bohrung zu Bohrung der beiden Wellen zueinander. Messen mit Messchieber ist mir zu ungenau, hat das jemand schon ordentlich vermessen? Gruss und schon mal Danke!
-
Ist richtig ! Bevor jemand aber 250 ml Fläschchen für 3,90 .- kauft im Laden kauf ich mir lieber für 8.-/l vom Fass beste Qualität
-
Das wäre mein Tipp für ein hochwertiges Öl für Lamellenkupplungnen
-
Was soll ich sagen? 1000 Dank, einwandfrei !!!!
-
Molto grazie erstmal, aber Messchieber hast du kein ? Wollte es relativ genau wissen. Trotzdem danke! Gruss
-
Hallo zusammen, wer kann mir auf die schnelle helfen und kann den Aussendurchmesser am Korb einer MMW V 2 Kupplung messen? Wäre super, brauche das Maß leider schon bestenfalls morgen Früh , vielen Dank im voraus, Gruss
-
Danke
-
Wer kann mir den Aussendurchmesser einer MMW V2 Kupplung messen ? Meine ist eingebaut ! Am liebsten den Korbdurchmesser und noch was übersteht nennen, habs grad nich vor Augen ob da noch ein Belag etc übersteht. Vielen Dank im vorraus, Gruss
-
Was ist als Lenker in der Klasse 4- pro sports erlaubt, gibt da limits bezgl Abstand der Vorverlegung oder sonst was zu beachten?
-
-
Ich würde dir empfehlen bei einem Landmaschinenhändler vorbei zu schauen. Die haben verschiedenste Mehrbereichsöle, Getriebe Öle, Differential Öle usw. Reines Motoröl ist event nicht geeignet für die Kupplungsbeläge ... Ich fahre das mehrbereichs Öl von Fendt problemlos mit Ü 30 mit ner MMW V2
-
Leichtes "einkuppeln" hatte ich vor vielen Jahren mal mit einem zu kurzen kup.....-> edit: leichtes Spiel am Hebel hab ich überlesen ! Die v2 wird nicht überall mit starken Federn im Paket verkauft, zumindest bei mir. Musste gleich mal Federn nach bestellen.
-
Ich brauche eigentlich kein Werkzeug um die Kurbelwelle einzuziehen oder auszudrücken. Ich zieh die Kurbelwelle mit der Zentralmutter für die Kupplung ins Lager rein, da benötigst du maximal eine große dicke Unterlagscheibe für die ersten paar mm dann gehts bereits mit der Kupplung weiter. Raus schlagen mit bsp. Kunststoffhammer geht event. Ich habe gar keine Gefahr mit Gewinde verschlagen etc. wenn ich den Käfig des KW-Lagers zerstöre und alle Kugeln auf eine Seite schiebe und die KW dann einfach entnehme mit dem Innenring drauf. Der Innenring kommt dann von der Kupplung bspw. so runter: [ media] Oder mit Halbschalenabzieher etc. !!!
-
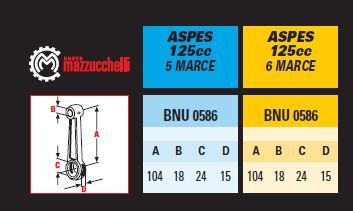
Denke die Links könnten Dir helfen Modelle zu finden mit den von Dir gewünschten Abmessungen. Dann kannst Du je immer noch bei Ebay etc. unter dem Modell suchen und bekommst dann dein passendes Pleuel. Auf meiner Suche war ich ohne dieser Hilfe anfangs nie sicher, welches BJ etc. wenn keine Abmesungen dabei standen sondern z.B. nur KTM 400 ?!?!? Hoffe es hilft Dir, viel Erfolg ! http://www.nuovamazz...m/prodotti.html http://www.nuovamazz...terasse/105.pdf Das Model hätte bei 104 mm Pleuellänge Durchmesser oben unten mit 18/24
-
Ich spare mir das Geld und die Unsicherheit einer gefetteten Papierdichtung speziell bei bearbeiteten Motorblöcken mit teils schmalen Dichtflächen und event noch leichtem Verzug und nehme ausnahmslos von Fuß bis Kopf Dichtung und Motorhälften die Wacker e 43 (transparentes Silicon bis 180°C !) http://www.germanscooterforum.de/index.php?app=core&module=attach§ion=attach&attach_rel_module=post&attach_id=651402
-
Denke auch dass "ein sich selbst verstellen" auf far kein Fall sein darf. Das ist wohl Grundvoraussetzung! Sollte sich da doch was rausdrehen (weg von der Federkraft) würde das in dem Fall ein überfetten ergeben was ja nicht so gefährlich wäre als bei der Leerlaufschraube das abmagern! Schaun wir mal ob das was gebaut wird und wenn was es taugt. Gruss
-
Erst mal Danke für die Mühe, aber ist glaub nix für Keihin PWK dabei!