


powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
Ich kann mir gut vorstellen das sich der Motor schon die ersten paar Minuten nicht so toll angehört hat. Nachdem was man alles in letzter Zeit über den Ranger erfahren und gelesen hat, zieht man mal lieber vorsichtshalber den Zyli. Würde ich genauso handhaben! Aussagekräftige und richtige Analysen kannst nur bei einem "noch nicht abgeklemmten" Kolben vom Zyli machen.
-
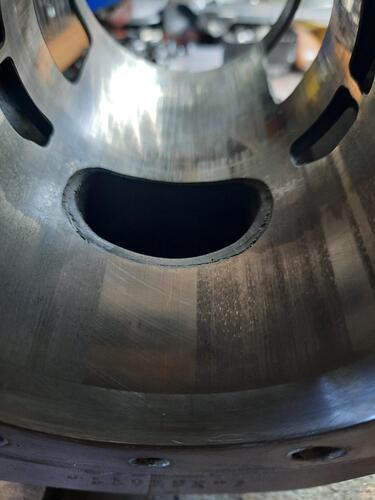
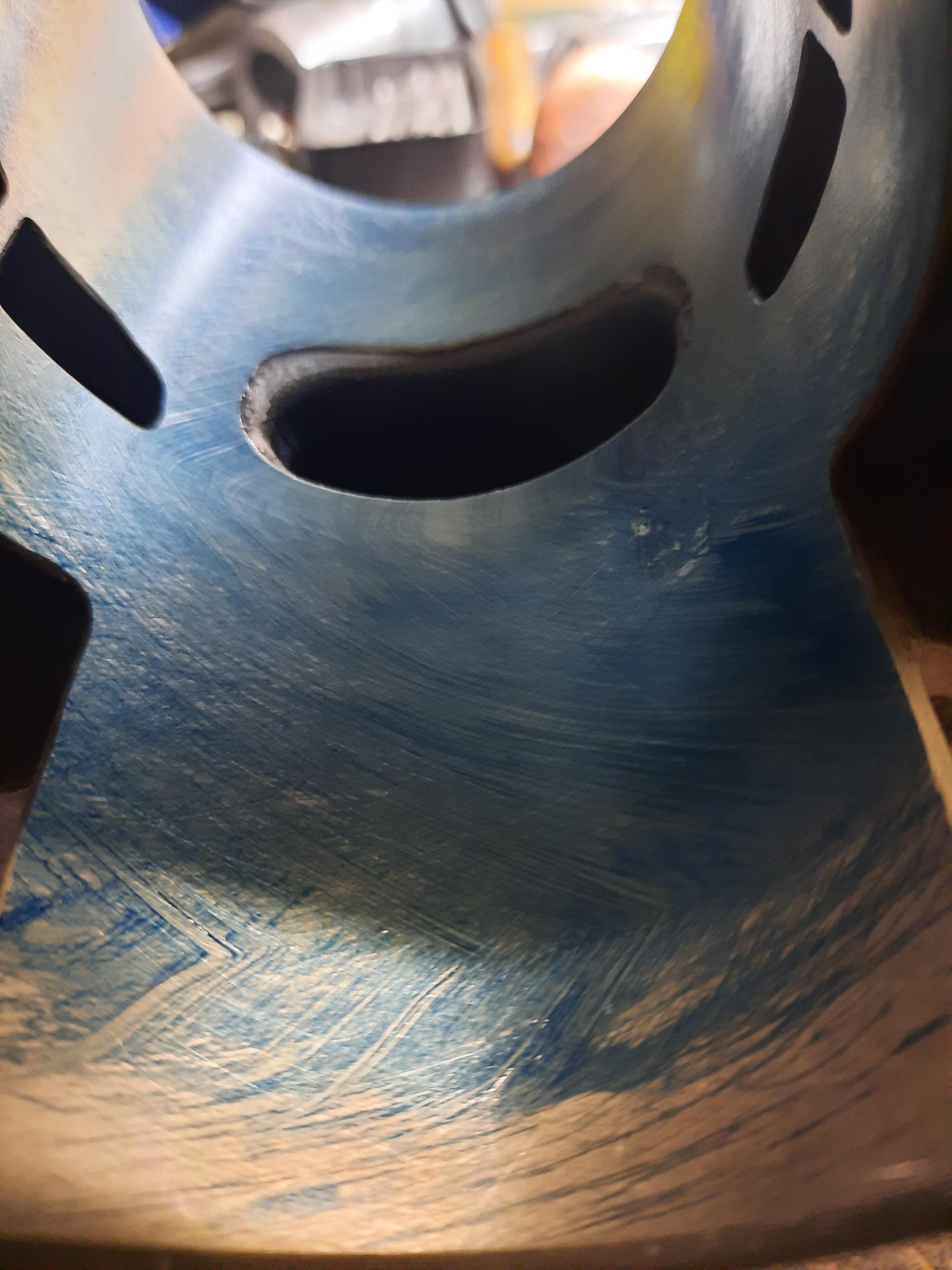
So, die Garnitur samt Kolben vom @M245 gestern eingetroffen. Erstmal Einbauspiel mit 2 Punkt- Innenmessgerät mit 5 bzw. 6/100mm ermittelt, gemessen ca. 10mm von oben quer und läng's. Dann quer knapp oberhalb der Strömer Von unten jeweils läng's und quer, dann quer knapp unterhalb der Strömer zum Schluss läng's ganz knapp unter dem Auslass. Aber nun zum eigentlichen Punkt. Für eine Laufzeit von knapp 5min., keinen Meter gefahren sieht die Laufbahn des Zylis verheerend aus. Als erstes Indiz bei so einem Bild voller Schlieren evtl. Ringstossspiel zu eng?? Aber das passt, oberer Ring 0,30mm, unterer Ring 0,28mm Auslassstutzen bestimmt nicht fester wie mit 8-9 Nm angezogen. Kopf wurde mit höchstens 16 Nm angezogen. Hab dann das übliche Prozedere durchgezogen. Zylibohrung "mit festgeschraubtem und mit lockerem Auslassstutze abtuschiert, nicht mit Läpppaste benetzt, minimalst unrund. Druckstellen neben Auslass, am Kolben sichtbar, aber, diesmal "link's" in Fahrtrichtung!! Nun an der Schlierenfreien breiten Stelle am Auslass oberhalb mit dem Edding eine breite Stelle markiert, dann den Ring mit dem Kolben drüber geschoben. (wie beim Stossspiel messen) Siehe da, an den Schlieren schabt es die Edding Farbe deutlich weg. Nun die gleiche Stelle mit Edding markiert, aber den Kolbenring um ca. 90° verdreht in die Zylibohrung plaziert. Nun schabte der Ring absolut nix von der Edding Farbe weg. Eindeutiges Fazit, die Koris von dieser Garnitur sind eindeutig "unrund!" Die Tage folgen noch mehr Bilder,





