powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
Der @TimEy hat da mal ne geniale Idee verraten, bastel dir nen Messuhrhalter, und geh mit der Messuhrspitze in die Zentrierung der Welle, da brauchst nicht mal die Mutter lösen. Wenn keine Messuhr zur Hand, spitz geschliffenen Schweissdraht an irgend einem Gewinde befestigen, dann die Spitze des Drahtes ins Zentrum ausrichten, bisschen Abstand zur Zentrierung lassen, dann ohne Zündkerze Motor durchdrehen. 1/10 Schlag sieht man sofort mit blossem Auge, das geübte Auge sieht 5/100, bei weniger braucht's die Messuhr. Kopf hoch, kriegen wir notfalls wieder hin, aber wie @kobaltblaumeint, bei Druck Richtung Querachse dürfte nichts passiert sein, aber kontrollien würde ich das, pr
-
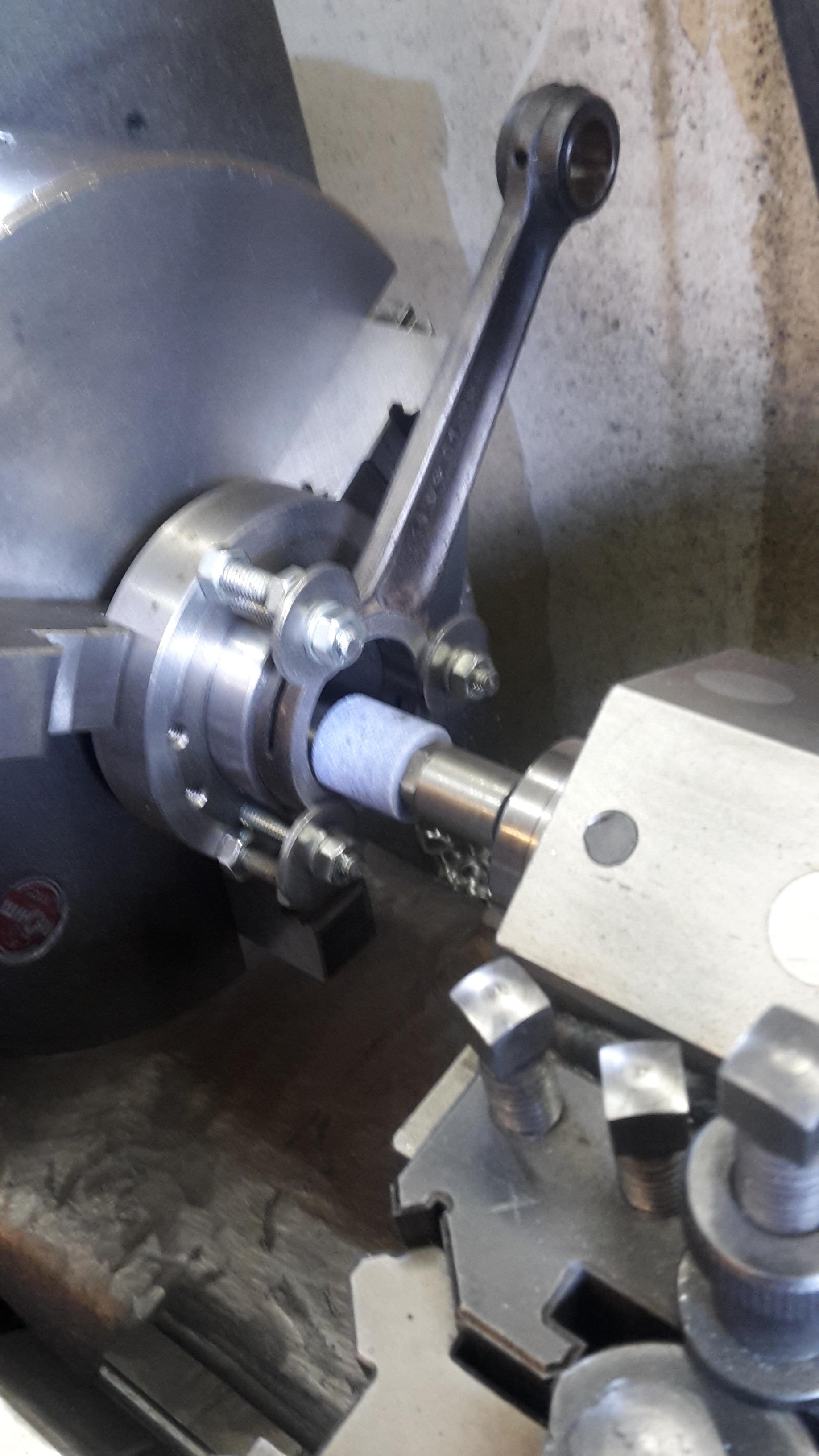
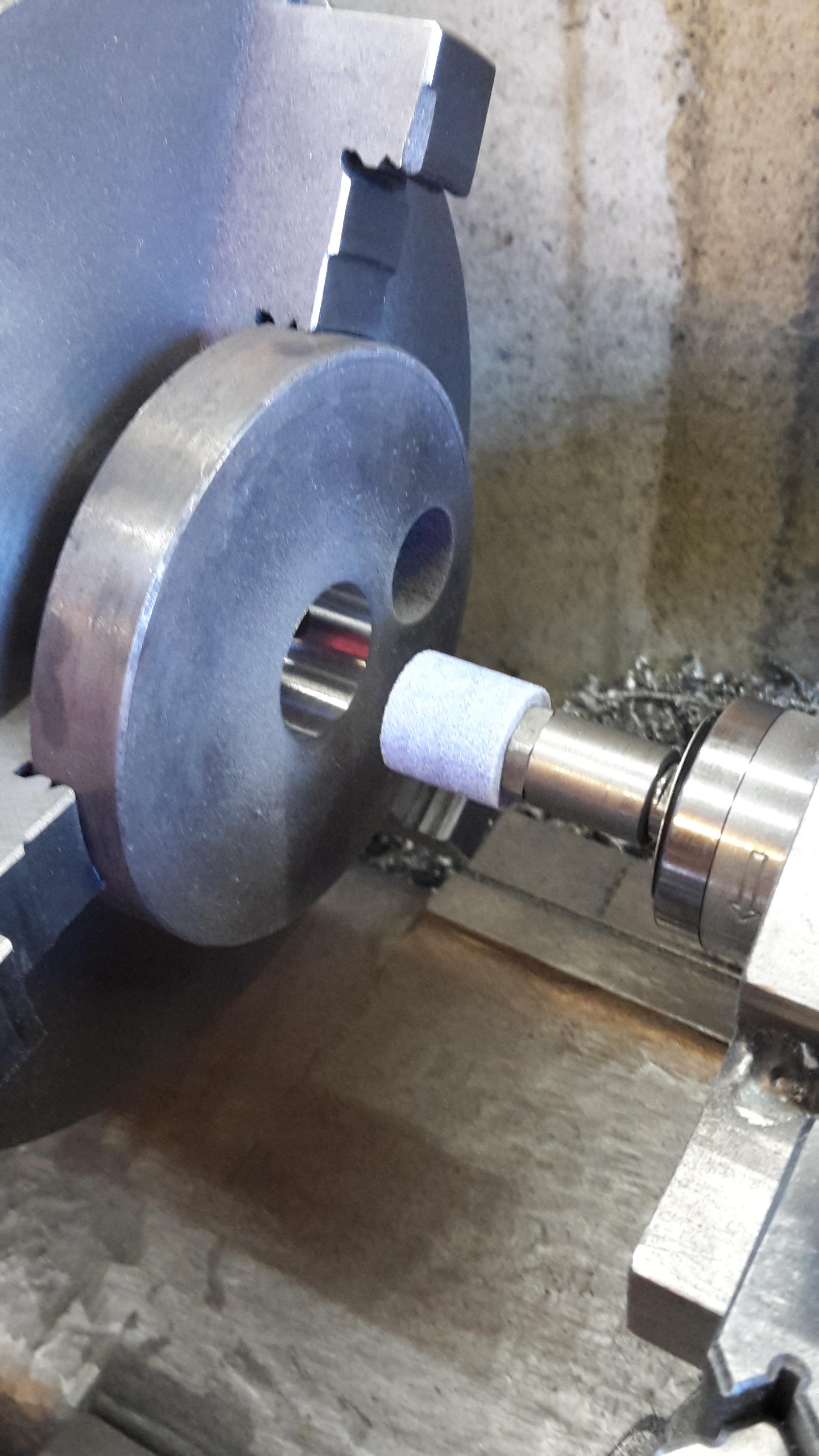
@BilletFactory In der Oberflächenrauhigkeit der HZ Bohrung, seh ich bei deinen Wellen schon noch Potential schlummern. Mit einer feineren Oberfläche erreichst locker 3-5to mehr Ein und Auspresskraft, auch