powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
@Friseur, hallo, " powered by Punzi" Aufkleber sind schon fertig Gruß
-
Hab da mal eine spezielle Frage an den Bernt und den IGCH, ich zerbrech mir die ganze Zeit den Kopf, wenn ich an einer Wange das Meistergewicht bestimme, wie muss, oder soll ich vorgehen, wenn die Kuwe für einen Exzenterhubzapfen ausgelegt ist? Ich müsste doch am Meistergewicht auch einen Exzenter andrehen, oder hab ich einen Denkfehler drinn, danke schon mal, pr
-
Heute geht die erste Charge der Exzenterzapfen in die Härterei, mal schaun, ob die einbaufertig unterm Christbaum liegen hoffe der Bernt hat nichts dagegen, die zu zeigen, die sind ja mit 0,2mm Hubversatz so putzig die Seite mit dem M8 Innengewinde, wird nach dem schleifen noch gekürzt pr


-
@Uncle Tom, hallo, geiles Projekt, meinst der neue 260er auf Basis des Mini3, läuft bis Geiselwind im Juni 16, vielleicht sehen wir uns da Gruß Helmut
-
-
@T5Pien, hallo, wenn manic die Wangen auseinander pressen möchte, muss er mit max. Dicke, was ganz knapp zwischen die Wangen passt, mit Stahlplatten arbeiten, hier hat sich gewaltzter Stahl (im Volksmund Schwarzstahl) als zähestes rauskristalisiert. Mit Aluplatten hast Du null Chancen, bei Stahlplatten defomiert es diese schon manchmal. (das Losbrechmoment, benötigt manchmal 3-4 to mehr Druck, dann gehts deutlich leichter pressen) käuflich gibts sowas nicht, höchstens gebraucht . 1mm größer wie Pleuelfuß vom Ø, damit so nah wie möglich am Pleuelfuß abgestützt werden kann. Wenn keine Fräse greifbar, mit Zirkel anreißen, Loch für Loch knapp nebeneinander bohren, Radiusstück rausbrechen, mit Flex verputzen, fertig. Ein dickwandiges Rohr, mit Schlitz für das Pleuel, damit dies freien Durchgang seitlich hat, die Platte stützt sich auf dem Rohr ab. Es kann auch mit hohen Leisten, die V-förmig angeordnet werden und hier die Platte aufliegt, ausgepresst werden, Gruß
-
@dr. dick, hallo, hier mal Bilder von einen Ø 58mm Läppdorn, Zyli ist von der neuesten KTM SX144/16, diese Klasse wird in manchen Ländern noch gefahren, der Läppdorn muss so lang sein, falls oben und unten noch die ca. 20mm dicken Vorspannplatten verschraubt sind, der Zyli sollte sich ca. 1/3 weiter wie die Dornlänge durchschieben lassen, Mat. des Läppdornes "nicht" gehärtet, ganz billiger Automatenstahl, oder St52, das Läppkorn muss sich in den Dorn eingraben können, damit dieses sich nicht zu arg wegschiebt, darf nicht geschliffen sein, auch die Drehriefen verhindern ein wegschieben des Läppkornes sorry OT, folgende Ø an Läppdornen liegen hier bei mir, Ø 45 Ø 47,9 Ø 54 Ø 58 Ø 60 Ø 64 Ø 67,01 Ø 67,4 OT Ende der Läppdorn wird bei 150µ Läpppaste 0,03 mm kleiner wie der gewünschte Zyli Ø angefertigt, auf beiden Seiten trägt das Läppkorn 0,015mm auf Gruß




