


Rally 221
Members
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von Rally 221
-
es gibt ja Ausfälle von Leuten, die ihre Leistung nicht verschwiegen haben und ebenfalls den Austausch erwähnen und nicht weiter darauf rumreiten (denke so ists fair). Es sind doch allerdings noch einige die bei nicht offiziellen Händlern bezogen haben und eben nix bekommen haben. Und dann noch welche die von wirren Empfehlungen und neuen produktlinien und ...gehört haben und jetzt verunsichert sind. Und da fehlt die klare Linie. Geb dir recht, dass eine charche event unglücklich gewesen sein könnte. Wie auch meine Scheibe. Für das Geld was drt verlangt kann ja auch nicht von Wucher die Rede sein. Wie gesagt, es wäre einfach ein klares statement zu geben und fertig. Mir ist es übrigens auch daran, dass es möglichst viel innovative tuninghersteller in Europa gibt und da nix von Asien kommen muss. Und für Fehler sollte niemand seinen Kopf verlieren. Alles kann, nichts muss!
-
wäre ich der Denis, hätte ich bei einer Hand voll defekter Teile alle Importeure und grauimporteure informiert, dass defekte Teile erstattet werden. Und nochmal, von mir Persöhnlich gibts die Chance dass drt weiter tolle Produkte verkauft. Fehler passieren, Problem lösen, gut is. Nix machen, warten dass alle recht behalten wollen und recherchieren anfangen führt zu ner hetzjagt (wie bei zu Gutenberg, der arme). Karten aufn Tisch hatte den Wind aus den segeln genommen! So, für mich endet es hier. Ist mir eigentlich wurscht. Das forum ist weiter top, extrem begabte gibts uberall . Schlussendlich bildet sich eh jeder seine eigene Meinung und baut und kauft was gefällt! Dran bleiben!
-
Dann wäre Drt ja extra super dämlich bei einer handvoll Teile nicht an die Öffentlichkeit zu treten und den Umtausch "defekter" Teile zu versprechen! Nochmal: Eine Hand voll Teile, man wären die doof da so eine Welle entstehen zu lassen, unglaublich!
-
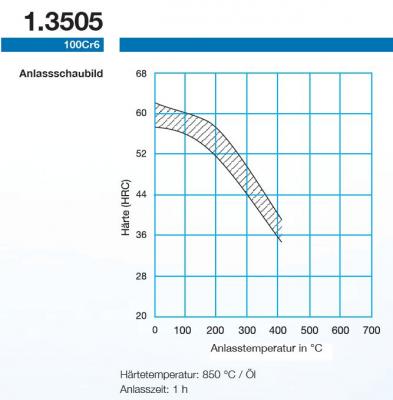
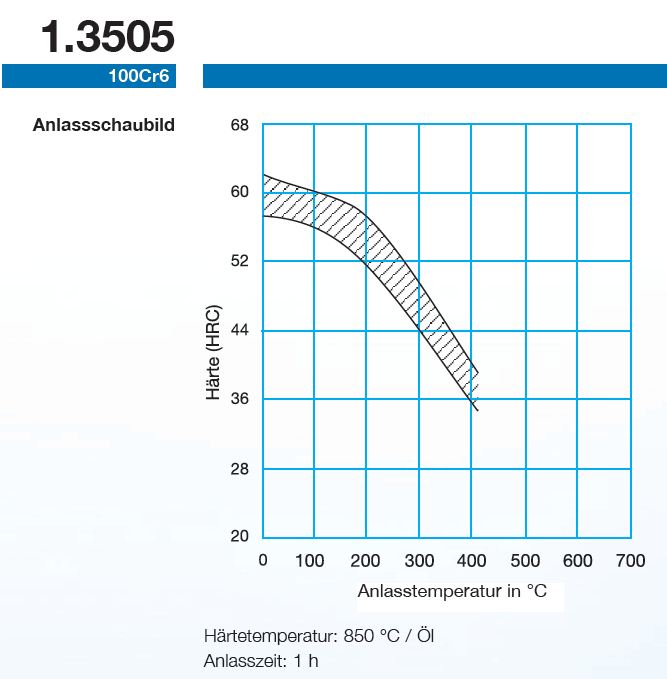
Ich hab mich eigentlich falsch ausgedrückt. Das Modul ist ja eigentlich die Zahnform. Und die Durchmesser der ineinandergreifenden Zahnräder wird dazu berechnet. Wie kann dann nur ein Zahnrad verkleinert werden über Zähne Zahl und auch Durchmesser? Da wird doch auch das in ein an der Greifer der zahnflanken /reduziert. Das meinte ich eigentlich. Aber wie gesagt, ich kenne mich da nicht aus, aber es wundert mich dass das so bei all den Varianten geht. Hab mich da falsch ausgedrückt!Könnte auch sein dass den ersten gang niemand so hart ran nimmt (wheeliegefahr) und eher den zweiter knallen lässt!