powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
@vnb1thallo, hab mich vieleicht bisschen verkehrt ausgedrückt, hätte wohl schreiben müssen, +/- 1mµ Die Welle lief vor den 24h Zuera18 auf beiden Seiten zwischen Spitzen gemessen, mit zwei gleichzeitig angelegten Fühlerhebelmessgeräten, (FHMG) je Seite mit 1/100 Schlag. Teilstrich des FHMG 1/100 (mit 1/1000 sind nicht zu bezahlen!) Die Messkugel hat 2mm Ø, mit der Messkugel geh ich so nah wie möglich an den R der Wange. Soweit es der gewisse Kontaktrost, trotz säubern vorhanden, denn an Kundenwellen gehe ich an diesen Ø nur mit Absprache und vorherigem vermessen mit der Polierleinwand ran. Diese Unebenheiten, teils Vertiefungen, verursachen ja schon Bewegungen am Zeiger der Messuhr. Bei dieser Messung stand @Mike, (Teamchef von TG111) direkt daneben. Da wurde auch offenbart, wenn die Welle nach dem richten lief, nach zwischenzeitlicher ca. 30minütiger anderer Tätigkeit, nach erneuter Prüfung die Welle plötzlich nicht mehr lief. Schlag war wieder ü 3/100 Aus diesem Grund bat ich ja Mike, viel Zeit mitzubringen. Dieses Phänomen hatte ich schon vor kurzem hier im GSF (glaub im Lamy Topic) erklärt, wenn Spannungen von der Presskraft des HZ, sowie gespreizten oder gedrückten Wangen vorhanden sind. Diese Spannungen lassen die Welle wieder unrund laufen. Wenn dann vor der Revision ein Rundlauftest gemacht wird, und die Welle läuft auf keiner Seite schlechter wie diese 1/100, dann kann ich mit einer Ablesetoleranz von +/- 1mµ behaupten, (man spricht hier von Zeigerstrichdicke) das sich der Rundlauf nicht verschlechtert hat. Sowie besitzt Mike sämtliche Messgeräte, sowohl zwischen Spitzen und Prismen zu messen, und glaub ja nicht die Welle war nicht auf dem Prüfgerät bevor die Welle zu mir gesendet wurde. Mach ich ja auch so. Ich weiß genau, im Maschinen und Motorenbau gibt es keinen "null" Rundlauf. Mir ist es dann auch ein Rätsel, wenn mit einer 1/100 Messuhr geprüft wird, dann zu behaupten, die Welle läuft auf "0" mµ, da klopft sich derjenige schon stark auf die Schulter! Zu der miserabel aussehnden HZ Bohrung möchte und darf ich auch nicht's sagen, wer der Hersteller dieser Welle ist. Aber der Hersteller selbst, kennt anhand der Wuchtbohrungsanodnung garantiert sein Produkt. Außer es gibt mir der Hersteller sein O.K., dann kann ich Rede und Antwort stehen. Ach im übrigen, es sind noch schlimmer aussehende HZ Bohrungen von Wellen auf meinem Rechner, Gruß Edit: In der Bucht kostet ein FHMG mit 2mµ Aufteilung knapp € 59,-
-
@rod'n'rollhi, super Tipp, werd ich mal testen. Da das Aceton ja auch mittlerweile schweineteuer geworden ist. Wie ist das denn mit verdunsten? Bei meiner fest verschließbaren Acetonflasche aus Glas (perfekte Dichtung im Deckel, dieser ist allerdings aus Kunststoff) verschwindet das Zeug mehr oder weniger von selbst. Gruß
-
Zum Thema Presskraft, hier sind noch 2-3to Reserve an Presskraft zu finden, wenn wirklich alle Pressungsrelevanten Teile perfekt entfettet werden. Dann mit sauberen Handschuhen arbeiten, denn ein einziger Fingerabdruck (Handschweiß) kann die Presskraft enorm runtersetzen. Selbst mit hochwertigstem Bremsenreiniger gereinigte Teile, der "angeblich" nicht nachfettet, wird beim auswischen der HZ Bohrung mit getränktem Aceton Lappen, jede Menge Schmutz an einem hellen Fusselfreien Lappen sichtbar. Hier keinen Baumwolllappen nehmen, sonder gute altbewärte Leinenfetzen, pr
-
@Johanneshi, weiß zwar jetzt nicht, wen Du als Reviseur Eurer NCN Welle meinst? Aber Fakt ist, die "Winner"- Welle von Zuera18 war vom Rundlauf und Schlag vor dem 24h Rennen, nach jetziger Prüfung vor dem auspressen auf's mµ gleich geblieben. Das ist auch ein Kriterium, das von einer Welle eingefordert werden kann und muss, Gruß PS: Rundlauf- Video ist archiviert
-
Möchte an dieser Stelle darauf hinweisen, das die Berichte über die Fabbri Wellen, rein auf Messprotokollen, Auswertung der Aus und Einpresskräften, usw. bestand! Wenn das in die Ecke einer gewissen Werbung für dieses Produkt gedrängt wird, ist diese Vermutung völlig falsch. Ich werde da auch gerne andere Wellen Produkte nennen, z.B. die NCN Welle von einem ganz erfolgreichen deutschem Langstrecken- Team, da sahen die HZ Bohrungen nach dem auspressen ähnlich "top" wie bei der Fabbri aus! Lediglich von der Auspresskraft deutlich schlechter, so um die 7-9to trotz 19,91er HZ Bohrung. Hier wurde aber vermutlich beim verpressen nicht mit 100%ig fettfreien Bauteilen hantiert, dazu mehr im nächsten Beitrag, pr
-
Wurde mal wieder still und heimlich, eine kompl. Werbestaffel für ein Produkt "eingeschoben"! Ist hier eigentlich fehl am Platz, dafür gibt es doch andere Topic's! Ganz klar meine Meinung, pr Edit: Wenn über die Fabbri Wellen gesprochen wurde, waren das "Erfahrungsberichte" und keine Werbung.
