powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
@IGCH, hi, ich denke, das vor Weihnachten "2015" die ersten Zapfen in Umlauf sind, Gruß
-
"Exzenter-Hubzapfen" demnächst, lieferbar, Exczenter-Hubzapfen für SF-Motore aus eigener Fertigung, mit 0,2mm Hubversatz (auf Wunsch von einem speziellen Kunden) sowie 2mm Hubversatz, mit Werkszeugnis, (Mat. Werkstoffnummer, Chargen Nr., Härtezertifikat) wird beigelegt, anderer Hubversatz, andere Längen, sowie anderer Ø wie 20 mm bitte anfragen Preise, GSF-Rabatte, näheres im Verkaufstopic pr
-
@Mosi, servus, ich denke schon, ich mach mal ein Topic in "Verkauf" auf, näheres dort unter "Exzenter-Hubzapfen" Gruß Helmut
-
@Bernt, mach die Läppdorne lang genug, nicht an einem halben Kilo Material sparen, als Faustformel 1/3 länger, wie der Zyli inkl. Hemd, damit der Läppdorn eine saubere Längsführung hat. Du brauchst ja, wenn Du den Zyli in Längs und dabei mit hin und herdrehender Bewegung, noch genügend Läpppaste auf dem Dorn, wenn der Zyli weiter durch geläppt wird (d.h., wenn der Dorn am Zyli raussteht.) Übrigens versuche ich bei der Herstellung der Dorne, auf die ganze Länge 0,01 mm konisch zu drehen. Das dicke Teil des Dornes sitzt dann vorne, an der Halteplatte, die im Schraubstock eingespannt ist. Wenn deine, oder Eure Drehmaschine 0,01 mm konisch dreht, das wäre perfekt! Aus folgendem Grund, ein Zyli, sollte unten am Hemd immer 0,01 mm größer im Ø werden, da bei Erwärmung des Zylis, das Hemd unten immer einschnappt, (sich zusammenzieht) Ganz zum Schluss, läppst Du bewusst mit der Fußdichtfläche im "dicken" Ø Bereich des Läppdornes, etwas länger, Gruß
-
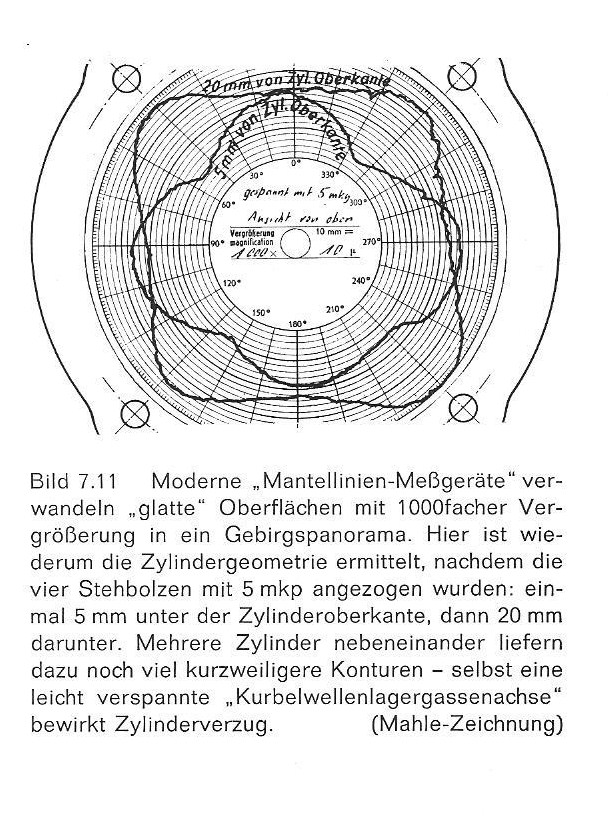
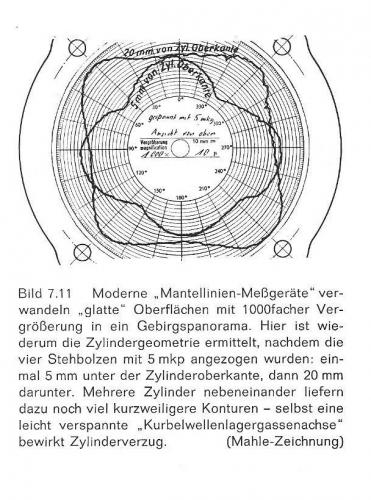