-
@Yamawudri, les mal bitte die Datenblätter von dem JB Weld das schnell aushärtende JB Weld, hat eine sehr kurze Topfzeit, so um die 5min, hält deutlich weniger Temperatur aus, und erreicht auch eine wesentlich geringere Festigkeit. Bearbeitbar nach sehr kurzer Zeit, ca. nach einer Stunde. Das hochwertigste von JB Weld, ist das "Auto", hält über 300°C aus, sowie eine fast doppelt so hohe Festigkeit, Topfzeit ca. 30min, Aushärtedauer um zu bearbeiten, mind. 20-24 Std. , Wärme beschleunigt die Aushärtezeit des JB Weld Auto in keinster Weise , macht nur dünnflüssiger, was es aber von Haus aus schon ist, Gruß PS: Ich such mal die Daten raus
-
@Nick Knatterton, servus, hab hier ein Pleuel liegen, nach sowas such ich seit diesem Sommer, allerdings 120 lang, nicht ganz deinen Wünschen entsprechend unten 16 breit Ø 28 (für 22er Zapfen) oben 20 breit Ø 22 (für 16 oder 18er Kobo) unterer Käfig 15,71 breit Pleuelzapfen 50,00 lang (Ø 8 hohlgebohrt) Pleuel-Gesamtgewicht 197,5g an den Schmiertaschen ist eine Dicke von 12,2-12,3 vorhanden unten zwei seitliche Schlitze, 2,4mm breit oben drei Schmierbohrungen , Ø 3mm unten das Pleuel auf dein gewünschtes Maß, je Seite die Hälfte abschleifen die Stege des unteren Käfigs haben eine Dicke von 1,35, da drehst pro Seite 0,3mm ab, dann hast ein Axialspiel des Käfigs von ca. 0,2mm das Pleuelkit ist vom Simonini "Mini3" Ultraleicht-Flugmotor, der Preis ist unschlagbar, liegt mit Steuer unter € 65,- Qualität, vom Fachmann, von mir beurteilt, wirklich vom allerfeinsten, wird sehr viel in der Lamy Szene verwendet , in der Flugmotoren-Szene, werden mit mehr %iger Sicherheit die Teile angefertigt. Alternative Lösung, Du verwendest zwei 0,5er Anlaufscheiben, dann brauchst am Pleuelfuß und Nadelkäfig nichts ändern, die 0,2mm Diff. gleichst axial an der Welle mit Scheiben aus Gruß Edit: Art. Nr. hinzugefügt



-
sorry OT, @Yamawudri, Christian, ich mess dir die Tage die Stehbolzen-Maße der H1 raus, bin bis Anschlag auf Teile fertigen Helmut
-
Moin Jens, wenn Du beim seitlich abfräsen der Zyli bist, würde ich rechnerisch bei beiden Zylis 1,5-2mm Aufmaß lassen, dann überprüfst Du mit dem Tim seinem "obergeilen" (danke nochmals an der Stelle, lieber Tim) Doppelzirkel, die Wanddicken der Strömer, von beiden Zylis. Falls ein Zyli vom Gussversatz einen Ausreißer in der Wanddicke hat, fräst Du an dem Zyli, mit der dünneren Wandung, etwas weniger weg, die Dichtfläche am Fuß gibt das locker her. Diese Assymetrie hat ja mit dem, Mittenabstand der Pleuel nichts zu tun, so kannst Du ganz locker an die Sache rangehen Gruß Helmut
-