-
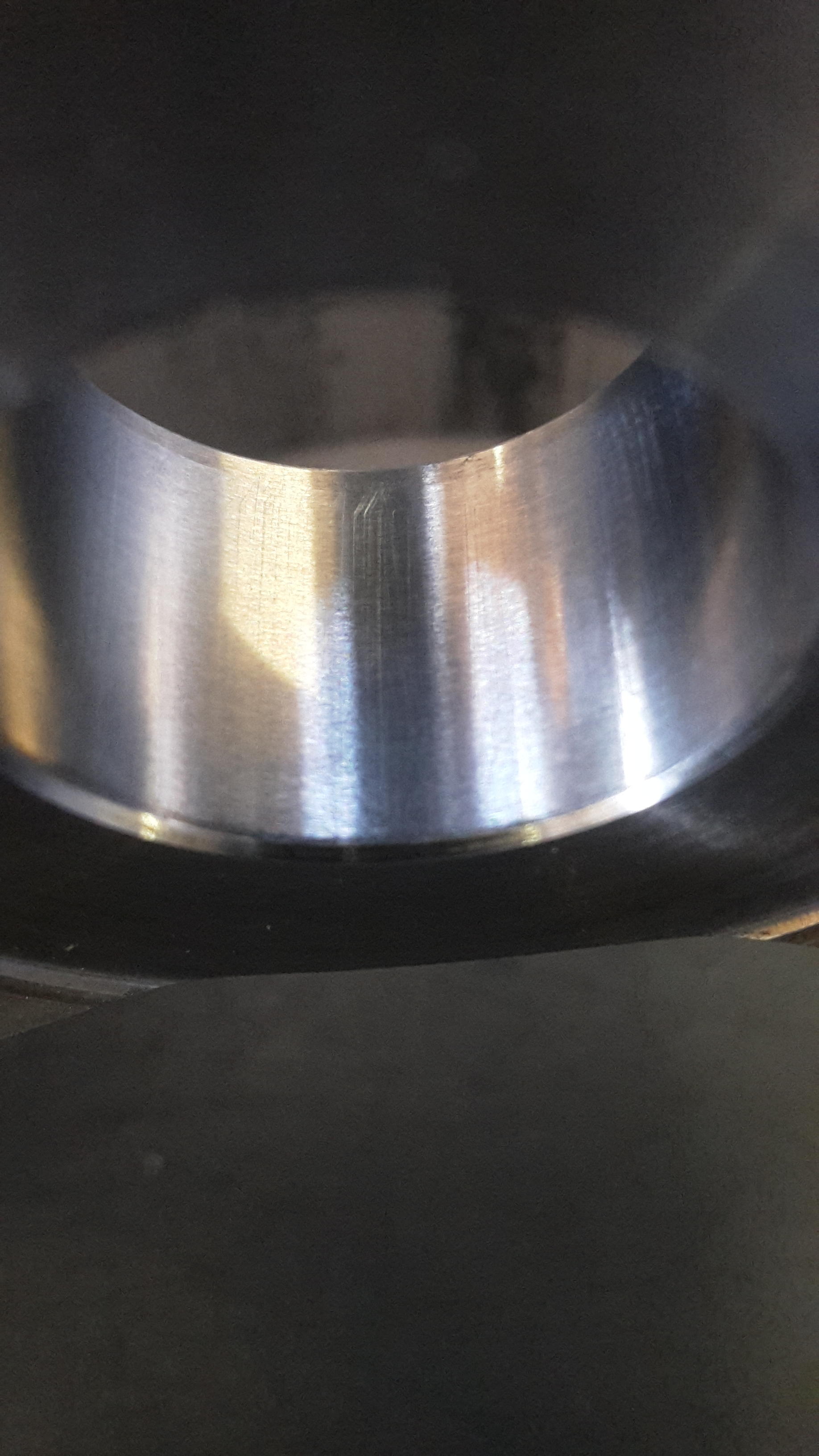
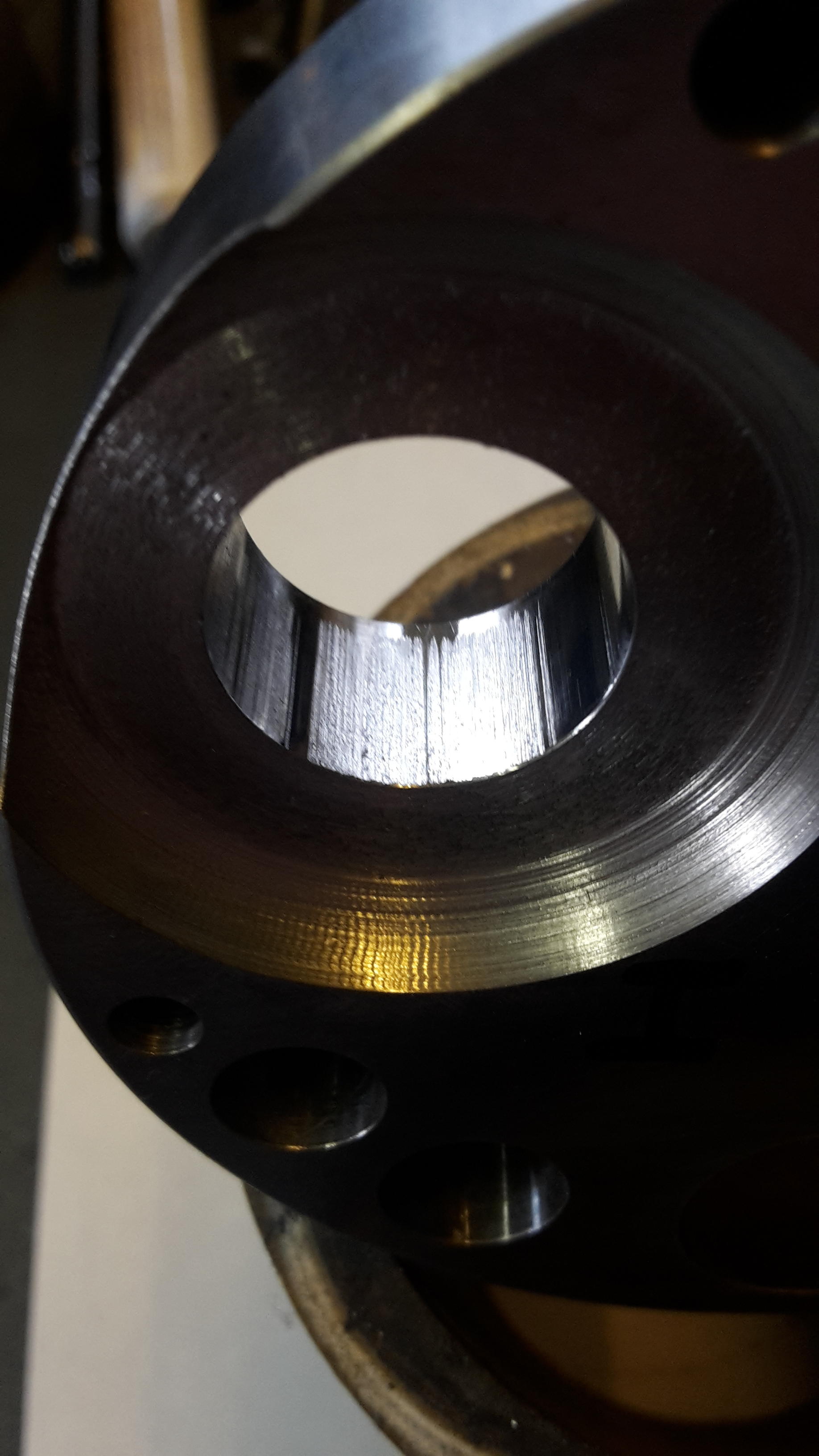
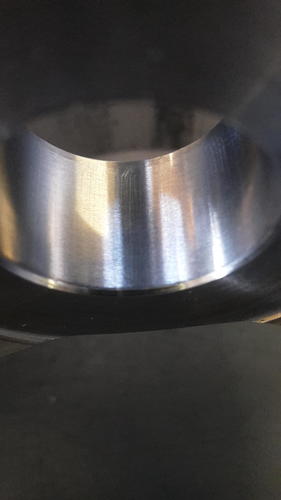
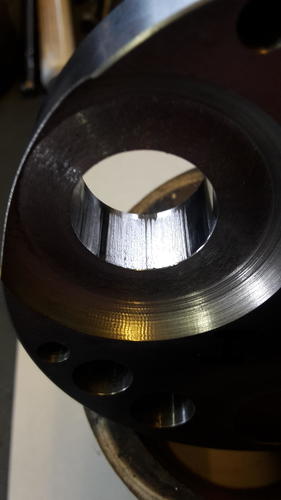
Die ersten beiden Fotos sind von vorher beschriebener "Fabbri- Welle". Oberfläche der HZ Bohrungen ein Traum! Dann zwei HZ Bohrungen von einer Welle, wo man sich aus Kostengründen das schleifen der HZ Bohrung spart, ob es auch an der Materialauswahl liegt, ob an der Wärmebehandlung lasse ich mal dahingestellt. Meine grundsätzliche Devise, bei so hochwertigen und teuren Wellen (viel Wolfram drin, hochwertiges Pleuel usw.) sollte und muss eine Welle "mehrmal's" revidierbar sein!!! Die anderen Fotos belegen, das bei diesen Wellen die Revisionsforderung "nicht" erfüllt wird. Kurz gefasst, bei mir muss ein "Qualitätsprodukt" anders aussehen! pr


-
Um die Qualität einer Welle zu beurteilen, lässt sich dies erst sagen, wenn die Welle zur Revision ansteht, oder geöffnet wird. (Pleuel wechseln, anders wuchten usw.) D.h. Aus und Einpresskraft des HZ, Masshaltigkeit der HZ Bohrung nach dem auspressen, zieht der HZ Fressspuren in der HZ Bohrung. Oberflächenrauigkeit der HZ Bohrung. Masshaltigkeit der Wellenstümpfe. Die Masshaltigkeit der HZ Bohrung lässt sich aber definitiv erst beurteilen, wenn die Wangen "jungfräulich" vermessen wurden. Dies sind für mich die wichtigsten Kriterien einer "guten" hochwertigen Welle! Um eine Beurteilung der Fabbri Wellen abzugeben, kann ich mich voll und ganz @gertaxund @egiganschliessen. Letzten Spätsommer baute ich eine Fabbri Welle auf ein längeres Pleuel um, die Welle hatte schon einige h Langstrecke auf dem Buckel. Die oben genannten Kriterien alle vollsten's erfüllt! Mit ca. 18-20to eine Wahnsinns Aus und Einpresskraft, die Hz Bohrung mit 9/100 Untermaß absolut maßhaltig. (rund, zylindrisch, Oberflächenrauigkeit) Dann die Oberfläche beider HZ Bohrungen, ich kann nur sagen, ein wirklicher Traum, man sieht kaum, bis auf ein paar hauchdünne Kratzer, das da überhaupt ein HZ verpresst war. Kaum zu glauben bei so einer extremen Presskraft. Mit 43,21% Wuchtfaktor zudem auch gut gewuchtet, pr