@ heizer. Hab keine 100% erklärung.Denke das härten ist da sehr kompliziert. Hab einen Spezialisten gefragt wie man so ein kegelförmiges Zahnrad härtet. Induktief erhitzen, gleichmassig abschrecken...?Eigentlich den Grundkörper zäh gestallten und dann die Randschicht härten. Wie ? Nitrieren? Keine Ahnung. Da sind Spezialisten gefragt! Das ist großes 1x1, nix für heimwerker wie mich in der Mittagspause in der Industrie!Und ich denke dass sich drt mit all den Varianten selbst ein ei gelegt hat. Mit den zahnmodulen wird denke ich zu fahrlässig umgegangen. Jedem kann ein Fehler im Eifer passieren. Auch drt wird event auswärts fertigen lassen und Gefahr laufen mit Qualitätsproblemen konfrontiert zu werden. Drt bekommt von mir eine Chance, Entwicklungsarbeit wie PKW Bereich wird für drt finanziell nicht drin sein. Denke die sollen alles überdenken. So wie der Rach gerade auf RTL, Speisekarte reduzieren auf die wesentlichen Dinge und sauber arbeiten. Dann neu durchstarten !Ich hatte einen Schaden an einer Kupplungsscheibe (Largeframe) vom DRT. Da es mehrere Scheiben von mehreren Hersteller gibt und ich die beste wollte, dachte ich nehme ich eine von einem Hersteller der Zahnräder fertigt. Denn wenn jemand Zahnräder fertigt, dann wird er sich unweigerlich mit der Auswahl von Materialien und Vergütungsmethoden bzw. Härteverfahren usw auskennen müssen ! Das war in meinem Fall nicht so, Zufall oder Pfusch? Mir egal, hab mir jetzt selbst eine aus 100cr6 gedreht und vergütet auf 58 HRC Härte (Siehe Tabelle) ! Da ich für meinen LF Motor auch noch überlege was ins Getriebe kommt verfolge ich dieses SF DRT Topic. Jetzt wird hier darüber geschrieben, dass mit x PS man hätte müssen sollen bla bla und DRT ist doch nicht für bla bla ! Wenn ich mir die Homepage ansehe mit zig Links u.a. Video Link der "schnellsten PX der Welt" dann frage ich mich schon was will DRT sein? Bis 20 - 25 PS halten die meisten Originalteile. Und mit 20 - 25 PS fährt auch niemand QM, DRT zeigt aber viele Fotos usw. von Rennen... Dumm und selbst Schuld ist meiner Meinung nach DRT bezgl der Politik im Umgang mit den Vorfällen. Und ich finde nicht, dass mit so ner Homepage Käufer von DRT Teilen mit Ü 35 PS Eigenschuld tragen am Versagen mit Bauteilen. Ich persönlich warte auch bis ich was glaubwürdiges höre oder kaufe ggf. von einem neuen Hersteller der sich vertrauensvoll Anbietet. http://www.drtdenis.com/


 Hab bei Youtube ( ) ein Video gesehen von Flexhone wo es einer beschreibt auf englisch und was von 600-800 upm erzählt !Ich hab heute wie gesagt nicht mit ner Flexhone sondern einem Hohnwerkzeug http://www.ebay.de/itm/Honwerkzeug-Hongerat-Zylinder-51-178mm-honen-Werkzeug-Hohnwerkzeug-Hohngerat-BGS-/170694871243?pt=Spezielle_Werkzeuge&hash=item27be3508cb zuerst an einem alten Gusszylinder veruscht wie ich einen möglichst schönen Kreuzschliff hinbekomme. Mir ist bei 200 Upm und reichlich auf ab an der Alzmetall der Arm geschwollen. Da war die Kombination auzs Drehzahl und Hub ok. Mit 600 - 800 Upm kann ichs mir kaum vorstellen. Dass wäre event eine Erklärung für tendenziell horizontale Schleifspuren. Würde jedem empfehlen der es wie ich heute zum erstenmal macht, einen Probeschliff in einem alten Zylinder oder Rohr zu machen. Wie gesagt, bin mit meinem Ergebnis zufrieden. GrussHab mir ein billiges Hohnwerkzeug gekauft für 35 .