Hallo Jörg, wollte dich auf keinen Fall belehren, ich find es eigentlich wirklich Klasse, wie Du dich in Messmaterie einarbeitest , Du schreibst ja, das Du dich mit der Bügelmessschraube (Mikrometer) erst einarbeiten musstest. Ich find den Satz, wer viel misst, misst Mist, wirklich überzogen , Du machst es genau richtig, misst dein Einbauspiel nach, agierst, falls da was nicht passt, und lässt auf Maß honen. Meistens sind es die Leute, die solche Sprüche los lassen, nehmen einen Kolben aus der Schachtel, stecken den in den Zyli, und denken wird schon passen, dann fahrn die um den Block rum und fabrizieren schon den ersten Klemmer, war alles schon da, Gruß Helmut
-
@T5Pien, hallo, das mag schon sein, der "erfahrene" Instandsetzer, setzt auch ein 2 Punkt-Messgerät ein. Mit dem kann der gute Mann aber auch nicht an den Stellen messen, wo sich die Messstifte "nicht" abstützen können, hier liegt die Krux begraben, an den Stellen, immer im Bereich des Auslasses, sind die Zylis bauchig nach innen, d.h. zu eng, hier fehlt eben die Abstützung der Honsteine beim Honvorgang. In dem Bereich liegen auch die meisten Klemmspuren am Kolben, oder leichte Reibspuren, wenns rechtzeitig entdeckt wird. Mit einem Läppdorn, wird genau an den engen Stellen Material abgetragen, mit einem Arbeits u. Mat.- Aufwand von ca. € 70,- immer eine lohnende Angelegenheit, wenn ich einen Kolbenschaden mit ziemlicher Sicherheit ausschließen kann, Gruß
-
Ist mir gestern so in den Sinn gekommen, die "neueren" Zweitakt-Twin, als V-Motor damals auf dem Markt, nur mal einige zu nennen, Suzuki RG 250 Aprilas RS 250 (mit Susi Motor) Yamaha TZR 250 wenn hier die Kühlluftzufuhr gemeistert wird, böten sich doch solche Motortypen, betreffend Platzbedarf in der Breite geradezu unsere Vespa-Zylis an pr
-
@PXler, moin Jens, das geht sich doch gut aus bei deinem Mittenabstand! Bei meinem, innen mit 100,5mm gemessenen breitestem Strömer innen, kommst Du abzüglich deinen 107mm, auf eine Wanddicke von 3,25mm! Zwischen den Zylis sollte 1mm Luft sein, d.h. Du bist dann bei 2,75mm Wanddicke, da hab ich null Bauchweh. Du könntest mit bisschen weniger Luft zwischen den Zylis auskommen, wenn Du pro Zyli oben zwei Zentrier- Hülsen setzt, unten ist zu wenig Fleisch für Buchsen. Dann reicht 0,5mm Luft, Gruß nach Düsburg Edit: Jetzt seh ich erst, wie besch....t, das aussieht, wenn das auf dem Smartphone geschrieben ist
-
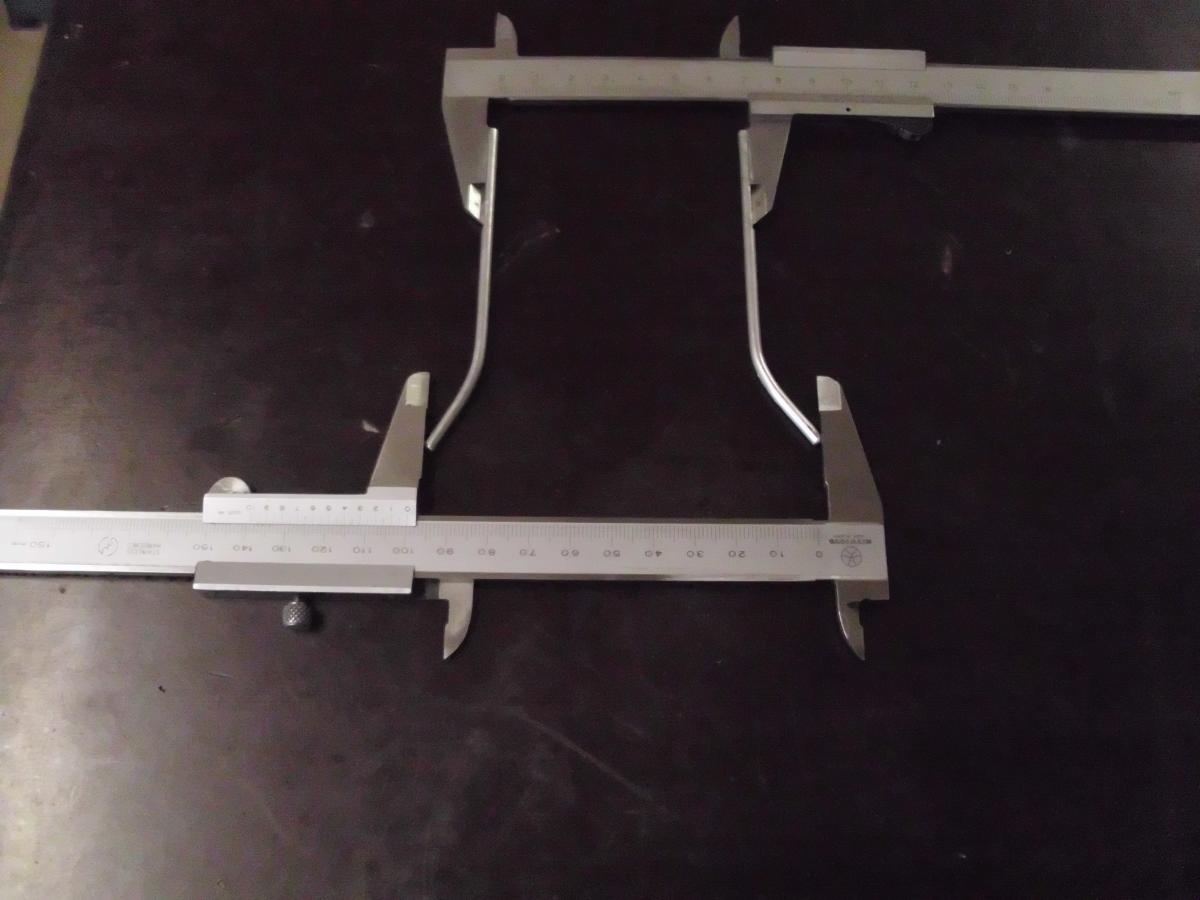
Hab mal zum schnellen messen von innen, an der größten Ausbuchtung der Strömer einen alten Messschieber (MS) "dank Sekundenkleber aufgerüstet", durchs indirekte messen, bleiben ca. 2-3 zehntel auf der Strecke, hält sich aber im Rahmen. Beim abtasten der breitesten Stelle im Bauch des Strömers, Wert an dem MS ablesen, MS zusammen schieben, rausnehmen, dann den abgelesenen Wert am MS einstellen und mit zweitem MS das Maß an den Messschnäbeln abnehmen. Bei einem Zyli der neuesten Generation liegt das Maß innen bei 100,00 mm beim 2. Zyli bei 100,50 mm pr