ohne kleben. Es stellt sich natürlich die Frage, lohnt sich ein "neues", halbwegs brauchbares Rauheitsmessgerät für €1200-1300, von gebrauchten Messgeräten rate ich ab. Man kann die Geräte zwar mit den Kalibrierplättchen justieren, aber wenn Umtausch (bei elektronischen Geräten) ausgeschlossen ist, dann liegt das Ding da und funzt nicht. Dann die Kostenfrage der Möglichkeit die HZ Bohrung zu schleifen, Koordinaten Schleifaufsatz an der Deckel, oder Fräsmaschine, da muss die Maschine aber hochgenau arbeiten. Meine Wangen schleif ich auf der Drehmaschine mittels Schleifsupport, die Maschine hat auf 450mm eine Winkelabweichung von 1/100mm. Drehzahl des Schleifkörper's 50000 U/min Die Wangen werden in Exzenteraufnahmen dem Hub entsprechend gefertigt, aufgenommen und fest gepratzt, das funzt 100%ig Die Korundschleifkörper haben 20mm Ø, werden dementsprchend mit dem Diamant abgezogen, um in die 19,5er Bohrung zu kommen, dann seitlich zugestellt und die Bohrung masshaltig geschliffen. Was zugestellt wird, seh ich an einer 1/1000 Messuhr. Wenn noch 2-3/100 Aufmass in der Bohrung sind, wird der Schleifkörper nochmals hauchdünn genau linear mit dem Diamant abgezogen. Bei dementsprechendem "ausfunken", d.h. ohne zuzustellen, bekommt man eine dermassen feine Oberfläche. Zu berücksichtigen beim ausfunken, es wird die Bohrung um 1-2 mµ grösser, also dementsprechend vorher aufzuhören zuzustellen. pr Abbildung: Hier beim schleifen eines Pleuel's und die zentrale Bohrung einer Wange der zweigeteilten Welle. Exenteraufnahme für das schleifen der HZ Bohrung reich ich nach.

-
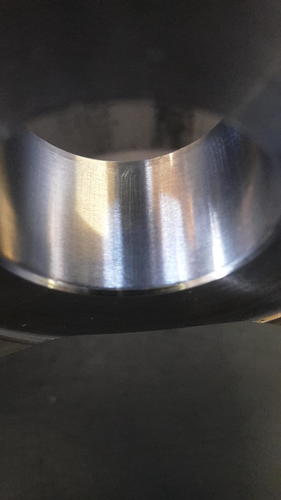
Eine Frage zu der einzelnen Wange, die Oberfläche der HZ Bohrung ist die in der Oberflächenrauheit fertig zum verpressen? Denn mit max. Zoomstufe sieht das schon extrem rauh aus, wird bestimmt noch gehont? Oder hast mal ein Foto von einer anderen Oberfläche, pr Edit: Oberflächenrauhigkeit, einmal ne jungfräuliche HZ Bohrung, dann einmal HZ mit ü15to ein und ausgepresst, hier ganz feine Riefen ersichtlich.