-
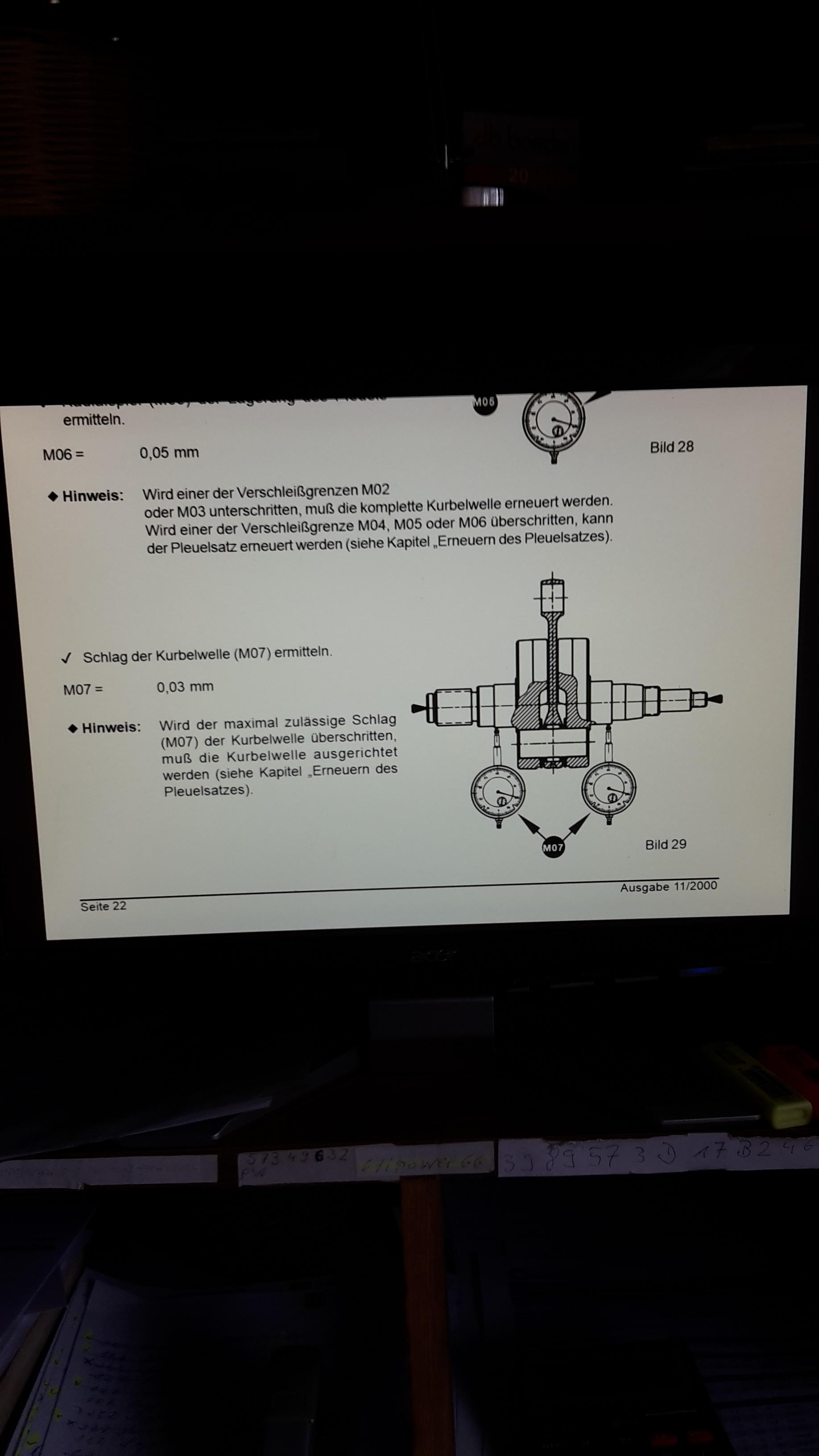
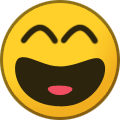
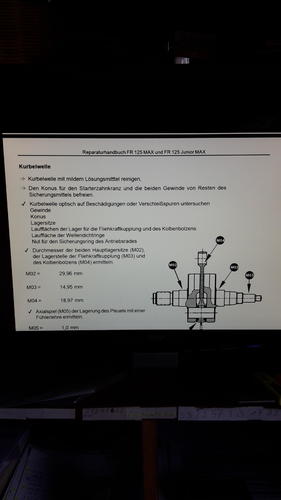
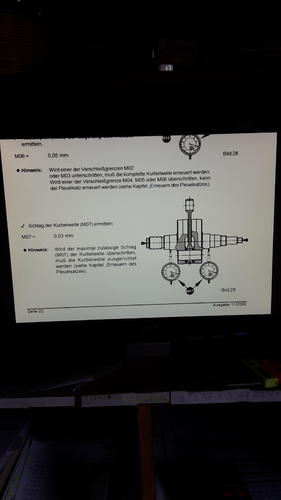
Schön in einem Bild zu sehen, die Rundlaufprüfung wird von Rotax "zwischen Spitzen" empfohlen! pr
-
Nun die zu der Diskussion zu den Abmessungen der Wellenstümpfe. L.t. Datenblatt der Lagerhersteller, soll bei dem 25er Ø eines Wellenstumpfes 0 / -10mµ gefertigt werden. Niemals bis zu 25mµ Übermaß! Das mögen Datenblätter für normale Maschinenbauteile aufzeigen. Im Motorenbau herrschen manchmal aber durch zig Jahre gewonnene Erfahrungen, das hier z.B. bei Kurbelwellenlagerungen andere Gesetze herrschen. Die von mir propagierten bis zu 40mµ, in der Regel 30mµ Unter null gefertigten Wellenstümpfe, wie es in zig tausenden Kartmotoren ohne irgend Probleme laufen. Der große Unterschied mag wohl daran liegen, das die Wellen in der Härte und Oberfläche korrekt sind. D.h., alle Lagersitzbereiche sind geschliffen und teils bis 58-60 HRC hart. Bei der im M200 Topic gezeigten Welle eines deutschen Herstellers waren diese Umstände nicht gegeben! 1. Die Wellen zu weich. 2. Die Oberflächen nicht geschliffen. 3. Mit 24,95mm ein dermassen Ausreisser in der Maßhaltigkeit. Die in den ersten Jahren produzierten Wellen dieses Herstellers, waren von der Härte im Lagersitzbereich und Wedibereich nicht genügend hart. Trotz in seitenlangen Messprotokollen hier im GSF veröffentlicht, konnte eine nicht genügende Härte belegt werden. Was ich so im Kopf habe, lag diese um die 35-38 HB (Härte Brinell) Die Diskussion betraf das Thema "eingelaufene" Wedibereiche. SKF empfieht eine Härte von 90 HB im Wedibereich. Das bei einem Maß von 0 /-10 am Lagersitz selbst nach nur 10min Fahrzeit, (paar Läufe auf der Rolle) Kontaktkorrosion auftritt, dürfte jedem Fachmann klar sein. Dies hat aber absolut nichts mit Verschleiss am Wellenstumpf zu tun! Es wurden von mir mehrere Wellenstümpfe vermessen, die auf dieses Maß gefertigt wurden, nach 24h und eine Welle mit genau 21h Fazit, Verschleiß null! Ein