-
@CMK, Martin, die 115mm sind ja geil, die 110 hab ich nur mal so mit dem Meterstab gemessen, vom Getriebe brauchst absolut keine Sorgen haben, das hält, ich hab damals STD Getriebe gefahren, lediglich ein erster langer Gang war verbaut, Eigenbau Trocken-Kulu, wenn Du meine ehrliche Meinung hören willst, mit der MachIII, hast den geringsten Aufwand Gruß
-
Ach, für die Liebhaber von Triples, hab mal von einer Kawa MachIII die Zyli-Mittenabstandsmaße gemessen, hier wärens 110mm, was für einen Umbau auf Vespa-Zylis gradezu nach "hier" schreit! Die 60 Pferde von damals, dürften dann wohl pulverisiert werden, falls jemand eine MachIII irgend wo stehen hat , oder sich holen möchte pr
-
@CMK, hi Martin, ich werd mir die Tage ein Hilfs-Messmittel basteln, wo ich an der Stelle auf ca. 02-0,4mm genau messen kann, wie breit der Strömer innen ist. Kann dir dann von verschiedenen Falcen die Maße geben, hab im Moment ein paar rumliegen, @PXler, Du kannst ja mit meinen Maßen, auf deinen Umbau schließen Gruß
-
@abtreter, hallo, bei 2 to Auspresskraft der anderen Wange, hat sich die Welle 100% verdreht , ein halbwegs Schraubstock, oder ne Spindelpresse, bringt 5to, kannst dir bildlich vorstellen wie "butterweich" die Pressung war! Eine Welle, immer, egal ob ein Schaden vorliegt oder nur überholt wird, immer auf Schlag u. Rundlauf prüfen, ich will ja auch wissen, warum die Karre z.B. so geschüttelt hat, Gruß
-
@Patricks, gute Idee mit dem vermessen der Zapfenenden, die in der Wange steckten. In der Regel haben diese nicht an der Oberfläche gelitten. Ich tipp mal auf einen "konischen" Zapfen, (ob die Welle verdreht war, als ursächliche Reihenfolge des Schadens, ist ja jetzt nicht mehr reproduzierbar)) hier sehe ich, das die Anlauffläche der Anlaufscheibe der rechten Wange im Bild, extreme Anlaufspuren zeigt, ja sich regelrecht, erst die Anlaufscheibe, dann das Pleuel in die Stahlwange eingeschliffen, eingearbeitet hat. Bei konischen Zapfen schraubt das Pleuel, axial immer zur "dünneren" Seite des Zapfens hin, die Anlassfarben befinden sich auch nur an einer Seite des Pleuels. @abtreter, vielleicht hast Du grad die "weiche" Seite ausgepresst, sprich der dünne Teil des Zapfens, ist ausgepresst, press mal die andere Wange aus, vermess mal beide Zapfenenden, dann berichte bitte, vielleicht kannst Du auch noch nachvollziehen, wie herum das Pleuel gepresst war, dann würde sich meine Theorie bestätigen, pr
-