Noch eine grundsätzliche Anmerkung zur Maßhaltigkeit von Zylibohrungen, in Beitrag "15" meinte @Jogibär, sich neue Partner suchen, das geht bei konventioneller Instandsetzung, wie honen von GG-Zylis recht einfach, da fahr ich halt 20km weiter, ob die Maßhaltigkeit der Zylis dort besser ist, das kommt erst beim nächsten Klemmer auf. Bei beschichteten Zylis, wird es etwas schwieriger, sich andere Partner zu suchen, Lieferzeit, Beschichtungsqualität,usw. und was auch nicht garantiert ist, die Maßhaltigkeit. Die ganze Problematik des Zyli messens, mit "konventionellen" Messmitteln, am Zweitaktzyli ist im gesamten Bereich des Auslasses, hier speziell in Längsachse zum Auslass, da ich hier beim 2 Punkt messen, keine Abstützung des gegenüberliegenden Messbolzens habe. Unterhalb des Auslasses, stützt sich der Messbolzen im Booster nicht ab, dann je nach Einlassform, fehlt die Abstützung des Messbolzen durch den Einlasskanal. Auf einer Messmaschine, oder auf bestimmten Werkzeugmaschinen, kann die Bohrung mit dem Tasstift an jedem gewünschten Punkt an und abgefahren werden. Die fast gleiche Problematik kommt jetzt auf die Hohnahle zu, in den Bereichen, wo die Führungsleisten gegenüber den Hohnleisten angeordnet sind, fehlt die Abstützung und Führung in den Kanalfenstern, (z.B. im Auslass, Einlass) da bei moderen Auslassformen, mittlerweile fast 70% Breite erreicht werden, sowie manche Einlassformen, mancher Zylis, bieten der Hohnahle null Abstützung, wird das honen solcher, fast nur noch aus "Löchern" bestehenden Zylis immer schwieriger. Um solcher Problematik entgegenzuwirken, werden bei mir, nicht maßhaltige, aus den oben genannten, nicht messbaren (zumindet nicht bei mir im Hausgebrauch, verfügbaren Messmethoden) daher, meinen Kunden, nicht nur bei normal gemessener außermaß liegender Bohrung, den Zyli "rund, zylindrisch und maßhaltig" zu läppen! Auf besonderen Wunsch dann noch "vorgespannt", das ist das Sahnehäubchen, im Renn-Motorenbau! (siehe Messdiagramm von Mahle, über Zyli.-Verzug, beim verschrauben. Maßhaligkeit +/- 2µ pr
-