Schlusssatz, da wären sämtliche Kart- Motoren Ingenieure krank, die solche Abmessungen im Lagerbereich einer Kurbelwelle konstruieren! Ich kenne noch die Zeit im Kartbereich, da mussten die Wellen "warm / kalt" montiert werden, da flogen die HL reihenweise um die Ohren. pr Edit: Ich reich mal die Verschleissgrenze der Wellenstümpfe der Rotax-Max Motore nach
-
@Valderama11hallo, es gibt von Samarin einen Übermaß- Hubzapfen (HZ) mit Ø 20,03 x 49mm Hier muss das Pleuel auf das entsprechende Maß gebracht werden. Das wäre in dem Fall ein Ø von 26,06mm (3/100 Spiel für den Ölfilm) Voraussetzung ist aber ein vermessen der HZ- Bohrung, nicht das die 3/100 Übermaß zu viel Pressmaß ergibt, und die Wange in der Überdeckung reisst. Auch kann die Wange zu den Wuchtbohrungen reissen, wenn diese zu nah an der HZ- Bohrung sitzt. Es ist aber möglich, den Samarin HZ auf das gewünschte Maß zu bringen.(z.B. auf 1 oder 2/100 Ü.-Maß) HZ mit weniger Übermass in der benötigten Länge, (kürzere mit 2/100 gibt es) hab ich leider noch nicht entdeckt. Das wäre dann ein Fall für eine Sonderanfertigung. Ich arbeite die Pleuel mit dem Läppdorn auf Maß, hierbei wird die Bohrung perfekt rund. Beim größer "honen" laufen die Honsteine immer der Ovalität bei einem gebrauchten Pleuel nach. Man bekommt eine Grundovalität eines Pleuels nie rund durch größer honen! Alternativ könnte das Pleuel auch "Innenrundgeschliffen" werden. Somit ist das Pleuel auch revidiert. Das ablängen des HZ auf 47mm dürfte das kleinste Problem sein. Zu der angesprochenen Überdeckung der Wange, bei STD Hub von 56,5 kann der Außen Ø der Wangen, wie von Quattrini ursprünglich konstruiert, belassen werden. Hier ist die Überdeckung der Wange dick genug, d.h., spindeln ist nicht nötig! Gruß
-
@t5undtets lt. SKF ist das "normal"- Toleranzfeld der Innenringe, ob RiKuLa oder Wälzlager bei 0 bis minus 10 (1/100) da ich schon mehrere Innenringe montiert habe, diese selbst bei erwärmen "nicht" auf die Welle fielen, denke ich ohne Bauchweh fahrbar! Gruß
-