-
Du hast recht, erst ganz unten versteckt steht der Aussen Ø 20mm!! Selbst wenn Du das 16x19x16,5 bekommen würdest, hätte ich Bauchweh das zu verbauen. Es sind schon so viele sogen. Konversationslager, wo die Nadeln um das Maß "X" dünner sind, um die Ohren geflogen. Anders, wenn die Nadeln dicker sind, das hält Problemlos. Es gibt also zwei Möglichkeiten, 1. Kolben für 15er Kobo 2. Pleuel oben mit 20er Auge pr
-
O.K., die Härte der HZ haben wir, oder ich, falsch interpretiert. 62+2 kann man lassen, ist aber schon grenzwertig. Ich würde 60+2 härten lassen. Den 18er Ø hatte ich auch nicht auf dem Schirm, gibt es in 20er Ø keine passenden Pleuel? Genügend Überdeckung zum Wangen Ø wäre ja da. 7/100 Pressmass bei 18er Ø ist die unterste Grenze, solche Pressmasse hier für Vespa Modelle neigten sehr gerne zum verdrehen und auseinanderwandern. Hat es ja bei bestimmten Vespas auch 18er HZ Ø mit Stufe auf 20mm Ø. Hier würde ich wieder auf 0,085-0,09mm Untermass gehen. Dann die HZ Bohrung schleifen, weg vom honen und kleben! Wenn Du unbedingt kleben willst, aber halte die Oberfläche der HZ Bohrung glatt, den Kleber schiebt es nicht weg, der hält sich in den Rillen des HZ! Guck dir mal unterm Mikroskop die Oberfläche von geschliffener Ry (oder Ra) 2,5 und eine gehonte Oberfläche an, bei der gehonten Oberfläche hast Du fast keine tragende Oberflächenanteile, da hält sich zwar der Kleber in den Kreuzschliffriefen, aber der HZ fängt sehr schnell an durchs taumeln an Presskraft zu verlieren. Die früheren Probleme kamen ja nicht durch die 10/100 Pressmass sondern eindeutig von etwas anderem. Dann kommt mir auf dem Bild der fertigen Welle die Bohrung im HZ sehr groß vor, wenn ich den 18mm Ø so vergleiche, schätze ich mal zwischen 9-10mm, was eindeutig zu gross wäre. Der HZ gibt im Aussen Ø im einpressten Zustand nach, und verliert an Presskraft. Wenn nach dem auspressen nachmisst, passt der Aussen Ø wieder, weil der HZ wieder aufgeht und auffedert. (das war ja anders bei zu weichem Grundwerkstoff) Hier würde ich max. auf Ø 6mm hohlbohren, noch besser Vollmaterial. Für deinen Wuchtfaktor kannst woanders noch Material bohren, ohne schon auf Wolfram zurückgreifen zu müssen, zumindest so wie die abgebildete Welle gewuchtet ist. Wenn dann doch um jedes Gramm gekämpft werden muss, kann man immer noch von beiden Seiten in den HZ je einen 12mm langen Stopfen pressen, um den HZ im Bereich der Wange formstabil zu halten. Macht übrigens Falc (siehe unten) auch so! Zu den Anlaufscheiben (AS), im Bid kommen die mir sehr dick vor, schätze fast 0,8-1mm, bei Sonderanfertigung kein Problem, die so zu fertigen. Bei 12mm Wangenbreite ist zu überlegen, auf 0,5mm Version zu gehen. Oder wie Falc das an speziellen Wellen praktiziert, 1mm AS mit speziellem innen Ø, an der Wange innen einen Kragen mit 0,95mm Höhe stehen zu lassen, und dadurch pro Wange 0,95mm nutzbare Presstiefe zu erhalten. Dann noch innen und aussen mit den Senkungen der HZ Bohrungen und den Fasenlängen des HZ geizen, das bringt enorm etwas. Ich kenne die Welle von innen nicht, ob Du das alles (schon) ausgeschöpft hast. Bitte verstehe die Tipp's nicht als Schulmeisterei, Gruß Helmut

-
