vespazieren
Members
-
Benutzer seit
-
Letzter Besuch
-
Welche Kombi fährt eurer Einschätzung/Erfahrung mit den geringsten Vibrationen: 232 oder 244 Zylinder mit 57, 60, 62, 64 Hub Welle, wenn die anderen Einflussparameter (Silentgummis, Auspuff etc.) gleich bleiben?
-
-
Moin, die ori 24er SI luftfilter waren ohne Bohrungen über HD/ND, die aktuellen als Piaggio verkauften haben jeweils Bohrungen über beiden Düsen: 8mm über HD, 5mm über ND. Hat jemand mal eine Versuchsreihe gemacht, bei einem z.B. 200er Malossi Sport 60mm Motor Motor mit Box Auspuff, wie sich die SI Lufi Bohrungen in den verschiedenen Varianten auf HD und ND Bedüsung, Fahrbarkeit und Leistung auswirken: ohne Bohrungen beide Bohrungen nur über ND nur über HD
-
Moin @Elbratte , hast du das Beeline 2 schon getestet? Überlege auch...
-
-
Mehrfach gerissener Ersatzradhalter versteift: Jetzt noch den bikonischen Kolbenbolzen und 2. Serie Kolben, der leichter ist und versteifte Polini Box neiner PX testen...


-
vespazieren antwortete auf fehri's Thema in Mofas und Mopeds (Piaggio/Motovespa/Peugeot/Motobecane/Velosolex etc bis 1990)HD zu? Mit einzelnen Drähten eines alten Bowdenzugs säubern... Vergaser nicht fest? Benzinschlauch abgeknickt, dass zu wenig nachfließt? Benzinhahn (wieder) verstopft? Ich würde immer den alten reinigen/aufarbeiten als einen neuen Nachbauhahn nehmen. Was ich mal hatte, waren gebrochene/festgebackene Kolbenringe, damit lief der Motor auch nur halb. Aber wenn deine früher normal lief und du sie nur Jahre stehen gelassen hast, ist das sehr unwahrscheinlich.
-
vespazieren antwortete auf dani63's Thema in Mofas und Mopeds (Piaggio/Motovespa/Peugeot/Motobecane/Velosolex etc bis 1990)KleinanzeigenHauptständer Ständer original Vespa Boxer Mofa Moped NOS NEU1 Stück ! NOS Teil , original und unbenutzt , Lack sollte aber neu da er durch die lange Lagerei...,Hauptständer Ständer original Vespa Boxer Mofa Moped NOS NEU in Niedersachsen - Salzhemmendorfaber, ob erste und zweite Serie sich unterscheiden, weiß ich nicht...
-
vespazieren antwortete auf hoshi1's Thema in Mofas und Mopeds (Piaggio/Motovespa/Peugeot/Motobecane/Velosolex etc bis 1990)Ja, habe mir einen Piaggio über Kleinanzeigen besorgt, die bei mir eingebrutzelte Querstrebe aus Rundmaterial entfernt und ne PX Ständerfeder gekürzt, gebogen und eingehangen. Seitenständer weg... Wo wird eigentlich die originale Feder am Chassis eingehangen? Mit Kettenritzel montiert sieht man das nie...
-
vespazieren antwortete auf John Wayne's Thema in Mofas und Mopeds (Piaggio/Motovespa/Peugeot/Motobecane/Velosolex etc bis 1990)Wenn das Gehäuse ein billiges Chinagehäuse ist, lohnt sich der Aufwand nicht: Bau aus und klopp das Ding kaputt. Dann besorge dir ein gebrauchtes Piaggio Gehäuse. Die Welle ist aus dem ori Gehäuse oder aus dem anderem Gehäuse, welches du bearbeitet hast?
-
-
vespazieren antwortete auf John Wayne's Thema in Mofas und Mopeds (Piaggio/Motovespa/Peugeot/Motobecane/Velosolex etc bis 1990)Gewöhn dir einfach an, dass die hintere Bremse deine Hauptbremse ist und du vorne nur mit rein ankerst, wenn es eng wird...
-
@ddog Danke für die Infos! Habe gerade bestellt, bin aber bei dem Bezahlen gescheitert, da keine Versandkosten nach D im Bestellvorgang gebildet werden konnten. Habe über die Homepage deinen Bruder schon angeschrieben... Viele Grüße und schönes Wochenende! Jan
-
Servus @ddog , im Shop deines Bruders ist eine hydraulische Bühne wieder erhältlich: https://onkelmikes.at/produkt/hebebuehne-hb-350 Ist das eine umgelabelte Importbühne oder lässt er sie mit ausgesuchten Komponenten wie zum Beispiel einem guten Hydraulikzylinder bauen, der nicht so schnell undicht wird? Und die Länge mit 1,5m erscheint recht kurz ohne Rampe, Radstand Largeframe ist ja schon 1,25m. Vielleicht hat er noch Fotos der aktuellen Bühne mit Vespa drauf. Danke und viele Grüße!