@T5Pien, hallo, richtig geil die Messmittel, wünsch dir gutes Gelingen damit, beim messen mit dem Innenmessgerät, das Messgerät am "Isoliergriff" halten, um den Temperatureintrag der Körpertemperatur zu minimieren. Bei einem Einstellring, und 1/1000 Messuhr, kannst Du am Zeiger sehen, wie das Messmittel wächst, wenn das am metalischen Teil gehalten wird. (selbst sogar, am Kunststoffgriff, wenn es nicht spezielles Isoliermaterial ist) Ich hab das mal selbst auf der Blechmesse am Stand von Mahr getestet, das ist der Hammer, hier wurde aber ein "nomaler" Kunststoffgriff, zu spezieller isolierender Mahr-Ausführung demonstriert, aber hier dann der Vergleich zu Stahl, wirklich bis zu 0,02mm Ø Differenz! Ich nehm den Kunststoffgriff immer zwischen zwei Finger, um möglichst wenig "Wärmeeintrag" zu bekommen. Hier wurden die 20°C Raumtemperatur, als vorgeschriebene Normgröße, schon angesprochen, arbeite und messe ich nun bei 10°C Raumtemperatur, sind, solange Messmittel, und das zu messende Teil gleiche Tempi auffweisen, nicht ganz so tragisch, wir wollen ja nich päpstlicher sein, wie der Papst! Im Sommer, bei Ü 38°C, ist dieser Wärmeeintrag kein Thema mehr. Fehler schleichen sich nur ein, wenn ich das Innenmessgerät zu lange, und zu fest in der Hand halte, Gruß
-
@Don, hi, bei JB Weld musst Du unterscheiden, nur das "JB Weld Auto" hält wesentlich höhere Temperaturen (über 300°C) aus, sowie fast doppelt so hohe Zugfestigkeit wie das JB Weld! Topfzeit deutlich länger, Aushärtezeit mind. 24 Std. empfehlenswert. Tipp dazu, extrem gut aufrauhen, und was ganz wichtig ist, mit Aceton entfetten, Bremsenreiniger fettet nach! Die in den USA, arbeiten mit dem JB Weld Auto, sogar im Auslasstrakt bei den Falschtaktern (Querschnittsverkleinerung) gibt absolut keine Probleme!!!! Bei mir hält es sogar ohne Probleme im Kolben, in Verbindung mit Carbon. Gruß

-
