powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
Ich find das auch geil, das die Leistung auf einem anderen Prüfstand gemessen wurde. Fällt also schon mal der Bonus des eigenen Prüfstand weg, der ja oft kritisch hinterfragt wird, und wurde. Hiermit wird vielen Kritikern der Wind aus den Segeln genommen, weiter so @egig pr Edit: Ich denke auch, das in dieser Leistungsregion der Wheelspin sehr schlecht in Griff zu bekommen ist. Aber selbst wenn man 2-3% +/- Messtoleranz berücksichtigt, ist diese Leistung immer noch der Hammer.
-
@t5undtetshi, da siehst mal, bin noch zu "jung" in der Vespa Szene Gruß Edit: Alternativ wäre eine Sicherungsscheibe denkbar (Sprachgebrauch auch Benzingring genannt) diese Sicherungsringe lassen sich rel. leicht mit dem passenden Schraubenzieher öffnen. Zur Montage mit Fett fixiert, auch denke ich möglich.
-
Eine andere Sicherungsmöglichleit des Primärs gäbe es schon, nur müssten dann die Primärhersteller mitspielen. Diese Konstruktion würde dann dem "Kippspiel" des Primärs, das @karren77nicht zu Unrecht angesprochen hatte entgegenwirken. Am Ende des Primärstumpfes wo der Seegerring ursprünglich sitzt, müsste ein Feingewinde angearbeitet sein. Es wäre kein austarieren des Axialspiels mehr nötig. Man kann das Axialspiel justieren wie man mag, das wackelt ohne Gegenlager der NW immer! Der Drehrichtung entsprechend als Rechts oder Linksgewinde ausgeführt um ein lösen zu verhindern. Bei Kartmotoren mit Ausgleichswelle werden auch ganz niedrigbauende Muttern verbaut. Eine Mutter des einen Zahnrades besitzt Rechts, die andere Mutter Linksgewinde. Zur Montage ein Tropfen Loctit, gut ist. pr
-