@BilletFactorywie @BerntStein anmerkt, HZ wenn es keine Exzenterzapfen mit aussergewöhnlich Hüben sind, kauft man von der Stange. Zylindrische 20er Hz bekommst für wirklich kleines Geld aus dem Kartbereich. Z.B. bei TM mit verschieden grossen Bohrungen oder voll. Ebenso von IAME, für um die €25 hier ist nur ablängen nötig. Von IAME kenn ich nur die Vollmaterial HZ, Qualität ist über jeden Zweifel erhaben. Man hat im Wellenbau so viel zu beachten, da tut man sich mit HZ Eigenanfertigung, ausser in Ü- Mass Grössen nicht noch neue Baustellen auf. Warum der HZ bei dir um die 5/100 zusammenging, erstaunt mich schon sehr, entweder zu grosse Bohrung, oder die Einsatztiefe und Härte mit 58HRC zu gering? Ich fertige schon auch Sonder Exzenter HZ an, Material gering abweichend von deinem verwendeten, a b e r Vorgabe an die Härterei, 60-62 HRC und grundsätzlich Exzenter HZ "nicht" hohlgebohrt! Ein HZ muss masslich stehen bleiben, sonst kannst eine vernünftiges Presskraft und Halt nicht garantieren. Was machst denn in der momentanen "Evo- Stufe" deiner Wellen für Pressmass bei 20er Ø? Ansonsten, allen Respekt vor deiner Entwicklungsarbeit, ich weiss, das ist ein weiter Weg, wo du im Moment stehst. Übrigens, mit ü40 PS bist Du oder Ihr auch in gehobenen Regionen! Gerne können wir uns hier weiter austauschen, ich finde es sollte egal sein, wo, und in welchem Zweitakter die Wellen verbaut sind, im Endeffekt profitieren auch die Piaggio Fahrer davon. Gruß
-
Geschmiedete Wangen wären natürlich der Clou. Um kurz auf das 42CrMo4 zu kommen, Hirth verwendet schon ewig dieses Material für die Wellen der Flugmotore, gibt sogar drei Jahre Garantie auf die Wellen. Ich selbst arbeite seit 1970 mit diesem Material im Wellenbau. Die Kosten für das Induktionshärten sind gar nicht mal sooo hoch. Ich bezahl bei der Fa. Belzer in Solingen je Stückzahl angelieferter Wangen pro Bohrung ca. €18 Versand noch nicht gerechnet. Bei geringerer Stückzahl könnens auch €25 werden. (da schlägt sich die Rüstkostenpauschale nieder) Bei "zweigeteilten" Wellen, sprich Wange und Wellenstumpf separat, hat es den Vorteil, ich hab vom gewalzten vergütetem Wellenstumpf keinen unterbrochenen Faserverlauf. Dazu könnte ich für den Wellenstumpf einen anderen Werkstoff verwenden. Hier press ich den Wellenstumpf mit einem Absatz von 2mm bis zum Bund ein, (bei 25er Stumpf dann 23mm) der Wellenstumpf hat 1mm Aufmass und wird nach dem einpressen fertig bearbeitet. Die HZ Bohrung wird erst danach geschliffen. Ich hab im Sommer 20 von einem 750ccm Saab 93 (Dreizylinder- Zweitakter) eine Welle auf andere Pleuel aus den USA umgepresst, hier ist die Welle kplt. als "zweiteiliges" System konstruiert. Eine wirklich beeindruckende Konstrukteursleistung! @Truls221kann das bestimmt bestätigen. Um auf deine Aussage zu kommen, Abstand von "zweiteiligen" Wellen zu nehmen, wenn je nach Wellentyp machbar, muss das gar keine so abwägige Idee sein, da bin ich nur bedingt bei dir. Dann hat Kreidler ihre Wellen auch "zweiteilig" gebaut. Dieses System funzt im Piaggio Bereich aber nur bedingt, je nach Hub Konstellation. pr Edit: Um auf die 12mm nutzbare Wangenbreite deiner Simson- Wellen zurückzukommen, bei den Lambretta Wellen im Ori Gehäuse, CNC Gehäuse ist ne andere Baustelle, haben wir auch nur 12,1mm Wangenbreite. Hier muss ich meine Wellen nicht kleben, muss nicht verschweissen oder sonstiges, hier fahren sehr viele Jungs mit potenten Zylis drauf, auch mit 62 Hub.