Hi Bernt, wenn Du keine Spannzange für deine Drehmaschine hast, nimmst ca. 20er Material, bohrst erst quer ein Gewinde M4 oder M5 (zum späteren klemmen des Adapters, Gewinde zwischen den Backen platzieren, für Inbusschlüssel) dann bohrst auf 5,2 vor, drehst auf Ø 5,8 mit kleinem Innendrehstahl, reibst 6H7. Die Fertigungsaufnahme "nicht" ausspannen, dann klemmst den 6mm Fräsadapter und drehst deinen 3er Zapfen, nimmst den Fräsadapter raus, (Fertigungsaufnahme "nicht" ausspannen) dann bohrst den Fräsadapter mit 2,5mm vor, Bohrung auf Ø 2,8mm ausdrehen, dann reiben. (wenn Du nicht ausdrehst, jeder Bohrer verläuft sich) So ein gefertigter Fräsadapter "läuft" auf +/- 0,01mm genau Gruß Helmut
-
@BerntStein, hi, die überlangen Fräser kosten ein Schweinegeld, hab mir für solche Zwecke einen im Ø 6mm Adapter angefertigt, ca. 50 lang) 3mm Schaft angedreht, mit 2,99 Ø die Bohrung auf der anderen Seite, da press ich meinen gewünschten Fräser rein, und los gehts, (wenn keine 2,99er Reibahle zur Hand, dann 3H7 und einkleben) wenn ich den Fräser wechseln will, den Fräser am Schaft im Schraubstock spannen und mit der Zange heraus drehen, Gruß

-
-
@Pamcakes, hallo, möchte auf keinen Fall zu "Schulmeisterisch" rüberkommen, aber bei Bohrungen, sowie die Maßhaltigkeit bei Bohrungen, wie diese fachgerecht benannt wird, wird hier im Topic einiges durcheinander geworfen. 1. Einbauspiel ist nicht Laufspiel, wurde ja schon richtiggestellt In einem Punkt hat der gute Mann aus der Wzg.-Ausgabe recht. Das eine Bohrung, mit Subito gemessen und danach gefertigt, sich beim GLD (Grenzlehrdorn) die Ausschussseite stecken lässt. Bei einer Messung mit 3 Punkt Messgerät, erfassen die Messschnäbel "nicht" den Ø der größten, "ovalen" Stelle, da die Messschnäbel nicht gegenüber angeordnet sind. Den Ø kann ich mit 3 Punkt sehr genau messen, wobei ich da auch an mehreren Stellen messen sollte! Mit dem 2 Punkt-Innenmessgerät, kann ich nur das Maß, sowie die Ovalität messen. Zylindrizität, wird mit dem jeweilig geeigneten Messmittel oben, mitte und unten gemessen. Die "Rundheit", muss ich mit einem "Mantellinien-Messgerät messen. (in der Fachsprache wird eine Bohrung als Mantel bezeichnet), dieser Mantel wird abgefahren und