@jolle, wenn Du ein bisschen in den letzten Beiträgen im M200 Topic, betreffend Wellen mitgelesen hättest, dann betrifft das nicht nur die geringe Einpresskraft der Quattrini Wellen, Gruß
-
Was soll uns (mir) diese Frage sagen? pr
-
Ich habe in meinem letzen Beitrag im M200 Topic, einen Beitrag über Wellenproblematik geschrieben, um nicht das M200 zuzumüllen, kann sich hier geäußert werden. Es ist ein riesen Thema! Danke für reges Input, pr
-
@t5undtetshallo, sorry OT, über dieses, bei dir aufgetretenem Phänomen's hab ich sehr lange nachgedacht. Es ist tatsächlich so, wenn eine Welle in ein HL mit Übermaß am Wellenstumpf (d.h. was plus "0,01mm" über Nennmaß ist) eingezogen wird, kann es bei größer Lagerluft, C3 oder C4 sein, das der Wellenstupf "verspannt" im Innenring des Lager's sitzt. Hier zieht es den Innenring außermittig dort hin, wo es am wenigsten Kraftaufwand besteht. Dies kann auch ein leicht unrunder Wellenstumpf begünstigen. Da reichen schon ein paar mµ Unrundheit. Die bevorzugte Methode von @Motorhead mit dem Schleifröllchen den Innenring zu bearbeiten, dürfte wohl sehr ungenau sein, was die Rundheit des Innering's betrifft. Das gilt aber nur für RiKuLa!!! Hier muss sehr sauber gearbeitet werden, vor allem eine Rundlaufprüfung der Welle im eingebauten Zustand bringt das dann zu Tage. Das werden aber die wenigsten machen! Denn wenn die Welle vor dem Einbau läuft, und es wurde sauber (kalt / warm) gearbeitet, muss die Welle im eingebauten Zustand auch laufen! Um diesen ganzen Problemen vorzubeugen, fertigt man die Wellenstümpfe auf die von @Tim Ey angesprochenen Untermaße. Jetzt wird ein Aufschrei durch das GSF gehen, da zumindest auf der Limaseite eine Presspassung bevorzugt werden soll, um dem taumeln des schweren Schwungs Einhalt gebieten sollte. Aber gerade aus dem Grund, "muss" der Stumpf im Innenring arbeiten können! D.h., auch auf der Limaseite 1/100 Untermaß! Das dies funzt, belegen über zig Jahre die Erfahrungen an den Kart-Motoren, hier werden teilweise bis zu 4/100 Untermaß die Wellenstümpfe gefertigt. In der Regel 3/100 eingelaufene Wellenstümpfe im Bereich der HL ist hier ein Fremdwort! Auch hier kommen bei Getriebelosen Motoren, extreme Schläge und Kräfte von der Antriebskette auf den Wellenstumpf! Gruß Edit: Ich werde ein extra Topic über Wellenproblematik eröffnen, das hier müllt das M200 Topic zu sehr zu!