-
Hallo ein gleich gesinnter, in Sachen Wellenbau. Sei willkommen im Forum, @BilletFactory, da 42CrMo4 sich sehr schlecht zum schweissen eignet, sind mir die gebrochenen Wellen bei dir erklärbar. Bei meinen Wellen, und jetzt auch anderen Wellen Herstellern die auf den Werkstoff 42CrMo4 setzen, darf man sich bestimmte Wärmebehandlungen "nicht" sparen! Der vorvergütete Stahl (Endbezeichng. QT) wird nach dem vordrehen nochmals auf 1100-1150 N/m nachvergütet. Dann werden die mit 5/10 Untermass gebohrten HZ Bohrungen auf 58-60HRC Induktionsgehärtet. Schlussendlich die HZ Bohrungen wirklich feinstgeschliffen. Nach penibelst vorbereitetem HZ, Übergang des Ø zur Fase poliert, sind nach zwanzig Ein und Auspressversuchen nicht die geringsten Riefen oder Fressspuren sichtbar. Nach vermessen der Bohrungen gingen diese auch nicht mehr wie 2mµ auf. Einpressmass beträgt 0,08-0,085mm, benötigte Ein und Auspresskraft am 20er HZ 15-17 to Zweigeteilte Wangen, sprich Wange und Wellenstumpf je einzeln, werden nur verpresst, "niemals" verschweisst, das ist der Tod bei diesem Material. Die Fessspuren könnte ich mir bei deinen Wellen durch den Arbeitsgang "honen" und fehlende Härte erklären, Gruß
-
Ein buchsen der HL Sitze bringt nur Vorteile, da die hohen Lagerdrücke dem Piaggio Material schwer zu schaffen machen. Bei den modernen "Nachbaugehäusen" wird doch teils höherwertiges Gussmaterial verwendet. Bei Lagerbronze als Buchsenmaterial hätte ich fast die gleiche Wärmeausdehnung, aber eine wesentlich höhere Härte des Buchsenmaterials. Hier würde die Wanddicke mit max. 7-8/10 Wanddicke reichen. Falls 25er Wellenstumpf, ich hab das auch schon ausgemessen, bin mir aber nicht ganz sicher, ob ein 63005 2RS mit 16mm Breite funzt. Man müsste ein "Schrottgehäuse aufsägen, um Aufschlüsse über die Wandstärken zu bekommen, der Doppelzirkel stösst da an seine Grenzen. Die Dichtlippen entfernen und Fettfüllung raus, wäre das kleinste Übel. Mit 16mm Breite wäre die Auflagefläche des Lagers bedeutend grösser. pr
-
Wenn 1/10 nach durchbrechen der Beschichtung tiefer freigeschliffen wird, reicht das. Es kann dann schon passieren, das der Steg nach dem schichten nicht ganz sauber gehont ist, ist dann aber nach dem Hinterschliff egal, da ist dann die Oberfläche glatt. Nach dem schichten ein Hinterschliff von "max." 5/100 reicht. @scooterboy86, wie hast denn gegenüber dem Auslasssteg den Supito Messbolzen abgestützt? Oder hat der Zyli einen zweigeteilten Boostport, das Du am Steg abgestützt hast?
-
Wenn die Schichtdicke nicht bekannt, bzw. es wurde der Steg vor dem schichten nicht schon grosszügig zurückgesetzt, ist das zurückschleifen eine Kack Arbeit. Immer mit dem Horror vor Augen, auf's Alu durchzubrechen. Da zahle ich gerne €20 für, (übrigens bietet MEC-Racing das im Moment gar nicht an, soeben geguckt, früher schon) wenn hier der Werker etwas versemmelt, geht das auf Kulanz! Betreffend den vorgegebenen Zyli Maßen, nachmessen muss man immer, egal ob beim Instandsetzer um die Ecke gehont wurde, oder sonstwo! Selbst wenn zum beschichten der Kolben mitgeliefert wird, braucht der Schichter immer noch eine Vorgabe, auf welches Einbauspiel er honen soll. Durch die Vielzahl an Zylitypen, von LC über AIR braucht jeder Zylityp sein richtiges Einbauspiel. Da es ja auch hier Sonderwünsche gibt, der ein oder andere möchte 1-2/100 engeres Mass usw. Da hier von Erfahrungswerten geschrieben wurde, ich denke, ich kann da ein wenig mitreden, denn in den zwei Jahren Motorinstandsetzung, mit ca. 1000 Stück gehonten Zylis, auch Zweitakter, knapp 40 Jahren Werkzeugbautechnik mich auch sagen traue, messen zu können, allen besinnliche Weihnachten pr Edit: Die Krux am Zweitakt- Zyli ist doch die, genüber von Auslassfenster und bei Membranzyli der Einlass, haben die Honsteine kaum Gegendruck. Daher werden die Zylis über den Strömern gemessen immer bauchig, d.h. zu eng sein. Das lässt sich aber relativ knapp über den Strömern und unterhalb der Strömer gut messen, aber nur quer! In die Längsrichtung lässt sich das aber leider nicht messen. Daher läppe ich die Bohrung, um "nur"an den engsten Stellen Material raus zu nehmen, die Honahle läuft immer dem "Ei", der Unrundheit nach. Das Non Plus Ultra dann, "vorgespannt" läppen.