- inkl. Versand mit 3 x 100 mm langen Hohnsteinen. Es geht mir nur darum, um bei meinem "ausgelutschten" Aluzylinder wieder einen Kreuzschliff zu haben für einen möglichst perfekten Schmierfilm. Habs an einer großen Alzmetall Ständerbohrmaschine gemacht. Der Verfahrweg wurde natürlich mit Anschlägen limitiert, denn der offene Zylinderfuß lässt die 100 mm langen Schleifsteine ggf rauskippen bei zuviel Weg. Da hat die Flexhone sicher ihren Vorteil. Ist mir aber zu teuer (65-75.-), da ich nur einen Kreuzschliff will, und nichts entkraten usw. Hab Fotos von vorher und nachher und von der Gafahr wenn man bspw zu weit herausfahren würde. Könnte im Schraubstock mit Akkubohrer event freihändig passieren (Flexhohne hat hier wieder die Vorteile). Die Flexhonbürste wünsche ich mir vielleicht zu Ostern !
Hab bei Youtube ( ) ein Video gesehen von Flexhone wo es einer beschreibt auf englisch und was von 600-800 upm erzählt !Ich hab heute wie gesagt nicht mit ner Flexhone sondern einem Hohnwerkzeug http://www.ebay.de/itm/Honwerkzeug-Hongerat-Zylinder-51-178mm-honen-Werkzeug-Hohnwerkzeug-Hohngerat-BGS-/170694871243?pt=Spezielle_Werkzeuge&hash=item27be3508cb zuerst an einem alten Gusszylinder veruscht wie ich einen möglichst schönen Kreuzschliff hinbekomme. Mir ist bei 200 Upm und reichlich auf ab an der Alzmetall der Arm geschwollen. Da war die Kombination auzs Drehzahl und Hub ok. Mit 600 - 800 Upm kann ichs mir kaum vorstellen. Dass wäre event eine Erklärung für tendenziell horizontale Schleifspuren. Würde jedem empfehlen der es wie ich heute zum erstenmal macht, einen Probeschliff in einem alten Zylinder oder Rohr zu machen. Wie gesagt, bin mit meinem Ergebnis zufrieden. GrussHab mir ein billiges Hohnwerkzeug gekauft für 35 .- inkl. Versand mit 3 x 100 mm langen Hohnsteinen. Es geht mir nur darum, um bei meinem "ausgelutschten" Aluzylinder wieder einen Kreuzschliff zu haben für einen möglichst perfekten Schmierfilm. Habs an einer großen Alzmetall Ständerbohrmaschine gemacht. Der Verfahrweg wurde natürlich mit Anschlägen limitiert, denn der offene Zylinderfuß lässt die 100 mm langen Schleifsteine ggf rauskippen bei zuviel Weg. Da hat die Flexhone sicher ihren Vorteil. Ist mir aber zu teuer (65-75.-), da ich nur einen Kreuzschliff will, und nichts entkraten usw. Hab Fotos von vorher und nachher und von der Gafahr wenn man bspw zu weit herausfahren würde. Könnte im Schraubstock mit Akkubohrer event freihändig passieren (Flexhohne hat hier wieder die Vorteile). Die Flexhonbürste wünsche ich mir vielleicht zu Ostern !