eine Linie aufgezeichnet, daher Mantellinie. Den Ø der Bohrung, kann ich ich bei dieser Messung nicht erfassen! Das Werkstück mit der Bohrung wird aufgespannt, auf ca. 0,01mm Rundlauf ausgerichtet, ein Taststift liegt an der Wandung an, dann dreht sich das Werkstück (in dem Fall der Zyli) ganz langsam, nach bisschen mehr wie 360° Umdrehung, stoppt das Messgerät, dann kann die Auswertung, mit Ausdruck, oder an PC übermittelt werden. So eine Messung mit ausrichten des Zyli, dauert ca. 30min. Werkstücke mit Ø von ca.10mm, dauern etwa 10min, wobei das ausrichten, den Hauptanteil ausmacht. Richtet man zu grob aus, verkleinern sich die auf dem Ausdruck sichtbaren Linien zu stark! Hier mal eine Zyli-Messung an mehreren Abständen, von oben, von Mahle, Zyli verschraubt! Auszug aus Helmut Hütten, "Schnelle Motoren seziert und frisiert" ISBN 3-87708-060-10 - 6. Auflage 1977- Seite 191 Hier wird auch veranschaulicht, woher die sogenannten "Stehbolzen-Klemmer" kommen! Gruß
-
-
@Jogibär, hallo, und was machst Du, wenn noch kein Kolben bei dir liegt und der Zyli muss zum beschichten , gute Frage. Dann kommt der Zyli vom Beschichter, mit welchem Messmittel "nullst" Du dein Innenmessgerät, wenn immer noch kein Kolben geliefert wurde. Im seltensten Fall, schickt man einen Kolben mit zum Beschichter, da schon des öfteren Kolben, nicht mehr mit zurück kamen, der logistische Aufwand wäre viel zu groß. Dann müssten die Kolben auch eine Eingangsnummer bekommen! Ganz klar ist allerdings, das vorgegebene Maß des Beschichters, immer gegen messen, (die vorgegebene Maßhaltigkeit, lässt in letzter Zeit, sehr zu wünschen übrig) Gruß Edit: Den Hinweis, wo der Kolben, an welchen Stellen gemessen werden sollte, kann von Kolbenfabrikat zu Kolbenfabrikat schwanken. Im Kartbereich, z.B. bei Vortex Motoren, sind die Kolben absolut rund und zylindrisch bearbeitet also, nicht alles verallgemeinern!
-