-
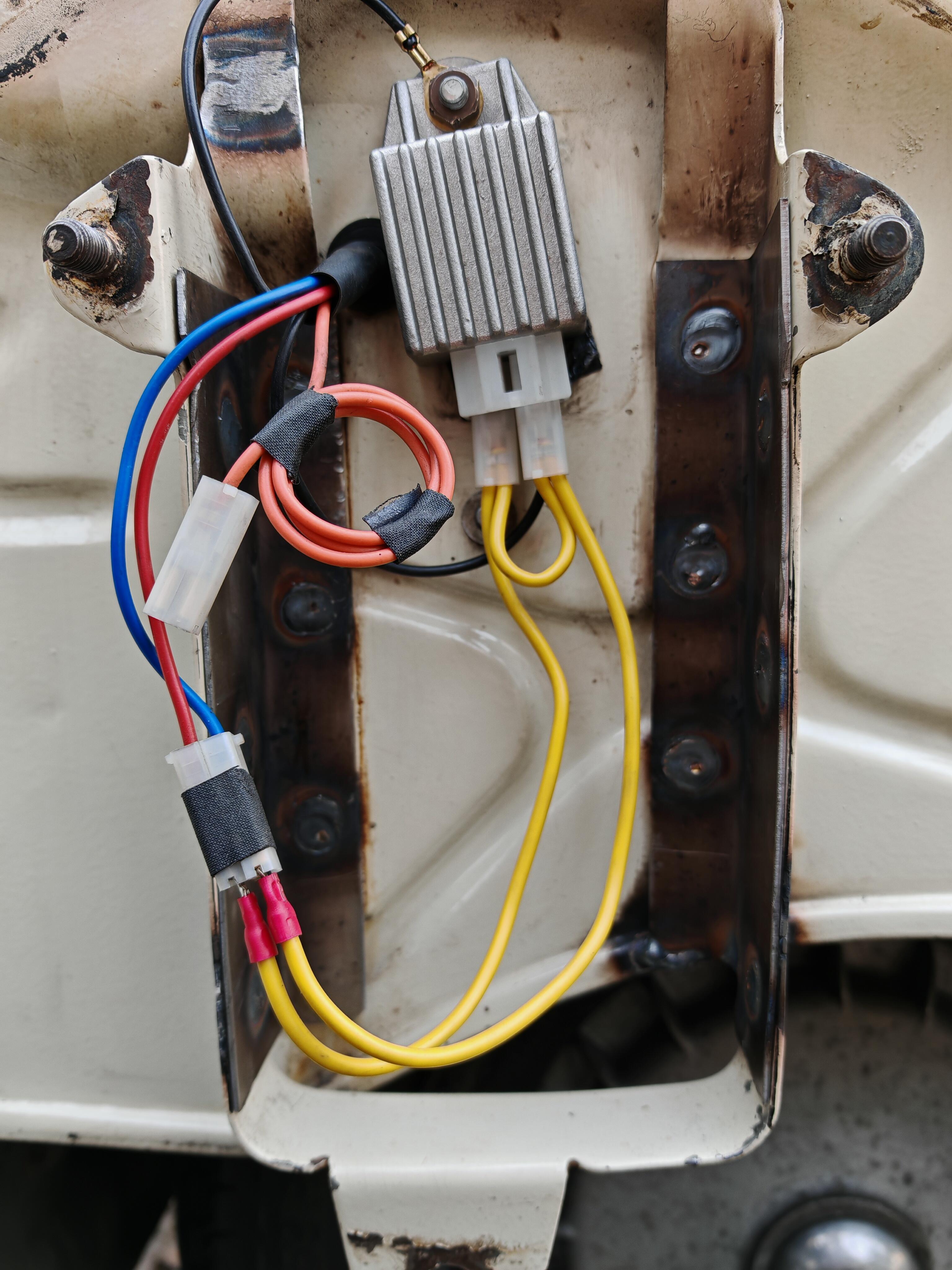
vespazieren antwortete auf hoshi1's Thema in Mofas und Mopeds (Piaggio/Motovespa/Peugeot/Motobecane/Velosolex etc bis 1990)Moin, hat jemand mal ein Foto von der Hauptständersituation einer Boxer 2? Siehe Foto von meiner. Bei mir fehlt der Hauptständer und es wurde anscheinend einiges geschweißt. Der Seitenständer hat auch eine kleine Querverbindung angebraten bekommen, passt irgendwie nicht sauber, steht viel zu schräg. Deswegen: Seitenständer weg und Hauptständer dran ist geplant.