-
Wenn beim Ori RM Kolben der Pin bissi weiter wie die 2mm vom Boostport läuft, würde ich den vorziehen, 2mm sind schon sehr knapp. (hab das vorher schon angesprochen). Verschliess hier gegen den Kurzschluss den Kolbenbolzen von beiden Seiten,
-
Das ist doch egal, ob in Spanien, Holland, GB oder sonst wo beschichtet und gehont wird. Jeder Werker der an der Honmaschine steht, hat sein kalibriertes Parallelendmass, oder Einstellring, mit dem das Innenmessgerät genullt wird. 1/100mm ist weltweit eben 1/100mm, auf Zoll umgerechnet geht schon mal 1-2mµ durch die X Kommastellen an Genauigkeit verloren, aber 1-2mµ suchen wir ja nicht, und wer lässt in den USA schichten? Wenn dann noch die Bezugstemperatur von 20°C eingehalten wird, braucht es keinen Kolben, der zum Schichter mitgeht. Z. B. MEC-Racing, der bei Powerseal in NL schichten lässt, garantiert nicht dafür, das Kolben und Zyli vollständig zurückgeschickt werden, das ist Logistisch viel zu aufwändig, pr
-
Es ist müssig im nachhinein solche Tipps zu geben, aber falls jemand eine ähnliche "Edelbastelei" durchzieht oder in Angriff nimmt, würde ich am Booster mittig einen 5-6mm breiten Steg stehen lassen, und zwei kleinere Booster rein fräsen, als Unterstützung für das aufstellen der Spülströme völlig ausreichend. Hab halt schon viele versetzte Pin's raus fliegen sehen pr
-
Wenn ich das richtig interpretiere, ist die Buchse vom Snowmobil eine Graugussbuchse (GG) ? Ringpin über den Booster laufen lassen funzt bei "beschichteten" Zylis zig tausendfach bewährt. Bei GG wäre ich mir nicht sicher, ob der Ringstoss des Koris die Oberkante des Boosters mit der Zeit auswäscht, und einhängt. Oft entstehen fatale Schäden, wenn der Pin zu knapp am Steg vorbeiläuft und den Steg an der Seite auswäscht. pr
-
genau, ohne schweissen Der Mofa- Crosser lief jetzt die dritte Saison ohne Prob's. Gut, heuer wurden leider nur zwei-drei Rennen gefahren, aber die letzten zwei Jahre ca. 12-14 Rennen, unter anderem 4h Rennen,
-
Liegen Erfahrungen zu JB Weld "Extreme Heat" vor? Wäre zum testen mit €40,07 + Versandkosten mit 85g Inhalt doch bisschen teuer. Soll lt. Beschreibung in der Bucht, temperaturbeständig 2400°F / 1300°C sein. Das normale JB Weld Auto hat sich bei mir im Bereich Auslassoberkante, bis zur Laufbahn vor, sehr gut bewährt. (geschenkter AIR-Zyli war um 3mm verfräster Mofa- Crosser) Könnte mir aber vorstellen, das die Amis das "Extreme Heat" in den Falschtaktern verwenden? Für Hinweise wäre ich dankbar pr Edit: Hab in der Bucht genau geguckt, bei den €40,07 ist Versand inkl. (aus GB) Dann gibt es günstigere, im Endeffekt inkl. Versand auch in diesem Rahmen. Kleinere Gebinde im Moment (noch) nicht gefunden
-
Die Nut hat folgenden Nutzen, beim festziehen der Mutter, wird die Nut am äussern Ø enger, daher deformiert es das Gewinde und der Effekt entsteht, wie bei einer "selbstsichernden" Mutter. Es kann also ohne Schraubensicherung montiert werden. Man kann das testen, ein genau passendes Endmass in die Nut stecken, dann festziehen, das Endmass klemmt es extrem fest. Erst nach lösen der Mutter, federt die Nut in die ursprüngliche Breite zurück. Diese Muttern lassen sich beliebig oft verwenden. pr