 Zur Qualität kann ich noch nichts sagen, sind bei mir noch nicht in Betrieb. Werden meinen QM roller dieses Jahr kühlen. Kosten bei egay knapp 100 . Als günstige und sehr leistungsstarke Wasserpumpen kann ich gebrauchte "Zusatzwasserpumpen" von bspw. 5er BMW, VW Bus etc empfehlen. 15 - 25 .-!
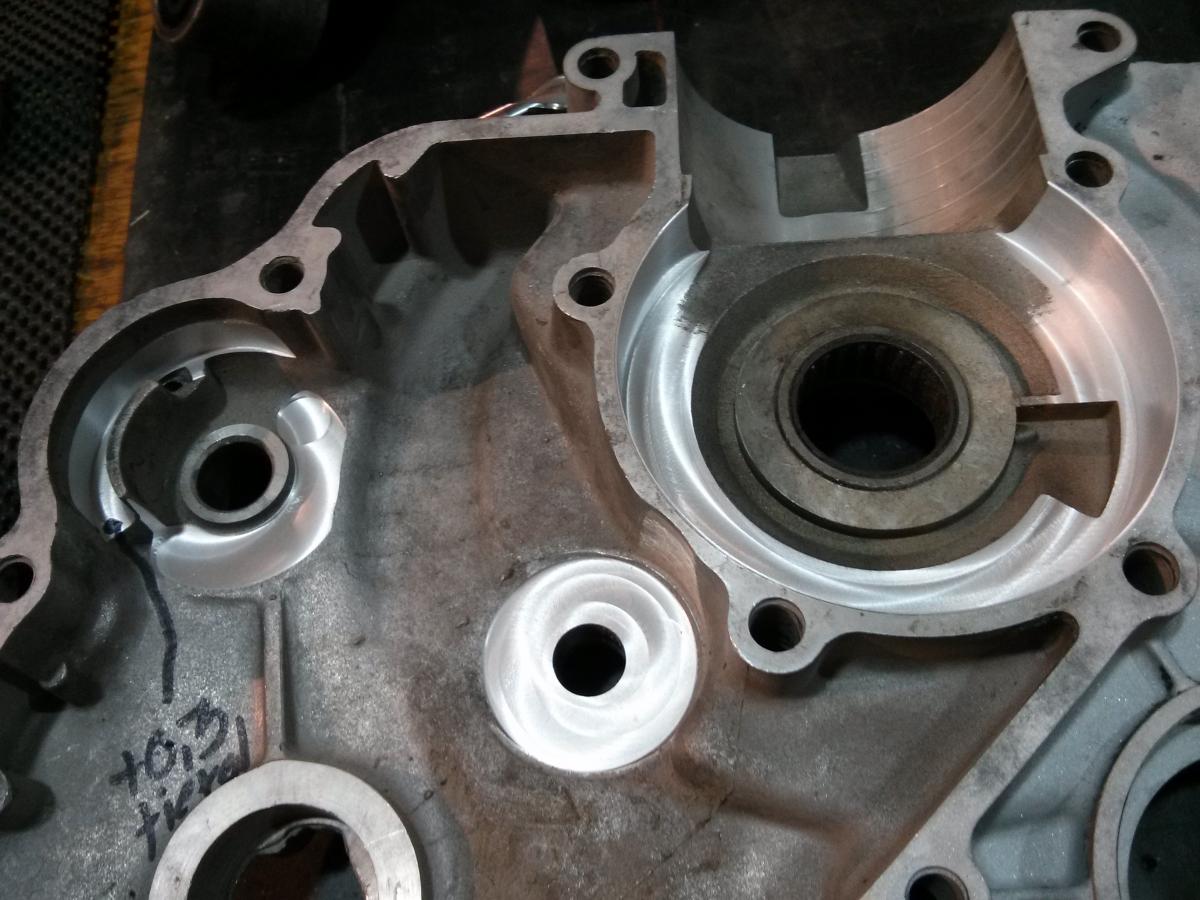
Zur Qualität kann ich noch nichts sagen, sind bei mir noch nicht in Betrieb. Werden meinen QM roller dieses Jahr kühlen. Kosten bei egay knapp 100 . Als günstige und sehr leistungsstarke Wasserpumpen kann ich gebrauchte "Zusatzwasserpumpen" von bspw. 5er BMW, VW Bus etc empfehlen. 15 - 25 .-! Du hast immer noch nicht mitbekommen, dass der Kurbelwellenstumpf so gut wie keine Hitze ab bekommt sondern nur der Lagerring für 2-3 Sekunden punktuell erhitzt wird. Glaube wie bei ner Dauerwelle, gefönt werden nur die Haare auf dem Lockenwickler-> nicht die Kopfhaut ! Will nochmals anmerken, dass mein Post neutral als Info ohne Wertung anderen Methoden gegenüber war. Wie es jeder für sich löst hängt von den Möglichkeiten usw ab. Merke dir bitte zuletzt nur eins, nicht der Stumpf wird in 3 Sekunden heiß, sondern allein der Lagerring-> deshalb fällt der auch ohne Krafteinwirkung ab !!!Will ja dein Frisörhandwerk nicht schlecht machen. Als ich keinen Schweißbrenner hatte, hab ich auch einen Heißluftfön verwendet. Den Lagerring mit möglichst großer Hitze und möglichst nur den Ring erwärmen und mit Hebelwerkzeugen abdrücken. Ist und war ja keine schlechte Methode. Nur wers versteht mit dem Schweisbrenner und einen hat, wird den Schweißbrenner nehmen. Es bist ja nur du, der nur seine eigene Methode versteht und andere nicht.Ich geh mal davon aus, dass Du gelernter Frisör bist. Ich kenne mich mit Fön da wirlich nicht so gut aus wie Du, dass gebe ich zu ! Das was Du beschreibst mit langsam erwärmen passiert jedes mal beim Fahren mit dem Motor. Und weil sich beides zusammen erwärmt kann sich der Ring auch nicht lösen. Der Schweißbrenner bring in kürzester Zeit punktuell Hitze an den Ring der sich dann so schnell ausdehnt, dass er abfällt bevor die Kurbelwelle sich mit erwärmt bzw. mit ausdehnt. Die Methode ist 1000 fach in der Getriebeinstandsetzung erprobt um Lagerringe schnell, materialschondend und ohne Spezialwerkzeug zu entfernen. Hab mein Video ja nur für Leute gepostet, dies verstehen. Und vor allem nicht als die letzte Weisheit ! Alles kann, nichts muss !Also "blöde" ist das mit dem