-
@PXlerhallo, sory, wird langsam OT, den letzten großen KTM Motor für die Cross Gespanne machte ich 1990. Damals war der absolute Hubraumwahnsinn bei den SideCar ausgebrochen. Der STD Zyli der GS mit 89er Bohrung wurde auf Ø 95 gebracht (das war max. vertretbar) dann wurden die Wellen von 82 auf 84 Hub gebracht. Aber es ging keiner an den Wuchtfaktor ran, denn dieser hätte zumindestens angeglichen werden müssen. Folgedessen waren die Gespanne dermaßen Rüttelplatten, da rissen Rahmen, Motorhalteplatten mit 10mm Dicke vibrierte es einfach ab, usw.! Wie das im Moment der Zabel mit seinem 700er Cross- Motor macht, ist mir ein Rätsel. Kann vielleicht der @lukulusmehr darüber berichten. Zumindest von einer Ausgleichswelle weiss ich nichts. Ich kann dir jetzt leider keinen STD Faktor der GS 500 mit 89er Kolben sagen, aber diese Motoren liefen unauffällig sehr ruhig. Ein Kunde hatte eine, die war ohne körperlich zu ermüden Autobahn Vollgasfest. Gruß
-
@riderhallo, in dem Satz "bei Motorrädern 60% und darüber, kann man eigentlich die letzten Feinheiten nur über den Versuch ermitteln. Außerdem, 65, 68, oder gar ü 70 ist ja alles ü 60%, das ist ein großer Begriff. Andere Faktoren, wie und wo sind die Motoraufhängungselemente angebracht, welche Shore- Härte wird hier verwendet, oder gar starr verschraubt, wie fest wird der Motor verschraubt, liegt irgendwo ein Federelement am Gehäuse an, also zig Sachen wo da reinspielen. Nur mal so nebenbei, 2005 (ich habs hier schon mal geschrieben) hat KTM ihre Cross SX85 mit 52% Faktor gebaut, die Jungs bekamen von den Vibrationen sehr schnell "harte" Unterarme! Nun warf VHM für dieses Cross Modell Wellen auf den Markt, mit 72% Faktor! Diese Wellen verkauften sich wie warme Brötchen! Dann ist ja die KTM Entwicklungsabteilung auch nicht dumm, da wird so ein Produkt von vorne bis hinten