@lokalpatriot, hi, wenn oft der gleiche Bohrungs Ø gemessen wird, lohnt auch ein Einstellring, das ist eine feine Sache zum nullen des Bohrungsmessgerätes. (zentriert sich selbst aus, bei der Messbewegung, wie im Zyli gehandhabt) Selbst mit Endmaßhalter, ist ein "kippeln" beim nullen auf der Messuhr sichtbar, Gruß Helmut
-
@trinux, hi, mit dem Lager auf gar keinen Fall den Motor zusammenbauen, falls das Lager kein C3 / C4 Lager ist, ist das Lager Ausschuss Hauptwelle, immer mit normaler Lagerluft verbauen Gruß PS: Nur ein Tip am Rande, verbau ein 6204 RS, (mit einer Dichtlippe) wegen dem Getriebeöl
-
Moin Jens, der Begriff "Zukunft", bezog sich mehr auf programmierbare Zündungen. Die Vespa-Szene, ist aber um Welten einigen Kart-Sportlern voraus, und MotoGP ist Vergangenheit, da sind z.B. im Kartsport, in manchen Klassen, PVL Zündung, "nicht programmierbar", Zündspule mit bestimmter Nr. homologiert, da wird die Entwicklung aus Kostengründen und Chancengleichheit dermaßen eingeengt, Gruß
-
@weelee, servus, da können im Malossi Modul noch so viele Kurven hinterlegt sein, speziell für die entsprechenden Fakten, wie sie Overmars beschreibt, kann von der Stange gar nichts wirklich perfekt passendes dabei sein, es wird immer ein Kompromiss bleiben. Die beste Investition, wenn man bedenkt, was ein gefundenes PS, oder Nm wert ist, ist so eine frei programmierbare Zündung unbezahlbar. Mit dementsprechendem Zusatzgewicht z. B. auf der PVL, oder einer Außenläufer Zündung, in Verbindung mit der Ignitec, speziell abgeändert, (dazu kann der Tim mehr erzählen, wenn er möchte) oder jetzt auch mit der erhältlichen DEA-Zündung. Was dann noch positiv dazu kommt, (bei richtig gewählter Zündung, bei einigen muss an der Box die andere Kurve mittels Laptop geladen werden) wenn ich über einen Schalter am Lenker, verschiedene abgelegte Kurven wählen kann, z.B. bei Langstrecken-Rennen bei plötzlich einsetzendem Regen, (bevor ich mir die Regenreifen hole) das ist doch die Zukunft Gruß
-