Fön. Da erwärmst Du die Welle über viele Sekunden kpl. mir Ring gleichmässig. Wo ist da der Vorteil ? Mit dem Schweißbrenner überträgt man für 2-3 Sekunden nur die Hitze an den Ring, und weil sich so schnell nur der Ring erwärmt und die KW nicht, fällt der Ring der sich ausgedehnt hat von selber runter ohne 2 großen Schraubenzieher und sonstigem Zeug !Wenn du einen Schweissbrenner hast, dann machs so wie wir:Verstehe deinen Bezug auf meinen Beitrag nicht. Meine Messung war von aktuellen Drt Teilen die bei mir aktuell gebrochen sind. Die Härteprüfung ist mit diesem Verfahren immer ohne Zerstörung des Bauteils und kann vom Hersteller deshalb immer bei einer Produktiosreihe deshalb ohne Verluste durchgeführt werden (wird an einer Flanke druchgeführt bzw. an einer Stelle ohne Funktion!) . So ein Härtemessgerät steht bei uns in der Härterei direkt neben dem Ofen, somit kann sofort die Härte gleich nach dem Runterglühen geprüft werden. --> Dass dein 5 Jahre altes DRT Teil i.O. ist freut mich, hat aber mit dem was ich schilderte nichts zu tun !...Kennt das Pleuel jemand? Hat da jemand Erfahrungen zur Qualität? Gemessen vom Foto und berechnet über den Maßstab konnte das Ding ca 140 mm lang sein ! http://item.mobileweb.ebay.de/viewitem?itemId=281038030607Nach der Arbeit den Roller auf den verschneiten Motorrad Anhänger zu schnallen (=Reifen sehr kalt!) und schnell schnell noch vor dem Abendessen ein paar Läufe zu bekommen ist das eine. Daniels Lambretta schnell vom Prüfstand runter zu fahren den Radstand schnell schnell zu verstellen ist bei der glatten nicht gerändelten Walze vielleicht dann das nächste Problem. Und die Rolle vllt mal entfetten von den unzählig überlaufenden PX Vergasern und oligen Hinterreifen ! Wer weis wer weis,möglich wärs!Noch geheim ! Bald gibts mehr Infos.Das hab ich eben vergessen zum vorbereiten, finde ich auch die beste Lösung!Ich habe für meine 66er Welle die Zentrierung komplett geopfert. Da der hintere Passbolzen ja quasi jetzt einen Drehpunkt bildet hab ich mit einem Haarlineal die Zylinderdichtflache parallel eingestellt -> fertig. Hab da kein schlechtes Gewissen. Klar wäre ein zuvor neu gesetzter zweiter Passbolzen im oberen Bereich das Beste gewesen. Aber wie so oft kam der Fräßtermin überraschend schnell ! Wegen dem Abdichten, wir nehmen nur noch die Wacker Elastosil E 43 (transparent und dauerelastisch bei hohen Temperaturen) und keine Papierdichtung mehr. Spart u.a. das Geld für den Dichtsatz, und ohne dem Zentrierbund besteht sogar die Gefahr das es ein Dichtungspapier auf der schmalen Dichtfläche weg drückt. Kurz, kein Zentrierbund finde ich überhaupt kein Problem! "Alles kann, nichts muss ! So sieht mein Gehäuse aus vorbereitet für eine 66er Kingwelle!