durchleuchtet. Fazit, KTM brachte ihre Wellen für die SX/85-06 mit genau diesem 72% Faktor. Dann ist die Frage, in welchem Drehzahlbereich will ich den Motor ruhig haben, denn eines ist klar, die Vibrationen über den ganzen nutzbaren Bereich bekommt man ohne Ausgleichswelle nicht weg. Aber selbst mit Ausgleichswelle, die modernen Kart- Motore besitzen diese, laufen diese Motoren auch nicht ganz vibrationsarm. Die Jungs sagen dann immer, sie sitzen auf Ameisen. Eine größere Schwungmasse, wie es @Brosivorschlägt, hat für die Laufruhe, sprich bei niedrigen Drehzahlen ruhigerer Motorlauf Vorteile, aber wenn mehr Masse vibriert, sind die Kräfte die aufs Material gehen nochmals größer. Sprich, es lösen sich Schrauben häufiger, Bleche reissen viel schneller ein usw. Gruß
-
@KingOfBurnoutwerter Mann, wenn im Zusammenhang dieser Frage von @Elias Euer Produkt benannt wird, dann werd ich mir die Freiheit nehmen darauf eine Antwort zu geben. Das hat mit eigenen Produkten "ins rechte Licht stellen" zu wollen überhaupt nichts zu tun! Also bitte sachlich bleiben, (das gilt für @KingOfBurnout) vor Jahren habt Ihr die wuchterei an den Wellen noch ins lächerliche gezogen, nun, das wurde schon mal erwähnt, habt Ihr ja mittlerweile das wuchten der Wellen für Euch "neu" entdeckt, Gruß
-
Sorry, werter @Tim Ey, im "Original" richtig geschrieben. Hat sich der Herr @lokalpatriotwohl einen Scherz erlaubt pr
-
Zu dem Faktor von 72% für den M200 kurz erwähnt, haben wir, d.h. der Tim zusammen mit mir, über zig Versuche, d.h. sehr viele Wellen wurden produziert und sind vielversprechend im Einsatz, rangetastet. Es war ein sehr harter und steiniger Weg! Auf diesem Weg meinen herzlichsten Dank an @Tim Ey für die ganzen Berechnungen und Fertigung der Vorserien- Wellen! Eine wirklich fruchtbare Zusammenarbeit. Für meinen Rotax- Polini DBM Renner, hab ich die "breite" Eigenbauwelle gleich auf 72% gewuchtet. Da aber der M200 Kolben fast 100g schwerer ist, tasteten wir uns über 65 / 68 und schließlich auf 72% heran. Die drei Fahrer, einschließlich mir, waren von der Laufruhe des Rotax- Polini