Hi Tim, der Hr. Overmars, bringt es auf den Punkt, sehr verständlich erklärt, hab ja die Veröffentlichung schon länger von dir, und immer wieder les ich zwischen den Zeilen viel "neues" ich sag nur danke Gruß Helmut
-
@chb50s, wäre ne gute Idee, sind zwar über programmierbare Zündungen schon einige Topics vorhanden, aber speziell, lt. Sufo, über Zündkurven nicht, Gruß
-
Erich, ich hab deine Zündkurve schon verstanden Gruß
-
@chb50s, geht ja auch um die Zündung der "Dea"! Ist nicht soooo OT Wenn Du mehr Richtung Spätzündung gehst, musst halt mit genügend fetterer HD anfangen, das Du auf der sicheren Seite bist. Wenn Du 1-1,5° veränderst, reicht schon eine HD bis zwei HD Sprünge Gruß
-
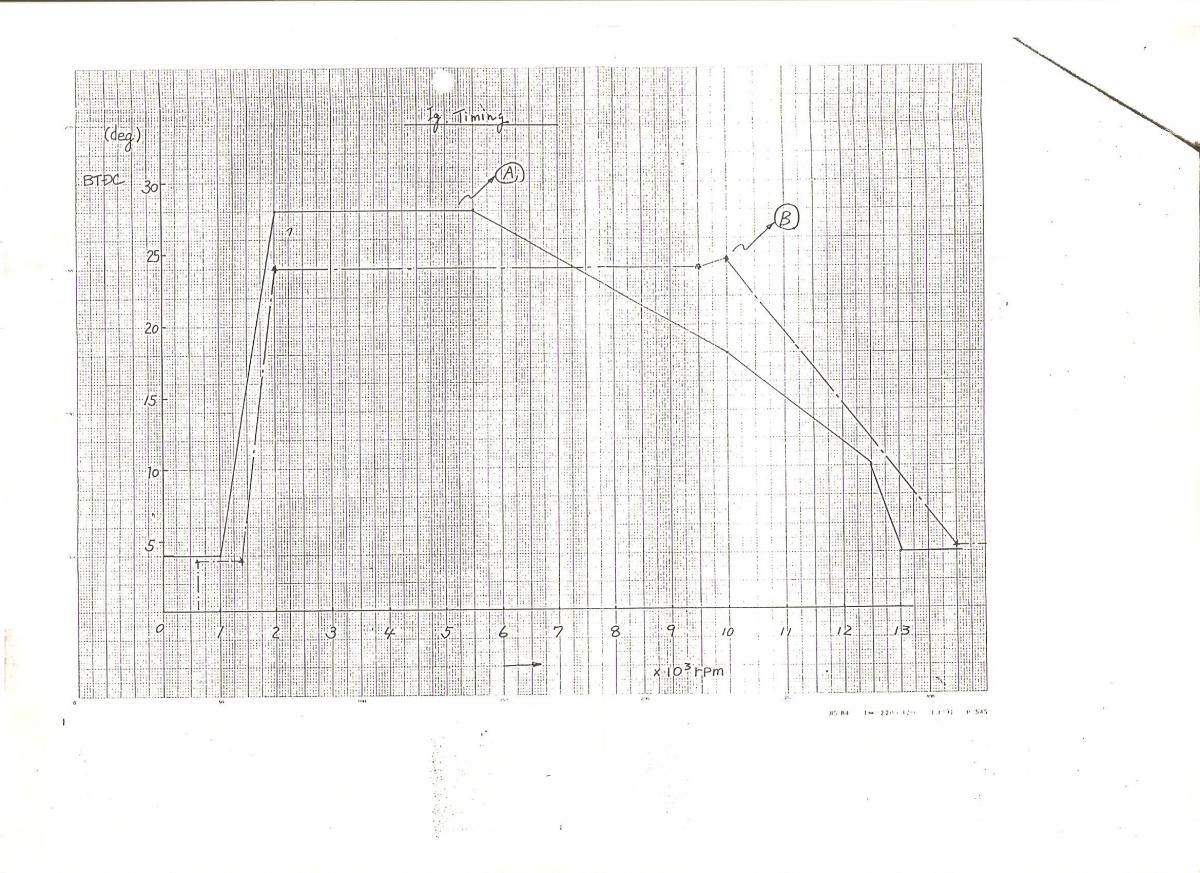
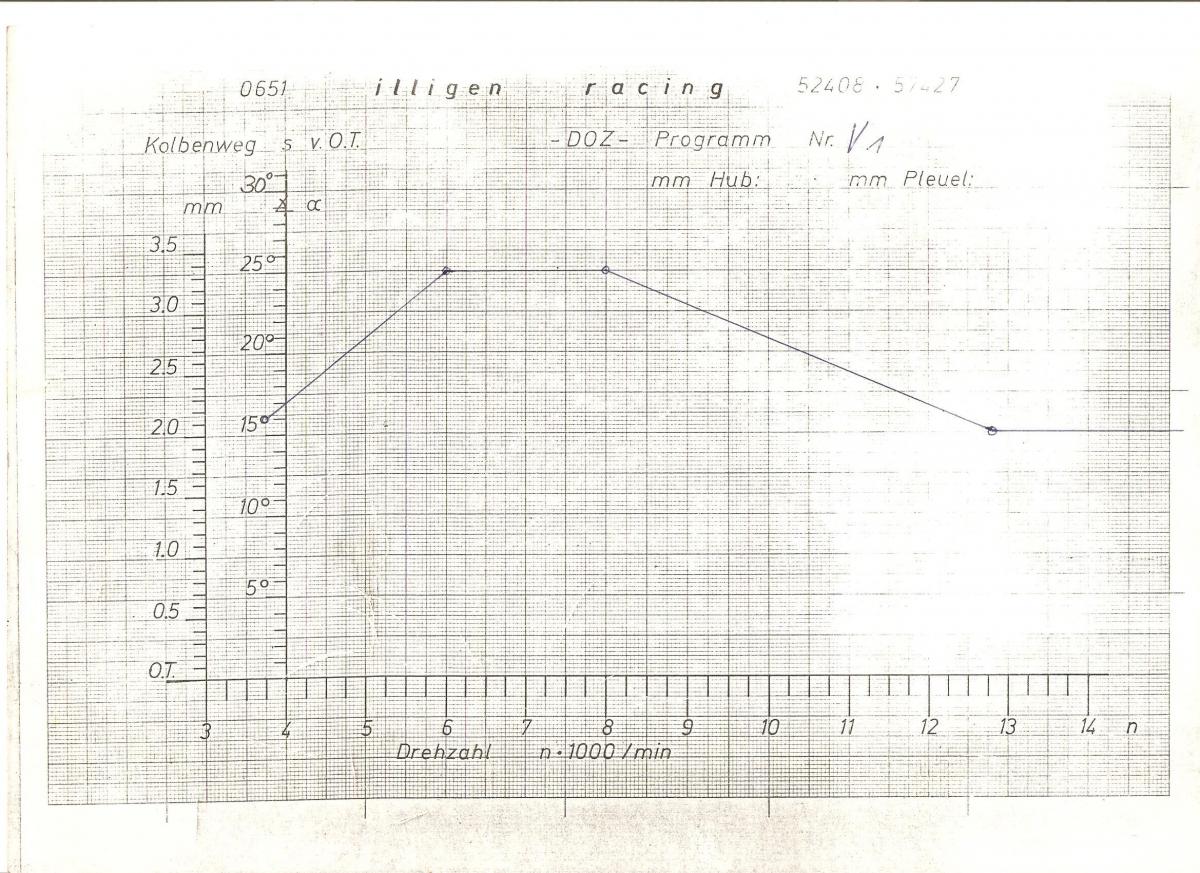
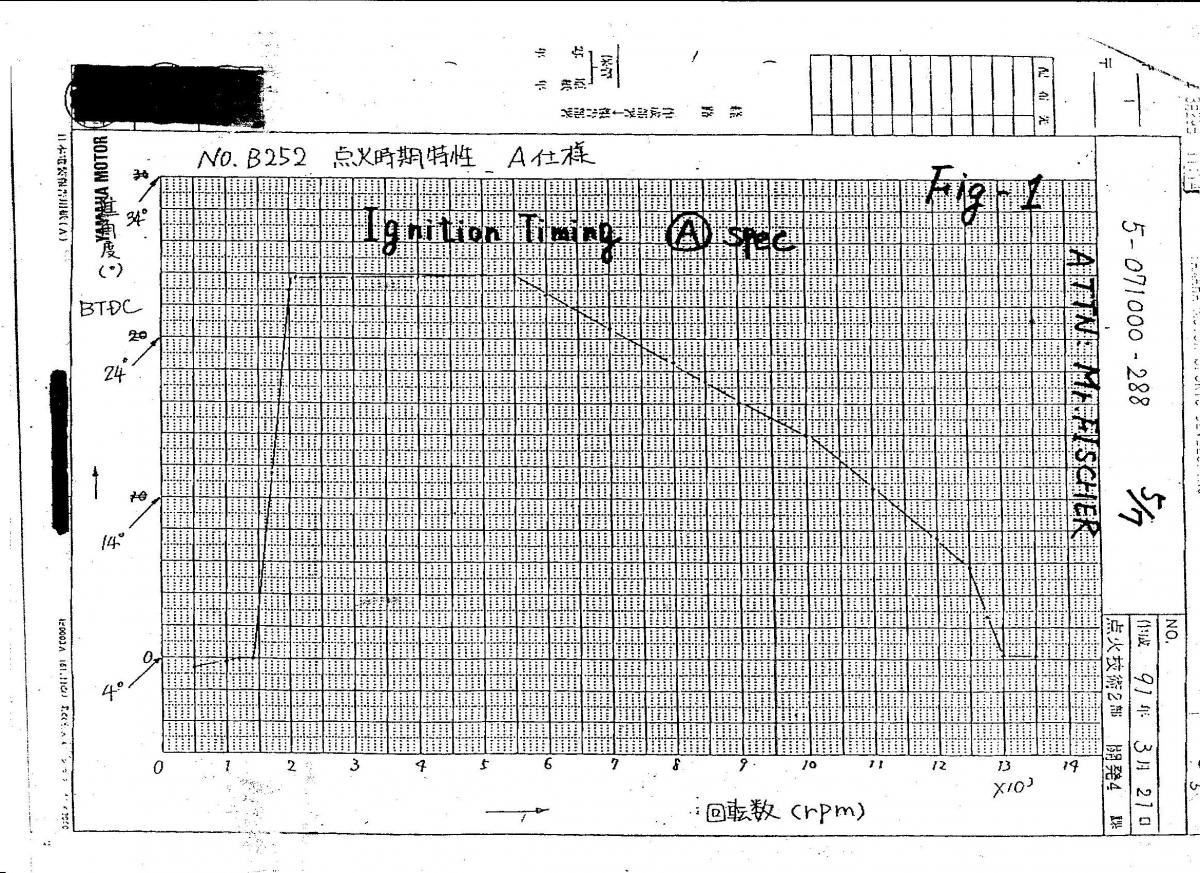
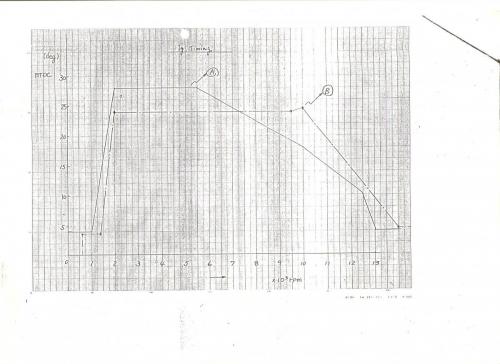
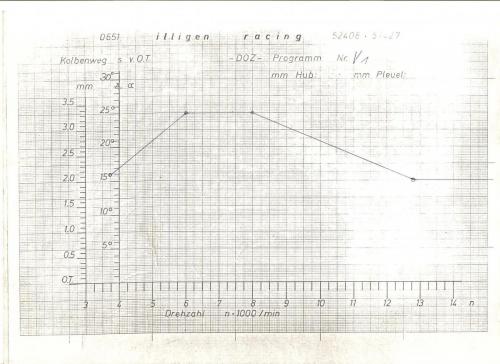
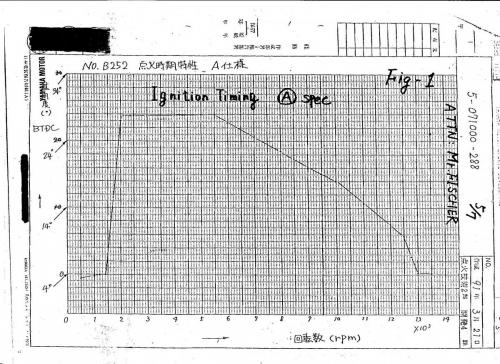
@chb50s, ich zehre nach ca. 25 Jahren immer noch von dem von dir genannten "kl. Ansatz", ich war Anfangs der 90er in das Yamaha Projekt, Vorstufe zur 125 GP Racing involviert, die Vorversuche, sowie Leistungssuche, wurden mit YZ 125er Cross-Motoren, von mir, zusammen mit Manfred Niederhausen, an meinem Schenk gemacht. Da bekamen wir auch programmierbare Zündungen für die Versuche zur Verfügung gestellt, allerdings kamen die Chips aus Japan, selbst hatte ich keine Möglichkeit was zu ändern, außer die Zünd-Grundeinstellung. Die Zündkurven bekam ich auch dazu, (das geschwärzte wurde in Japan gemacht) Leistungszuwachs im 2 PS Berreich, breiteres Band, mehr Vorreso! Wie gesagt, schon veraltet, aber doch noch deutlich besser wie ne VT-Kurve, (einige werden sagen, alter Käse) eine Kurve, programmiert in der Illigen Zündung fährt auf meiner Rotax-Polini QM- Kiste, Gruß Edit: 3. Zündkurve angehängt Die Kurve "A" brachte überall das beste Ergebnis!
-
@chb50s, hallo, klar wäre eine Zündkurve interessant, aber was glaubst Du, was Entwicklungsarbeit, Zeit am Prüfstand, Materialverschleiß dahinter steckt, über eine bessere Zündkurve noch Leistung gefunden zu haben. Ich glaub nicht das da der Erich was reinstellt, ich würde das auf jeden Fall nicht machen, denn bei wirklich ausgereizter Zündkurve, können bei nicht perfekter Gaserabstimmung, schon mal Schäden auftreten. Schlussendlich möchte der Tuner ja nicht alles auf dem Silbertablett servieren. Es ist doch dann ein leichtes, mit relativ günstigen, programmierbaren Zündungen, wie z.B. einer PVL, oder der Ignitec sich da ein gutes Paket zu schnüren @Brosi, ein Rennmotor mit 4-5° Zünd-Grundeinstellung, dann verstellt diese ja in spät, würde der Motor nicht einen Lauf überleben Erich hat sich unverständlich ausgedrückt, von den 26,5° der Dea Grundkurve, testet er innerhalb diesen 4-5° Abweichung, ich denke auch über 30° der weelee hats erkannt, wie's der Erich meinte Gruß
-
@Ponzi, hi, ein altes Sprichwort sagt "Stillstand, ist Rückschritt"! Gruß
-
@ösirally200, servus, ich lass in meinem QM-Rotax-Polini seit Stockach 2015 ein Getriebe aus Italien, mit aufgepressten Zahnrädern fahren, die Zahnräder sind ca. 1/3 breiter wie STD sieht sehr vertrauenerweckend aus. @seb.d dein Hinweis, zweierlei Material zu verbauen ist mit ein positiver Grund, solche Konstruktionen zu wählen. Wenn ich jetzt so eine Zwischenwelle bauen würde, die an Festigkeit einer konventionellen extrem überlegen wäre, wenns schon aus einem Stück sein soll, würde ich auf den Freistich für die Späne die beim räumen ja Platz haben müssen, verzichten. Die Verzahnung der einzelnen Zahnräder würde ich mit "drahtgeschnittenen" Elektoden, senkerodieren. Die Verzahnung von der Stirnseite aus gesehen, ca. 1mm tiefer wie an Zahnbreite benötigt wird, an der Stirnseite der Elektrode, am Zahnfuß einen Radius R0,5 angedreht, gegen Kerbwirkung im Zahnfuß. Maximalen Zwischenabstand zwischen den Zahnrädern 1mm, nur mal so als Gedankengang Gruß Edit: Wenn das Geld mal keine Rolle spielen würde