Du hast immer noch nicht mitbekommen, dass der Kurbelwellenstumpf so gut wie keine Hitze ab bekommt sondern nur der Lagerring für 2-3 Sekunden punktuell erhitzt wird. Glaube wie bei ner Dauerwelle, gefönt werden nur die Haare auf dem Lockenwickler-> nicht die Kopfhaut ! Will nochmals anmerken, dass mein Post neutral als Info ohne Wertung anderen Methoden gegenüber war. Wie es jeder für sich löst hängt von den Möglichkeiten usw ab. Merke dir bitte zuletzt nur eins, nicht der Stumpf wird in 3 Sekunden heiß, sondern allein der Lagerring-> deshalb fällt der auch ohne Krafteinwirkung ab !!!Will ja dein Frisörhandwerk nicht schlecht machen. Als ich keinen Schweißbrenner hatte, hab ich auch einen Heißluftfön verwendet. Den Lagerring mit möglichst großer Hitze und möglichst nur den Ring erwärmen und mit Hebelwerkzeugen abdrücken. Ist und war ja keine schlechte Methode. Nur wers versteht mit dem Schweisbrenner und einen hat, wird den Schweißbrenner nehmen. Es bist ja nur du, der nur seine eigene Methode versteht und andere nicht.Ich geh mal davon aus, dass Du gelernter Frisör bist. Ich kenne mich mit Fön da wirlich nicht so gut aus wie Du, dass gebe ich zu ! Das was Du beschreibst mit langsam erwärmen passiert jedes mal beim Fahren mit dem Motor. Und weil sich beides zusammen erwärmt kann sich der Ring auch nicht lösen. Der Schweißbrenner bring in kürzester Zeit punktuell Hitze an den Ring der sich dann so schnell ausdehnt, dass er abfällt bevor die Kurbelwelle sich mit erwärmt bzw. mit ausdehnt. Die Methode ist 1000 fach in der Getriebeinstandsetzung erprobt um Lagerringe schnell, materialschondend und ohne Spezialwerkzeug zu entfernen. Hab mein Video ja nur für Leute gepostet, dies verstehen. Und vor allem nicht als die letzte Weisheit ! Alles kann, nichts muss !Also "blöde" ist das mit dem Fön. Da erwärmst Du die Welle über viele Sekunden kpl. mir Ring gleichmässig. Wo ist da der Vorteil ? Mit dem Schweißbrenner überträgt man für 2-3 Sekunden nur die Hitze an den Ring, und weil sich so schnell nur der Ring erwärmt und die KW nicht, fällt der Ring der sich ausgedehnt hat von selber runter ohne 2 großen Schraubenzieher und sonstigem