@abtreter, hallo, hast vor auspressen des Pleuelzapfens geprüft, ob sich die Welle verdreht hat? Selbst bei so einem Schaden, kann das im nachhinein geprüft werden, eine Welle verdreht sich immer vorher, dann folgt der Schaden. Bei verdrehter Welle, schraubt das Pleuel auf eine Seite, dort arbeitet es dir die Anlaufscheibe auf. Hast Du vor Einbau der Welle das Axialspiel zwischen Pleuel u. Anlaufscheiben geprüft, wenn das zu eng ist, minimal 0,3mm (besser 0,5-0,6) wirds für die Schmierung kritisch, das Öl muss ja irgend wie zum Lager kommen. Dann ist natürlich ein ungeschlitztes Pleuel bei den Drehzahlen um die 10K, schon grenzwertig, Gruß
-
@CMK, hi Martin, sorry OT, hab hier Umbauteile für Honda RS 125 liegen, mit Domumbau, für verstellbare VC , werde mal Bilder machen, war aber viel zu aufwändig, alles in den 90er schon getestet, vielleicht ein Gedankenanstoß, Gruß
-
@CMK, hi Martin, das Problem, Dir wird 1mm nicht reichen, ich denke eher, Du brauchst 2mm, (links u. rechts je 1mm) das mit dem Pleuelauge im Kolben ist nicht so glücklich, da geb ich dem PXler vollkommen recht. Wo Du den Platz herbekommst, die Kuwe der KH ist doch im mittleren Bereich der mittleren Kuwe auf festen Anschlag gepresst, 120° verdrehgesichert, hier würde ich ansetzen. Du gehst mit den beiden äußeren Kuwes um dein benötigtes Maß auseinander, das machst Du mit Distanzringen auf den Wellenstümpfen der mittleren Welle. An der Anlagefläche der Innenseite der Wange der äußeren Gehäusehälften, hast Du dann zwar mehr Spiel, sprich, auch mehr Totraum könntest das aber auch mit eingeschraubten Aluscheiben ausgleichen. Einziger Nachteil, die beiden HL neben der mittleren Welle, sitzen je Seite 1mm weniger weit im Lagersitz. An der Außenseite der Gehäuseplanfläche musst Du den einen mm wegspindeln. Der HL Sitz muss auch um den einen mm tiefer gespindelt werden, (evtl. schmäleres HL, oder vorhandenes abschleifen) wenn Du nicht spindeln willst. Martin, aber eins muss ich dazu sagen, der wesentlich "einfachere" Weg wäre, Stömerdurchbrüche am Zyli Alu-Lasern lassen, oder kleben, so wies TimEy vorgeschlagen hat. Betreffend O-Ring Abdichtung, O-Ringnut, immer ins "billigere" Bauteil, das wäre bei dir der Spacer einarbeiten lassen. Sehe in dem Fall am Gehäusefuß keinerlei Probleme vom Platz her, ich nehm da immer 1,5mm dicke endlos O-Ringe , 0,4mm Vorspannung, Nutbreite 2mm Du musst halt die obere Seite des Spacers, mittig wo der Zylistoß ist, zwei Rundschnüre nebeneinder legen, auf der Unterseite würde ichs gleiche machen, das mit einer, nicht endlos Rundschnur würde auch gehen Gruß PS: Solche Köpfe von der YPVS 350 mach ich auch, aber noch "feiner", mit Domumbau der Kopf ist, oder war für meine YPVS geplant

-
@CMK hallo, ist ein 60er Falc, für STD Stehbolzen-Stichmaß, Stichmaß in der Breite 56,00mm in Längsrichtung 54,00mm Gruß Helmut