@t5undtetshallo, den Wellenstumpf des Primärs polier ich immer auf ein Maß als Übergangspassung. 2/100 Übermaß ist hier viel zu stramm. Mit dem Schonhammer zwei leichte Schläge, dann sitzt das perfekt am Anschlag, Gruß
-
Ist natürlich schade, das hier die Konstrukteure ihre Hausaufgaben nicht gemacht haben. Mit diesem Kniff würde sich das Gehäuse von den herkömmlichen abheben. Wäre aber eine reine Zerspanungsangelegenheit, am Gussmodell müsste nichts geändert werden. Ansonsten sind ja die Maße der HL Sitze mit 4/100 Vorspannung perfekt. pr
-
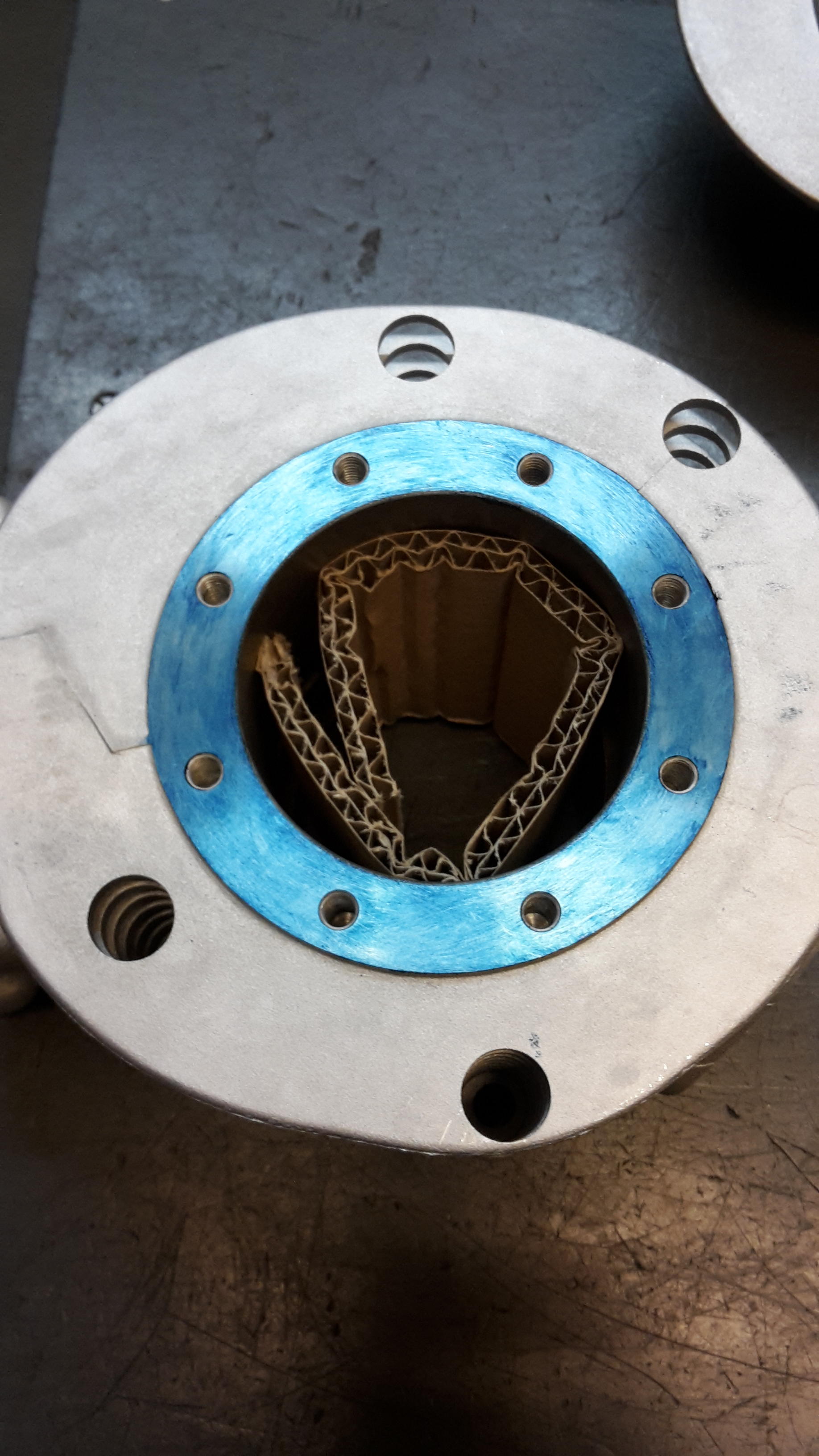
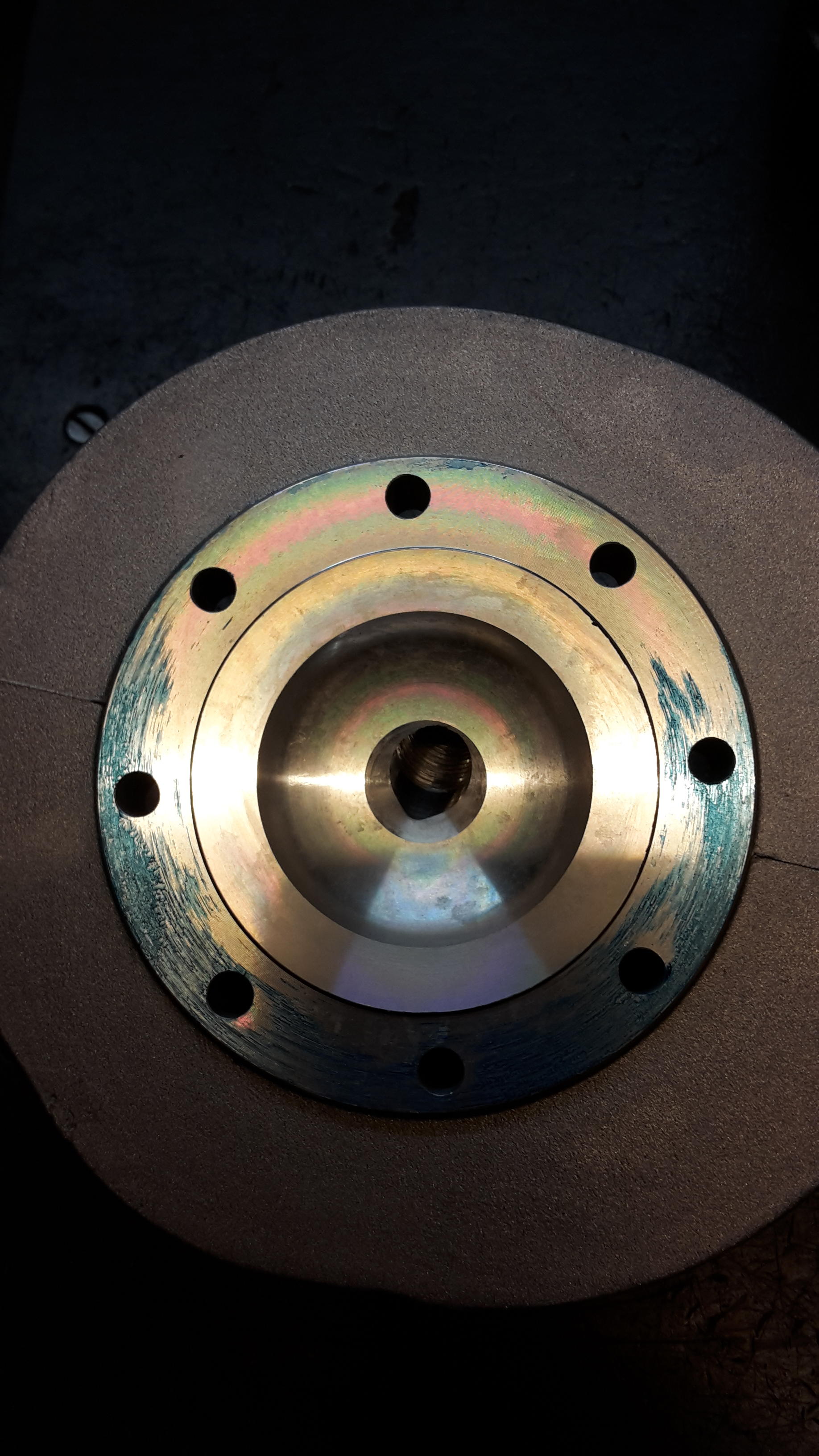
@lokalpatriothallo, der Sinn dieser "genialen" Konstruktion ist folgender. Durch das stecken der NW durch die Öffnung, die mit dem goldeloxierten Deckel gelagert ist, kann die Freimachung für den 4. Gang an einer anderen Position sitzen. D.h., ein durchbrechen zur gespindelten Freimachung für's Pleuel kann nicht passieren, da hier eine deutlich dickere Wandstärke besteht. Das ein wechseln der NW ohne spalten möglich ist, ergibt natürlich zusätzlich ungeahnte Möglichkeiten. Ich hab da in Zuera 2018 den Pinasco Werksmechanikern bisschen zugeguckt, da hatten die vom Spitzenteam den Motor offen, (Schaltprobleme bedingt durch die HW) da lagen in der Ersatzteilkiste ein gutes Dutzend NW Gruß
-
Ich frag mich ja auch, warum @Tom Turbodas Gehäuse "nicht" spalten will? In dem Aufwasch kann ich doch von innen, alles schön in Augenschein nehmen. pr
-
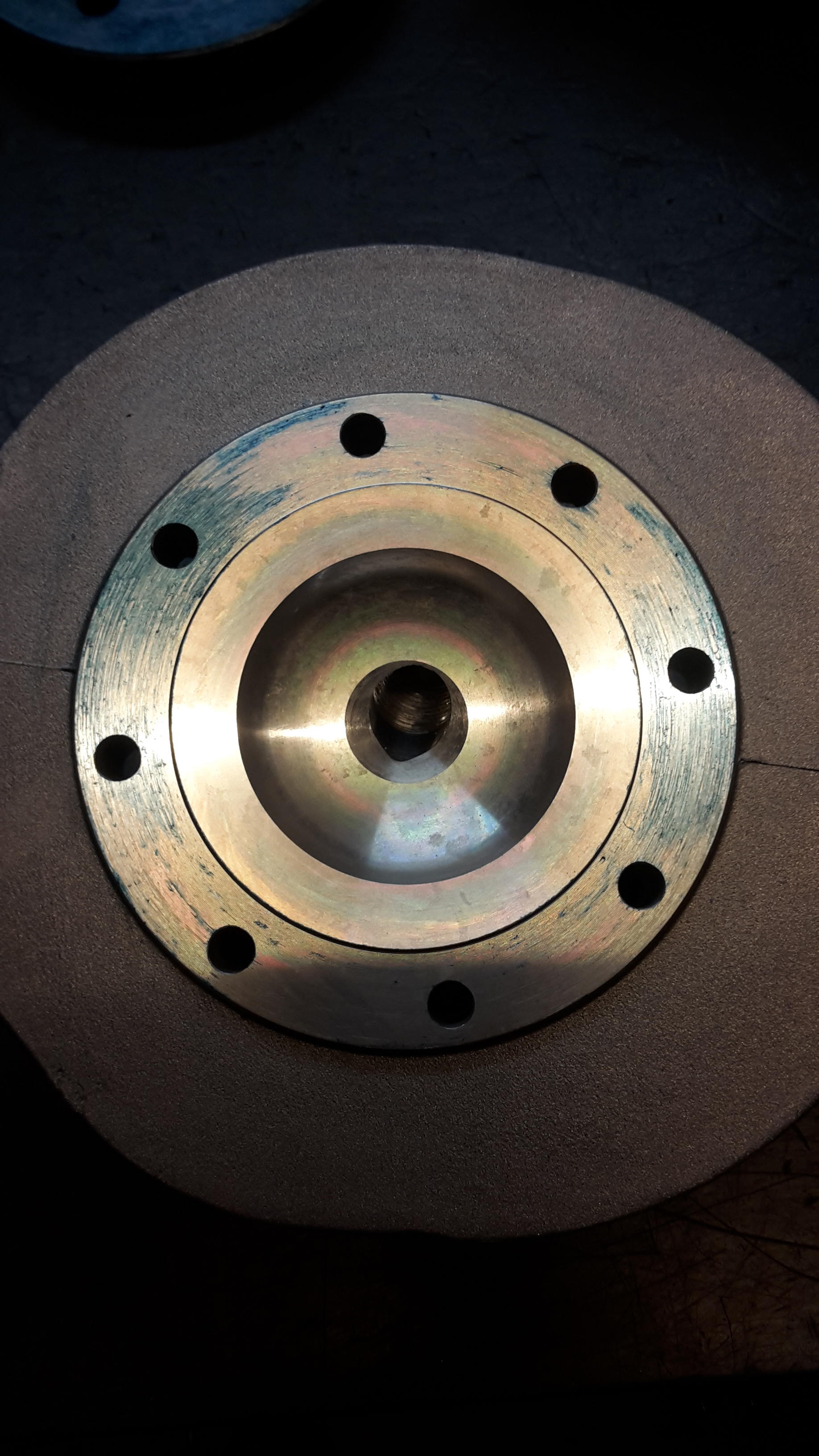
Wenn ich den Seegerring (SR) opfere, müsste dieser zu demontieren sein. Durch die Öffnung des NW Lagerdeckel's könnte man mit dem Dremel reinkommen. Den Dremel würde ich an ein genügend langes, ca. 20x3er Flachmaterial tapen. Den SR gegenüber den Nasen mit einem Diamantschleifkörper so weit wie möglich anschleifen, dann den SR aufbiegen und entnehmen. Alles schön spülen und säubern. Zur Montage mit einem Teleskoprohr, SR vorgespannt auf's innere Rohr stecken, dann den SR mit dem äußeren Teleskoprohr auf den Wellenstumpf des Primärrades aufschieben, pr
-
Starterliste Zuera 19 http://vtr24h.com/vtr24h/equipos/ pr
-
Wenn das wirklich fachgerecht gemacht werden soll, muss das in einen Fachbetrieb der Erodierarbeiten macht. Abgerissenen Stummel zentrisch aufnehmen und Innensechskant mit SW 10 mit Eckmaß von 11,5mm "senkerodieren" lassen. Tiefe des Innensechskant's 7,5mm (wie bei M12er Schraube) nicht durchgehend erodieren lassen, das der Setzschlag wirken soll! Die Tiefe des Stummel's würde ich mit einer mittig gebohrten Ø 3mm Bohrung testen. Vorm ausdrehen mindestens auf ü 200°C erhitzen, dann einen kräftigen Setzschlag auf die Nuss, das wäre gelacht wenn das nicht aufgeht. Kosten über den Daumen u € 50,- pr Edit: Ob sich der Aufwand lohnt, muss der Besitzer entscheiden
-
Sorry, OT, zu der Haltbarkeit bei so starken Leistungs und Drehmoment Motoren muss ich dem @PXlervoll zustimmen, die Fahrweise macht viel aus, kaputt kann ich alles bekommen. Bei den 10 / 12 und 24h Rennen prügeln die Fahrer die Gänge auch sehr selten ohne Kulu rein, weil sie wissen, so eine Renndistanz kann verdammt lang sein. Aber eins ist auch klar, um vorne dabei zu sein, reicht es nicht nur 7000 U/min zu drehen, da geht's schon zur Sache. Das hier mittlerweile auch knapp 50PS Monster am Start stehen dürfte auch bekannt sein, in 2019 denke ich auch ein paar ü50, und da sollte während des Rennens nicht's getauscht werden. In einer sehr gewissenhaften Vorbereitung des Motor's, als auch Auswahl der zu verbauenden Teile liegt hier das Geheimnis des Erfolg's. Da stimm ich dem @egigzu, in die Welle muss dann evtl. ein Primatist, ein Samarin Pleuel oder gleich hochwertiges rein, da kann ich keinen Schrott verbauen. Das gleiche gilt für alle anderen Teile, pr
-
Betreffend Thema Wellenproblematik, Mittwoch 19:35 Zitat Anfang von T5Rainer "Meinetwegen gern hier. Dann haben alle was davon." Zitat Ende pr Edit: Ich glaub schon auch, das zu einem potentem "CNC" Block auch potente Wellen gehören
-
In der Regel sind die "alten" Biegsamen Wellen nicht kaputt zu kriegen, das war halt noch solide Qualität. So wie es aussieht, sind drei Schmiernippel dran, investier in hochwertiges "Kugellagerfett", ab und zu mal abschmieren, dann hast Du ewig Freude an dem Gerät. Am Handstück selbst, musst mal schauen, wie Du da Öl oder Fett reinbekommst. Gruß Helmut
-
@T5Pienhallo, also ganz hoffnungslos ist der Fall nicht. Ich würde mit einer modernen biegsamen "Profiwelle", z.B. von Joke mit Adaptern auf dein altes System arbeiten. Solche Adapter anzufertigen wird doch möglich sein! Diese Joke Wellen sind bis 22000 U/min drehzahlfest. Dies sind absolute Profi Werkzeuge im Werkzeugbau gedacht und eingesetzt, da kannst den ganzen Tag fräsen, schleifen usw., die wird grad mal handwarm. Sind zwar nicht grad billig, aber gutes Werkzeug kauft man nur "einmal"! Gruß
-
@Yamawudrihallo, auch ich OT, ich würde dem @Hjeyseine Wellenrichtkünste nicht anzweifeln. Je leichter die Wange als "unbewegte" Masse ist, das ist eben bei einer Lamywelle der Fall, umso weniger bewegt sich die andere Wange in die Torosionsbewegung. Ich richte lieber eine 250er Cross Welle, wo die einzelne Wange 4-500g schwerer ist. Da spürt man direkt beim Schlag, wie die Wange zieht! Das ist bei deiner angesprochenen 500er Yams Welle auch der Fall, eben sehr schwere Wangen. Zu dem von @lechnaangesprochenem "entspannen" der Welle nach dem richten, ich hatte das Problem schon vor längerem angesprochen, kann sich schon mal sehr selten im Rahmen von 6-8/100 bewegen, aber 2/10 auf gar keinen Fall. 2-3/100 fast jede Welle. Bei mir werden die Wellen ca. 1/2-1 Std. nach dem richten nochmals überprüft und korrigiert. 99% der Wellen reagieren so! Gruß
-
@lechnaservus, was hat denn die Welle für'n außen Ø? Gruß
-
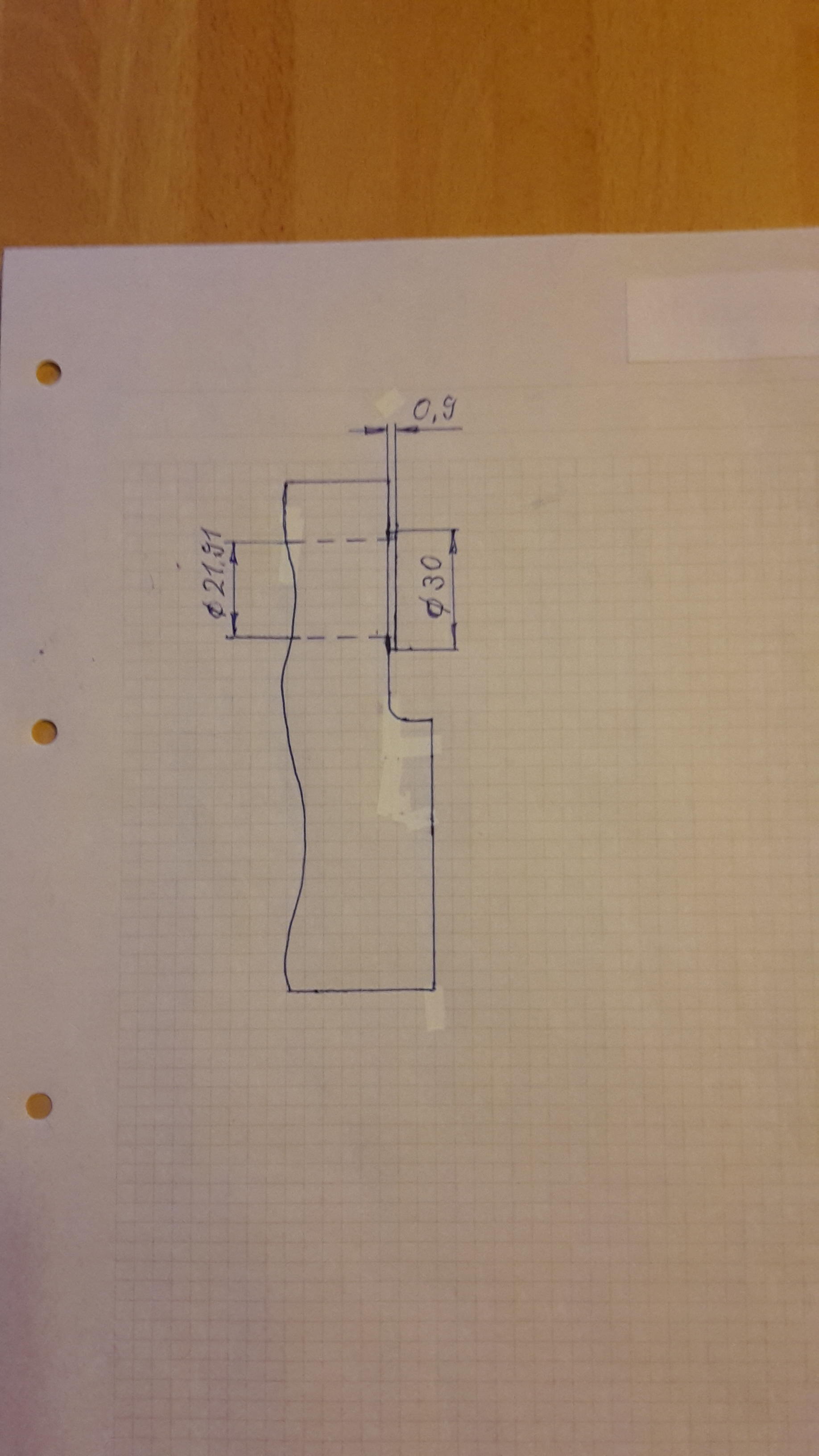
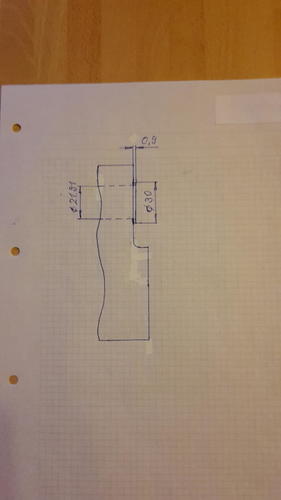
Auf dem Bild der Hot-Rod Kuwe nicht zu sehen, ist aber zu 100% mit AS. In modernen Zweitaktern werden seit Jahren die Wellen mit AS verbaut. Mindestens 1-2 Jahrzehnte zurück, hatten z.B. die RG Modelle von Suzuki, sei es die 250er (dieser Motor auch in der Aprilia RS) oder die 500 Gamma, "oben" geführte Pleuel! Dafür unten riesen Axialspiel am Pleuelfuss! Das große Manko, es sind für oben geführte Pleuel fast keine Kolben mehr erhältlich! Ich baute erst vor kurzem so eine RS 250 Welle auf unten geführte Pleuel um, da brauchte es je Seite 1,4mm AS! Dann werden hier Falschtakter ohne AS als Beispiel ins Feld geführt. Hier werden Äpfel mit Birnen verglichen. Bei einem HZ der von innen heraus über Druckschmierung das Pleuellager mit Öl versorgt, kann der Konstrukteur bei so einer Welle auf AS verzichten, hier herrscht keine Mangelschmierung wie beim Zweitakter vor. Aber zurück zu den AS am Zweitakter, wenn schon eine neue Welle gebaut wird, und ich möchte jedes zehntel Einpresstiefe des HZ ausschöpfen, warum nicht diese geniale Idee vom Meister Falc übernehmen? (bei Kreidler auch schon gesehen) Mit Kragen an den HZ Bohrungen. Hier bieten sich 1er AS an, Kragenhöhe bekommt 0,9mm, hiermit erreiche ich 1,8mm mehr Einpresslänge. Einziges Manko, die AS ist kein Katalogteil! Dann noch an der Senkungstiefe der HZ Bohrung geizen, dann bekommt man eine ganz vertrauenswürdige Welle. Große Einpresstiefe, Sicherheit durch AS, eigentlich alles was wir brauchen und wollen, pr Edit: Den Außen Ø 30mm des Kragens, kann man je nach erhältlichem Außen Ø der AS auch größer gestalten. Nochmal Edit: Bei einer Welle die für 0,5er AS konzipiert ist, kann man mit Kragenbauweise nur 0,8 mm nutzbare Breite der Wangen erreichen.
-
Gute Frage, sind halt keine Wellen für 100k Laufleistung Motoren! Edit: Sag mal so, der Pleuelkit sollte zumindest 40- 50k Laufleistung halten. Dann würde ich die Welle schon aus Gründen der Materialermüdung des Pleuel's revidieren.
-
Also die Cross Wellen, die mir in den zig Jahren untergekommen sind, waren alle mit AS ausgestattet. Wenn du ein Pleuel oben führen willst, brauchst du unten minimum 1-1,2mm Spiel. 0,5mm Spiel unten, ist der Tod des Pleuel's Wenn irgend ein Bauteil, sei es der HZ der nicht 100%ig zylindrisch ist, sei es das ebenfalls konische Pleuelauge, schraubt es das Pleuel "immer" an die gleiche Seite des Axialspiels! Man sieht ja teils bei verbauten AS, das es bei bestimmten oben genannten Ungenauigkeiten, die AS regelrecht zermalmt werden, aber auch hier meistens eine Seite!
-
@gravediggerhallo, mit der KX85 kann ich leider nicht dienen, aber mit einer aktuellen KTM SX85 Nutzbare Wangenbreite 12,8mm (Pleuel b= 17mm) 1er AS 100ccm IAME ohne Kulu Kart Wange 14,5mm (Pleuel b= 15mm) 1er AS Gruß
-
43% Wuchtfaktor (WF) ist bei der Einbaulage eines Lamy Zylis schon weit weg vom idealen WF. Ich hab sehr gute Erfahrungen mit 33-37% gemacht. pr
-
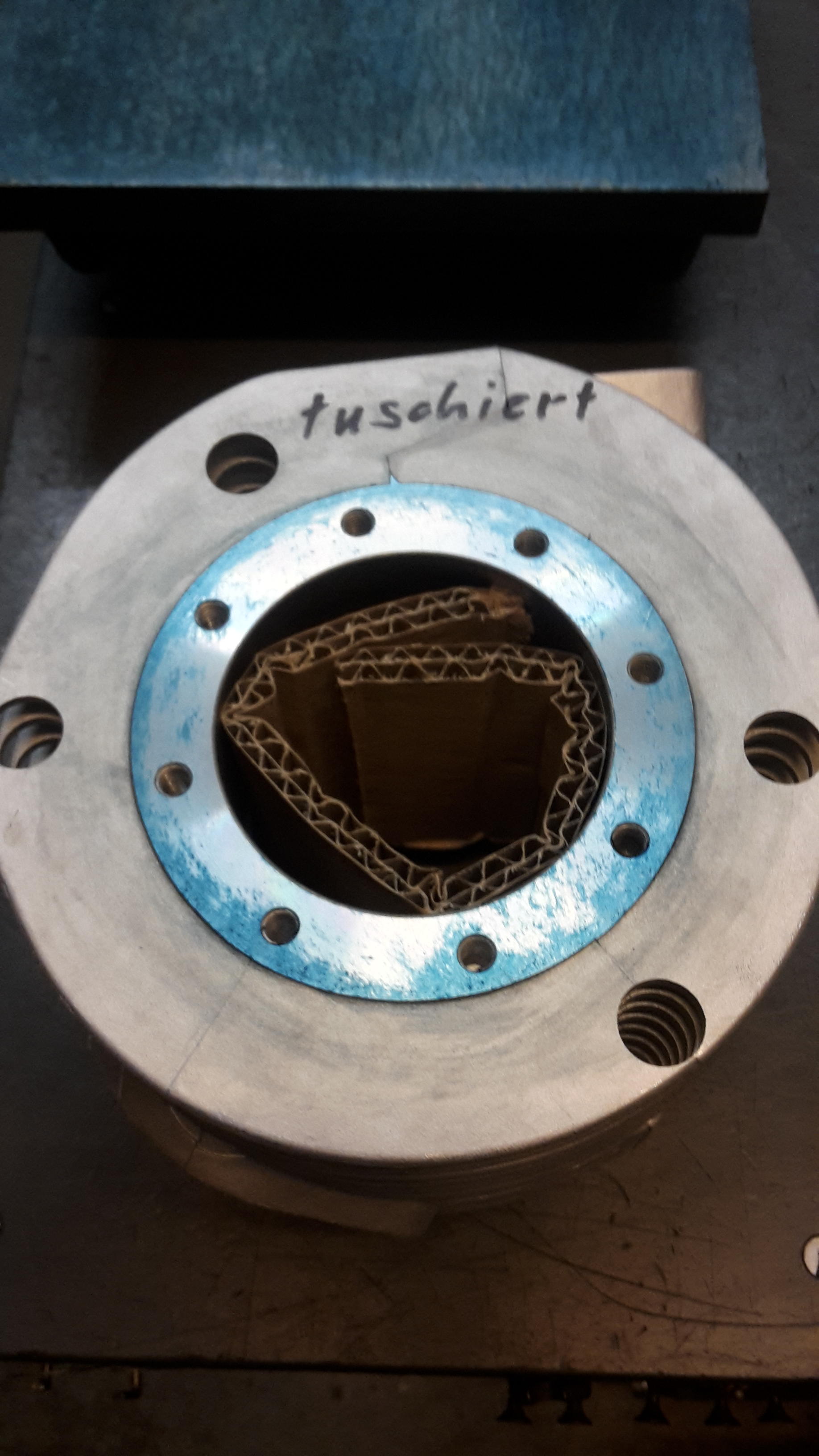
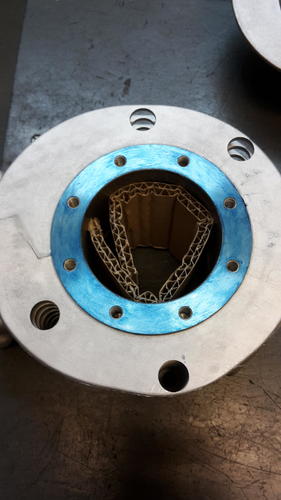
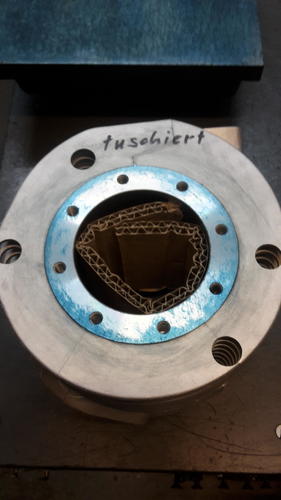
Um einen Kopf oder Zyli auf einer Glasplatte plan zu bekommen, muss man ein Künstler sein. So wie es @sähköanspricht, es kann in der Glasherstellung keine plane Scheibe hergestellt werden, ausser diese Glasscheibe wäre anschliessend mit Diamant plangeschliffen. Der Kopf darf beim maschinellen bearbeiten nicht verspannt aufgespannt sein, sonst ist der Kopf nach abspannen von der Maschine wieder krumm und verzogen. Wenn der Kopf oder Zyli händisch plan gearbeitet wird, macht man das auf einer wirklich planen Platte (Stahl oder Guss), noch besser auf einer Tuschierplatte. Auf diese Platte wird der Bogen Schleifpapier (am besten Rückseite aus Gewebe) mit 60er oder 80er Körnung gelegt. Überprüft wird die Planheit mittels hauchdünn aufgetragener Tuschierpaste auf einer Tuschierplatte. Hier gibt es auch verschiedene Genauigkeitsgrade., betreffend Tragbild pro quadrat cm. Hier tut es eine Platte die noch bezahlbar ist. Wenn kein Platz für einen O-Ring vorhanden ist, werden am Kopf "zwei" Labyrintheinstiche gesetzt. 1/10 tief und im ca. 1,5-2mm Abstand. Die Einstiche mache ich mit einem 60° Gewindestahl. Diese Labyrinthsystem wirkt zusätzlich gegen durchblasen. Wenn diese drei Dinge passen, wird jeder Kopf garantiert "ohne" Dichtmasse dicht. Dichtmasse ist dann nur für's gute Gewissen! Anbei ein Querschnitt einer M200 Modifikation, pr Edit: Im ersten Bild des Kopfes das Tragbild p&p aus dem Karton heraus. Zyli mit "tuschiert" betitelt, Tragbild p&p Bei Köpfen mit Kragen wie am M200, muss der Kopf mit einem "planen" runden Aufschleifwerkzeug, am besten aus Guss mit Schleifpaste aufgeschliffen werden.





-
Wäre doch interessant, ein eigenes Topic dafür aufzumachen. Denn z.B. Auslasssteuerzeit nach Lichtspalt, oder 2/10 Lehre ja ca. 8-10° Unterschied ausmachen. Wie mess ich nun richtig? Halt ich die Lehre im 45° Winkel zur Anfasung rein, Fragen über Fragen! Dann hab ich z.B. gelernt, so wie @volkerschreibt, die senkrechte Kante am Hauptströmer zum Auslass absolut scharfkantig zu lassen, da hier schnell ein Spülkurzschluss entsteht. Evtl. hier nur einen Hauch mit dem Diamantschleifkörper drüber, um gegen das abplatzen und gegen Kratzer am Kolben vorzubeugen. Die anderen senkrechten Kanten macht meiner Meinung auch Sinn, diese ziemlich scharfkantig zu lassen. Jeder Radius, jede Fase an den senkrechten Kanten beeinflusst die Richtung des Gasstrom's. Vorausgesetzt, es hat der Beschichter nicht mit dem Dremel gewütet! pr
-
@bv5b3thallo, wenn keine Gewindeschablone zur Hand, eine normale M6er Schraube hat eine Steigung von 1mm die kann man auch als Lehre benutzen, Gruß
-
Bei 90er Kurbelraum, wäre das auch enorm viel Totraum. Von zu wenig Überdeckung am HZ, wie es @chup5schon sagt ganz zu schweigen. Bei 88er Ø wären's dann 7,5mm! Ich denke eher, da hat sich der Druckfehlerteufel eingeschlichen. Glaub doch, das der Wangen Ø 88mm hat. pr