sehr angetan. Die empfohlenen Wuchtfaktoren von früher, wie die 53% die von Apfelbeck, Hütten usw. empfohlen, hatten mal Bestand, sind aber in den Drehzahlregionen, in dem moderene Motoren laufen, sowie Einbauwinkel der Zylis heute, "kein" Anhaltspunkt mehr. Bei einem senkrecht stehenden Zyli, wie z.B. bei manchen Kart's, da wuchte ich die Welle nach wie vor auf 50% das funzt sehr gut! pr
-
@Eliashallo, ich hatte mehrere King- Wellen nach "Apfelbeck" Methode (einzelne Wange mit Meistergewicht) verwogen, je nach Kolben (lang oder STD Wössner) zwischen 18 und 23% @riderzu deiner Frage, den Wuchtfaktor habe ich (bzw. wir) von den Honda RS übernommen. Hier laufen die M200 Wellen mit 72% traumhaft. Solche Wellen laufen seit einiger Zeit auch in der Langstrecke. Aber auch kleinere Hubräume mit diesem Faktor. Wie ich gelesen habe, bei einem Hersteller auch ganz sicher weiß) bieten mittlerweile mehrere Hersteller diesen Faktor an, Gruß
-
@egigservus, geile Wellen. Als Herzstück eines Motors ein muss, hier darf nicht gespart werden! Hast Du an deiner Welle auch 20er HZ verbaut, oder nimmst Du da 22er? An der Überdeckung könnte man meinen, es wären beide gleich. Außer der Wangen Ø wäre größer. Pleuel scheint auch kürzer wie vom M200 zu sein, Gruß
-
@HELLhallo, ein Trick zu den Innenringen (IR) der geteilten Lager. Um dem Trennmesser eine Angriffsmöglichkeit zu schaffen, schleif ich da mit der Trennscheibe des Flex zwei gegenüberliegende Kerben mittig in den Bund. Oft ist der Spalt zu eng, um dem Messer Halt zu bieten. Außerdem nimmt es oft die Planfläche der Wange in Mitleidenschaft. Wenns trotzdem nicht geht, den IR auf die ganze Länge bis ca.1mm zur Wange außen anschleifen, wenn die Schliffstelle blau wird ist man fast durch. Das reicht dann, beim abziehen knackt es und die Spannung ist weg. Das mit den Haltekerben funzt auch bei RiKuLa Gruß
-
Muss ich dir recht geben @egig, da haben in den 90er Jahren Daimler Ing. den Honda RS Produktions Racer Motor berechnet, die meinten auch, der Motor kann "nie" laufen! Da hatte das Ding aber auch schon knapp 50PS Gruß