-
Mit UHU würde ich nicht über das JB Weld drüber gehen. Man kennt nie genau die chemische Zusammensetzung beider Kleber. Wenn Du dir nicht ganz sicher wegen der Dichtheit bist, zum Finish einfach ganz fein über das ausgehärtete und bearbeitete JB Weld noch leicht drüber pinseln mit gleichem Kleber. pr
-
Wenn es nur mit Kodi passende SZ werden, dann lässt eine Seite des Spacers, wo der O-Ring aufliegt glatt, auf der anderen Seite fräst mit dem Dremel an einer runden Blechschablone entlang, eine ca. 1-2/10 tiefe und ca. 1mm breite Rille. In dieser Rille hält sich die Dichmasse und quetscht es seitlich nicht weg. Ich steche solche Labyrinthrillen auf der Drehmaschine in die Kodi ein. ist ne 100%ige Sache pr
-
Hier kann die SIP-OnkelTom nicht so punkten, dürfte durch die Glockenform klar sein, das da einiges an Gewicht fehlt. z.B. ne 58er SF mit 2041,5g dann eine 60er für LF mit 1773,7g wobei einiges an Wolfram rein müsste um den Faktor zu optimieren, was dem Gesamtgewicht zugute kommen würde
-
@Han.Fdie Q- Gehäuse "neuerer" Generation brauchen die HL nicht mehr geklebt werden. Mit einer Lagervorspannung von 0,04-0,045mm ein optimaler Lagersitz. Früher sind die "nicht" geklebten HL schon bei ca. 60-65°C rausgefallen. D.h., im Fahrbetrieb bei ca. 50°C warmem Gehäuse waren die HL schon locker. Zum einsetzen reichten teils schon 40-45°C, bei einer Lagervorspannung von 0,02-0,025mm kein Wunder von lockeren HL, pr
-
Die Komponenten dieser Welle, z.B. das Pleuel sind sehr hochwertig. Verarbeitung top, Material der Wangen sehr gut, eine unwahrscheinlich hohe Zugfestigkeit und Härte, nicht nur eine Oberflächenhärte. Ein Wahnsinn, wenn ich hier Bohrungen für's Wolfram setzen muss. Aus und Einpresskräfte mit ca. 15to des HZ wirklich top, sehr hohe Härte in den HZ Bohrungen, keine Riefen nach auspressen des HZ zu sehen. Untermass in den HZ Bohrungen mit 8-9/100 perfekt, absolute Masshaltigkeit in der HZ Bohrung nach auspressen des HZ. D.h., die Wange geht "nicht" auf, und verliert nach 1-2 Revisionen an Presskraft. Rundlaufgenauigkeit über jeden Zweifel erhaben! Wirklich "feinste" Oberflächenrauhigkeit in den HZ Bohrungen, da geschliffen. Verdrehung der Wangen, absolut ausgeschlossen!! "Ja geschliffen", denn es sind sogenannte "hochwertige" Wellen am Markt, da spart man das schleifen. Mit 58 Hub, eine Welle mit Weitsicht konstruiert, man kommt "ohne" schweissen im Bereich der NW aus. Mit genügend breiter Rest- Dichtfläche am Kurbelgehäuse ein weiterer positiver Aspekt. Wenn Du dich mit dem Wuchtfaktor zufrieden gibst, ein "sehr" gutes Preis Leistungsverhältnis. Selbst bei €349 evtl. noch €100-150, je nach Wolfram, zum Faktor ändern in die Hand nehmen, wäre die Welle immer noch ein Schnäppchen! pr Edit: Nachtrag zur "Glockenform", die Totraum Richtung geht jetzt eher in "mehr" Totraum, Verwirblungsmässig, sowie den Strömungsgünstigeren Einlass sehe ich auch Vorteile.
-
Den Hinterbliebenen wünsche ich viel Kraft, alles gute auf deiner letzten Reise, ruhe in Frieden Rainer, servus,
-
O.K., wäre schon sehr grenzwertig gewesen