Zeug !Wenn du einen Schweissbrenner hast, dann machs so wie wir:Verstehe deinen Bezug auf meinen Beitrag nicht. Meine Messung war von aktuellen Drt Teilen die bei mir aktuell gebrochen sind. Die Härteprüfung ist mit diesem Verfahren immer ohne Zerstörung des Bauteils und kann vom Hersteller deshalb immer bei einer Produktiosreihe deshalb ohne Verluste durchgeführt werden (wird an einer Flanke druchgeführt bzw. an einer Stelle ohne Funktion!) . So ein Härtemessgerät steht bei uns in der Härterei direkt neben dem Ofen, somit kann sofort die Härte gleich nach dem Runterglühen geprüft werden. --> Dass dein 5 Jahre altes DRT Teil i.O. ist freut mich, hat aber mit dem was ich schilderte nichts zu tun !...Kennt das Pleuel jemand? Hat da jemand Erfahrungen zur Qualität? Gemessen vom Foto und berechnet über den Maßstab konnte das Ding ca 140 mm lang sein ! http://item.mobileweb.ebay.de/viewitem?itemId=281038030607Nach der Arbeit den Roller auf den verschneiten Motorrad Anhänger zu schnallen (=Reifen sehr kalt!) und schnell schnell noch vor dem Abendessen ein paar Läufe zu bekommen ist das eine. Daniels Lambretta schnell vom Prüfstand runter zu fahren den Radstand schnell schnell zu verstellen ist bei der glatten nicht gerändelten Walze vielleicht dann das nächste Problem. Und die Rolle vllt mal entfetten von den unzählig überlaufenden PX Vergasern und oligen Hinterreifen ! Wer weis wer weis,möglich wärs!Noch geheim ! Bald gibts mehr Infos.Das hab ich eben vergessen zum vorbereiten, finde ich auch die beste Lösung!Ich habe für meine 66er Welle die Zentrierung komplett geopfert. Da der hintere Passbolzen ja quasi jetzt einen Drehpunkt bildet hab ich mit einem Haarlineal die Zylinderdichtflache parallel eingestellt -> fertig. Hab da kein schlechtes Gewissen. Klar wäre ein zuvor neu gesetzter zweiter Passbolzen im oberen Bereich das Beste gewesen. Aber wie so oft kam der Fräßtermin überraschend schnell ! Wegen dem Abdichten, wir nehmen nur noch die Wacker Elastosil E 43 (transparent und dauerelastisch bei hohen Temperaturen) und keine Papierdichtung mehr. Spart u.a. das Geld für den Dichtsatz, und ohne dem Zentrierbund besteht sogar die Gefahr das es ein Dichtungspapier auf der schmalen Dichtfläche weg drückt. Kurz, kein Zentrierbund finde ich überhaupt kein Problem! "Alles kann, nichts muss ! So sieht mein Gehäuse aus vorbereitet für eine 66er Kingwelle!







Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung