powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
@egiggenau Erich, so habe ich erst gedacht. Klar mit dem 72er Kolben verständlich Gruß
-
@kobaltblauhallo, aber Vorsicht, sind mittlerweile "vergoldete" Wolframbarren im Umlauf erst gestern einen Bericht gelesen. Ist nur beim genauen wiegen aufgefallen! Gruß
-
@Yamawudrihallo Christian, der von dir vorgeschlagene 32NiCrMo10-4 ist viel zu hoch legiert, wir brauchen doch an einer Welle eine sehr hohe Zähigkeit gegen Brüche. Wenn dein favorisierter Stahl wärmebehandelt wird, (z.B. nitriert) ist an den kritischen Bereichen, Übergang der Wange zum Stumpf, Gewindeauslauf usw. zu spröd. Les dich mal bei "Hirth" Flugzeugmotore ein, Hirth verwendet schon zig Jahre auch den von mir verwendeten 42CrMo4QT. Hirth gibt auf die Welle drei Jahre Garantie, auf den Rest des Motors 12 Monate. Bei meinen Wellen wird nur die HZ- Bohrung auf 58-60 HRC induktionsgehärtet, zuvor werden die Wangen nach dem vordrehen auf 1100 - 1150 N/m nachvergütet, LG Helmut
-
@egigservus Erich, wenn diese Welle 410g schwerer wie eine 45%ig gewuchtete Welle ist, liegst Du doch deutlich höher vom Wuchtfaktor her? Ist bekannt wo der Faktor bei der 2710g Welle liegt, oder wird das diskret behandelt. @wheelspin zu den Dichten des Wolfram, (WF) HD17 Tungsten liegt bei ~ 17 das hochreine WF liegt bei 19,207 das Tungsten lässt sich noch konventionell bearbeiten, (z.B. drehen) ablängen bereitet große Probleme (drei Schnitte eines 25er Materials, ein Sägeband a 20,- geschlachtet) mit 125er Diamanttrennscheibe an der FP1 mit höchster Drehzahl funzt es aber. Das WF 19,2 ist Auf Außenmaß nur mit schleifen möglich, ablängen nur mit Diamant oder Drahtschneiden möglich, das ist der Punkt der das WF19,2 zusätzlich noch teurer macht. Zu deinen genannten 200g, ein Stück HD17 mit 25,4x91,44 wiegt 882,3g und verschwindet locker in einer halbwegs gewuchteten Welle Helmut
-
Daher ist mir ja auch die Rotax- Variante sympatischer, wenn man sieht, wo einige Zahnspitzen eingreifen
-
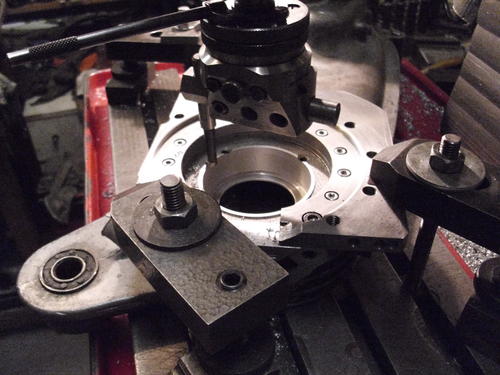
@t5undtetshallo Holger, das idealste Haltewerkzeug wäre ein Stahlring, seitlich ein M8 Gewinde durchgebohrt. Dann M8er Schraube vorne Modul angefeilt, Bohrung für Haltestange rein, oder SW für Gabelschlüssel.. Diese Variante funzt aber nur bei rundum zugänglichen Primärzahnräder, z.B. bei allen Crossern. Bei den Vespa nimmt man ein X-beliebiges Primärzahnrad, (klar, bei Geradverzahnt ein gerades, bei Schrägverz. ein schräges) schneidet mit der Flex eine Art Viertel (wie ein Tortenstück) raus, an dem 4-5 Zähne stehen bleiben. Hier den max. Platz ausnutzen damit möglichst viele Zähne im Eingriff sind. Dieses "Zahnradtortenstück" hält man nun beim gegenhalten zwischen großes und kleines Primärzahnrad, je nach auf oder zudrehen mal von oben, mal von unten. Für die Rotax-Max- Motore gibts als Spezialwerkzeug so einen Halter um das Anlasserzahnrad gegenhalten zu können, Gruß Helmut PS: Bilder kommen gleich Jolle hat ein käufliches Haltestück vorgestellt. Wenn so ein Haltestück wie von Rotax verwendet wird, hat dies den Vorteil, das kein so extremer radialer Druck aufs HL der Kuwe wirkt, wenn das große Primärrad gegen das Gehäuse abgestützt wird. Ich hab mir das Gehäuse noch nicht so genau angesehen, wo hier abgestützt werden kann, muss ja auch für öffnen und lösen der Mutter funzen.


-
@gonzo0815 hallo, hier mal nur die "gröbsten" Fehler im Umfeld des Welleneinbaus, 1. Muttern des Schwungs u. Primärritzels mit Schlagschrauber festziehen und lösen 2. Liest man immer wieder, (sogar in Anleitungen von renommierten Motorenherstellern und Zündungsherstellern, PVL Zündungen haben z.B. für die TM Junior Motoren absolut keine Möglichkeit den Innenrotor gegenzuhalten, hier muss man sich ein Klemmstück anfertigen. Spricht man die Techniker an, heißt es lapidar, Schlagschrauber ) oder gegenhalten mit Kolbenstopper! Das sind Motore, die sind über die Zündung auf max. 14k ausgelegt 3. Gegenhalten beim festziehen der Zündungsmutter über bockieren der Ritzel, (egal mit was) sowie der Primärmutter mit "5 Centstück zwischen Primärritzeln 4. Dann gibts auch schlaue Anweisungen, den Kolben von unten am Hemd mit einem U-förmigen Holzstück abzustützen 5. Eine Welle mit aufgestecktem HL kann man nie 100% winklig ins Gehäuse einziehen, außer man baut sich eine spezielle Vorrichtung, wo dies in Sekundenbruchteil geschieht. Sobald das Lager Temp. aufnimmt, dauert dieser Vorgang zu lange Wie es sein sollte, Lager muss auf dem Wellenstumpf einen Schiebesitz haben, das HL muss in das angewärmte Gehäuse fallen (Temp. ca. 100°C) nach erkalten wird das HL am Außenring nochmals an drei Stellen nachgeklopft, damit das HL auch ganz im Grund aufsitzt. (kann sich manchmal um 0,1-0,15 mm setzen) Beim Lagerausbau das Gehäuse auf ca. 130-140 °C erwärmen, auch hier sollte das Lager rausfallen, nicht rausklopfen! Die Welle muss sich in die montierten HL stecken lassen. Das bezieht sich auf Rillenkugellager. Bei Zylinder- Rollenlagern sollte der Wellenstumpf auch auf "0" - 5mµ gefertigt sein, bei 0,02-0,03 Übermaß des Wellenstumpfes, ist erstens das Lagerspiel z.B. bei C3 schon fast weg, zweitens bekommt man den Innenring fast nicht mehr abgezogen (hilft oft nur aufflexen) das sind meistens die Innenringe die "blau oder braun" anlaufen. Gruß
-
@gonzo0815, servus Tom, bei manchen "weichen" Wellen, reicht zum drücken, wenn die Wangen gespreizt sind, oft schon 1/2 to am 5to Schraubstock! Zum spreizen der Wangen, reicht oft schon ein schwacher Schlag auf das Spreizwerkzeug mit dem 500g Hammer. Als Wellen Revisor, sagt man, die Welle wird schon beim anschauen krumm! Beim Wellen einziehen, und verschrauben des Primärritzels, werden sehr, sehr viele Fehler gemacht. Eine Welle die vor dem einziehen auf 1/100 gelaufen ist, kann danach leicht bei 5-6/100 schlagen! Dem @karren77seine Bedenken kann ich voll unterstreichen. Das beide Seiten der Wellenstümpfe mit "Schiebesitz" funzen, sieht man bei allen Kart- Motoren. Hier wird oft bis 0,03 Untermaß der Wellenstumpf gefertigt. Bei den Direktgetriebenen, mit und ohne Kulu, darf man auch nicht den extremen Kettenzug unterschätzen, trotzdem sind diese Wellen im Bereich der Lagerstümpfe unverwüstlich. Ich fertige meine Wellen für die Vespa und Lamy mit 1/100 Untermaß am Wellenstumpf an, Gruß Helmut
-
-
@Rally 221Michael servus, ich bekomm in der Regel innerhalb ein bis max. zwei Tagen von Frau Riedel Antwort, ob die benötigten Teile lieferbar, zu welchem Preis und mit welcher Lieferzeit diese zu bekommen sind. Ich habe bestimmt innerhalb der letzten 6 Monate 5-6 Lieferungen bekommen. Ein einzigel Mal, war ein HZ nur mit in etwas längerer Ausführung lieferbar. Ob die Lagerbestände aus alter Produktion stammen, weiß ich nicht. Wichtig ist mir, ich bekomme das, was ich brauche. Vor Beginn der Geschäftsbeziehung mit LanzaRoad, hatte ich ein längeres Telefonat mit Frau Riedel, Frau Riedel bedauert auch, das Gerüchte in die Welt gesetzt wurden, Samarin produziert nichts mehr. Kann auch daran liegen, das Samarin, lt. Frau Riedel ihre Vertriebswege verändert bzw. geändert hat. Gruß Helmut Edit: Letzte Rechng. LanzaRoad sowohl bietet MEC für verschiedene Crosser Pleuelkits von Samarin an, leider doppelt so teuer wie Wössner
-
@volkerhallo, kann ich dir beantworten, habs ja besorgt. Der Pleuelkit kostet Brutto € 172,55 (Kobolager auch dabei) kommt noch Versand Spanien- Deutschland Brutto € 23,80 Versand innerhalb Deutschland Brutto 5,36 wenn man Glück hat, und es laufen mehrere Bestellungen des Importeurs bei Samarin, teilen sich die Versandkosten auf Über die Fa. LanzaRoad bezieh ich meine Samarin- Teile Gruß PS: Die Lager bei Samarin sind randvoll, sehr schnelle Lieferung, teils innerhalb 2 Wochen. Ach übrigens, das 124er Samarin wiegt 179g, auch nicht gerade ein "Leichtgewicht"!
-
@gatti500hallo, im Notfall einen Walbro aus dem Kartbereich, den kannst über Kopf auch einbauen! Gruß
-
Dem p&p Gelingen einen riesen Schritt näher gekommen! Weiter so Du weißt, meine Werkstatt steht dir immer offen pr
-
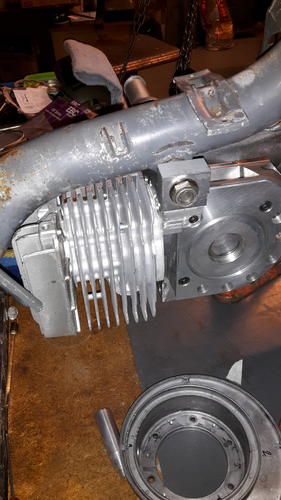
Passt vieleicht ganz gut in dieses Topic, heißt ja, Conversion Simonini 230 / 270 ist zwar auf dem Lamy- Unterbau, aber mit 65 Hub und 72,8er Bohrung des Mini3 270ccm 120er Pleuel vom Mini3, sehr breite Welle, HL Limaseite im Gehäuse, nicht im MH, Wedi von außen zu wechseln, ohne ein Milimeter Schweißnaht, pr



-
Mit seinen 200g auf die 120mm ist das Simo- Pleuel schon etwas "grobschlächtig"! Da ja die Bauteile für Fluggeräte für mehrfache Sicherheit gebaut und konstruiert sind. Hab so ein Pleuel für einen Lamy- Motor auf 122g erleichert, ohne dabei Bauchweh haben zu müssen. Hier wiegt das Oberteil 55g das Unterteil 67g pr
-
-
-
@T5Rainerhallo, eigentlich keine, nur das man sehr viel negatives darüber liest. Ich selbst verbaute an meinem Rotax-Polini mit 110er TZ Pleuel auch ein's, hatte nie Probleme damit, läuft ja aber auch nicht im Dauerbetrieb. Gruß Edit: Hab nur über zu schwere Nadeln gelernt, das im OT und UT die Kräfte so groß sein können, das sich die Nadeln gerne in Kobo und Pleuelkopf eindrücken! An der Breite des Lagers soll ja auch nicht gespart werden.
-
-
-
-
Seit ü50 Jahren arbeite ich zufriedenstellend mit den Uhu Produkten, hauptsächlich an Motoren mit dem Endfest 300. Meine Erfahrung ist, die geklebte Stelle "nicht" zu warm auszuhärten. Es wird zwar eine Festigkeit bis ca. 30 N/mm erreicht, aber der Kleber wird auch spröder und bei Temperaturschwankungen reißt gerne der Kleber. Da sich nun mal Alu sehr stark ausdehnt, ist mir eine leicht elastische Klebstelle lieber. Vibritationen sind bei zu sprödem Kleber auch nicht so toll. Ich lass bei normaler Zimmertemperatur aushärten, im Winter leg ich die Teile auf die Heizung. Bei optimaler Vorbereitung der Klebestelle, siehe @karren77, wobei an anderen Stellen eines Piaggio Gehäuses das schon zu grob wäre. Dann wirklich optimal mit Aceton entfettet, hält das für die Ewigkeit. Über Bremsenreiniger wurde ja schon diskutiert! Noch ein Tipp, bei der Vorbereitung zum kleben, wird ein "X" beliebiges Werkstück aus gleichem Material, genauso vorbereitet mitgeklebt. Nach aushärten des Probestück's teste ich die Klebestelle. Man weiß nie, wurde der Kleber ordungsgemäß gelagert, ist der Kleber nicht schon zu alt usw.! Fällt mir dabei etwas negatives auf, fräs ich den Kleber wieder raus und hol mir eine neue Packung! Es gibt aber auch Teile im Motorenbau, da arbeite ich dann mit JB Weld Auto, oder anderen Produkten. Man sollte den Einsatzzweck immer differenziert betrachten. Selbst bei modernen Gehäusen wie den C1 / C2, überpinsle ich die geschweißten Stellen mit Uhu Plus. Auch andere Stellen an den Quattrinigehäusen, z.B. am Blind-Membrankasten, sowie anderen Stellen nach abdrücken des Gehäuses, werden Undichtheiten geklebt. Vor kurzem musste der Kunde mit seinem C2 3x zum schweißen, im Bereich des Membrankastens tauchte ein Lunker nach dem anderen auf. Letztendlich brachte nur kleben ein "dichtes" Gehäuse! pr
-
@Onetimer11hallo, muss mich dir anschließen. Auf dem Video auf faceboock stand das Tor offen. Also gabs schon mal keinen Unterdruck im Messraum! Aber ich hab mit dem Online Rechner bisschen rumgespielt. L.t. Vergleichsleistungsberechnung, soll die Temperatur 150mm vom Ansaugtrakt entfernt gemessen werden. Da aber der Temp.-Fühler der Klimabox sehr weit vom Gaser entfernt platziert ist, fließen hier ganz andere Werte in die Berechnung des P4 ein. Bei z.B. 5°C wärmerer Ansaugluft berechnet es hier schon mal erheblich andere Werte des Luftdrucks, Gruß
-
Betreffend Online Berechnung passt das, aber warum passt die Berechnung pro 8 Meter sei dies 1 hPa nicht?? Kann ich nicht nachvollziehen. pr Edit: wheelspin hat recht, vielleicht von einem Hr. Admin ins richtige Topic z.B. "Wie zuverlässig misst ein P4" verschieben?
-
Bei den Luftdruckberechnungen vom 25.01.18 stimmt wieder einiges nicht. L.t. Wikipedia liegt Landsberg a. L. 587 m ü NHN bei 1020 mBar Luftdruck während der Messung wären nach Berechnung von 8 m Höhenunterschied je 1 hPa, 73,37 hPa abzuziehen. Dann hätte ein Luftdruck von ~946 hPa l.t. Klimabox herrschen müssen. L.t. Berechnung zur Vergleichsleistung DIN 70020 für Otto und Dieselmotore, muss der zur Berechnung verwendete Korrekturfaktor (K.-Faktor) zwischen 0,96 und 1,04 liegen bei den Messungen in Landsberg liegt der K.-Faktor mit 1,047 schon außerhalb dieser Norm. Hätte die Klimabox die ~946 hPa zur Vergleichsleistungsberechnung herangezogen, läge der K.- Faktor noch viel weiter außerhalb dieser Norm. Glaub kaum, das am 25.1.18 in Landsberg solche Unwetter wüsteten, pr