-
Es kann leicht sein das der Gaser ein Fremdteil, sei es auch nur ein winziges Staubkorn gezogen hat. Meines Wissens sind die Schieber der alten Bing Gaser aus einer butterweichen Bleilegierung. Mal mit Wasserschleifpapier leicht drüber, kannst nix verkehrt machen,
-
12/100mm sollten ausreichend sein Aber das Sieb lässt ja im geschrumpften Zustand nix durch! Wo kommen die feinen Fäden, ähnlich Stahlwolle her?
-
Da wir keinen Drehmomentschlüssel dabei hatten, die Muttern mit Beilagscheiben unterlegt und mit @blankh , wenn ich das so raus lese, hattest Du "keine" U- Scheiben unter den Kopfmuttern verbaut gehabt? Auf alle Fälle waren vor lösen der Kopfmutter diese wahrscheinlich nicht übermässig fest angezogen, oder wie waren die Anzugsmomente. Ohne U- Scheiben haben die Muttern deutlich weniger Auflage und setzen sich gerne. Gruß
-
@nauticstar , nach meinen Messungen am Zylihemd unten, ist genau da wo dein Kolben schon stark kippt 1,5-2/100mm grösser. Gewünscht sind in der Regel ca. 1/100mm grössere Bohrungen ganz unten. Ist nach der Laufleistung von 5500km auf alle Fälle zu beobachten. Würde mit nem Kolbenwechsel nicht warten bis die Auswaschung bis zum Fenster geht, da sonst Gefahr eines Bruch's des Hemdes vom Kolben besteht. Ohne zu vermessen würd ich auf gar keinen Fall einfach einen "B" Kolben verbauen!! Mit klappern muss man halt leben.
-
Würde auf alle Fälle mal unbedingt das Einbauspiel kontollieren. Manche GG Zylis werden nach dem ersten warmfahren im Einbauspiel enger. Die Druckstellen, vor allem zwischen den Stehbolzenbohrungen sprechen für sich. Hatte mal einen GG Zyli, der ging insgesamt "3x" vom hohen Norden zu mir, der Kolben ging jedesmal nach grösser läppen immer wieder leicht fest. Zumindest leicht angegangen, durch achtsame Kupplungshand des Fahrers lt. meiner Anweisung. Der Zyli wurde jedesmal 2x getempert und im Gefrierfach gealtert. Von der ersten Messung der Zylibohrung an, ging der Zyli insgesamt fast 5/100mm zusammen, das kann sich ein normal sterblicher gar nicht vorstellen. Das sind halt Gussbrocken, nix gealtert die auf den Markt geschmissen werden,
-
Ein Bild war doppelt, zwei haben gefehlt


-
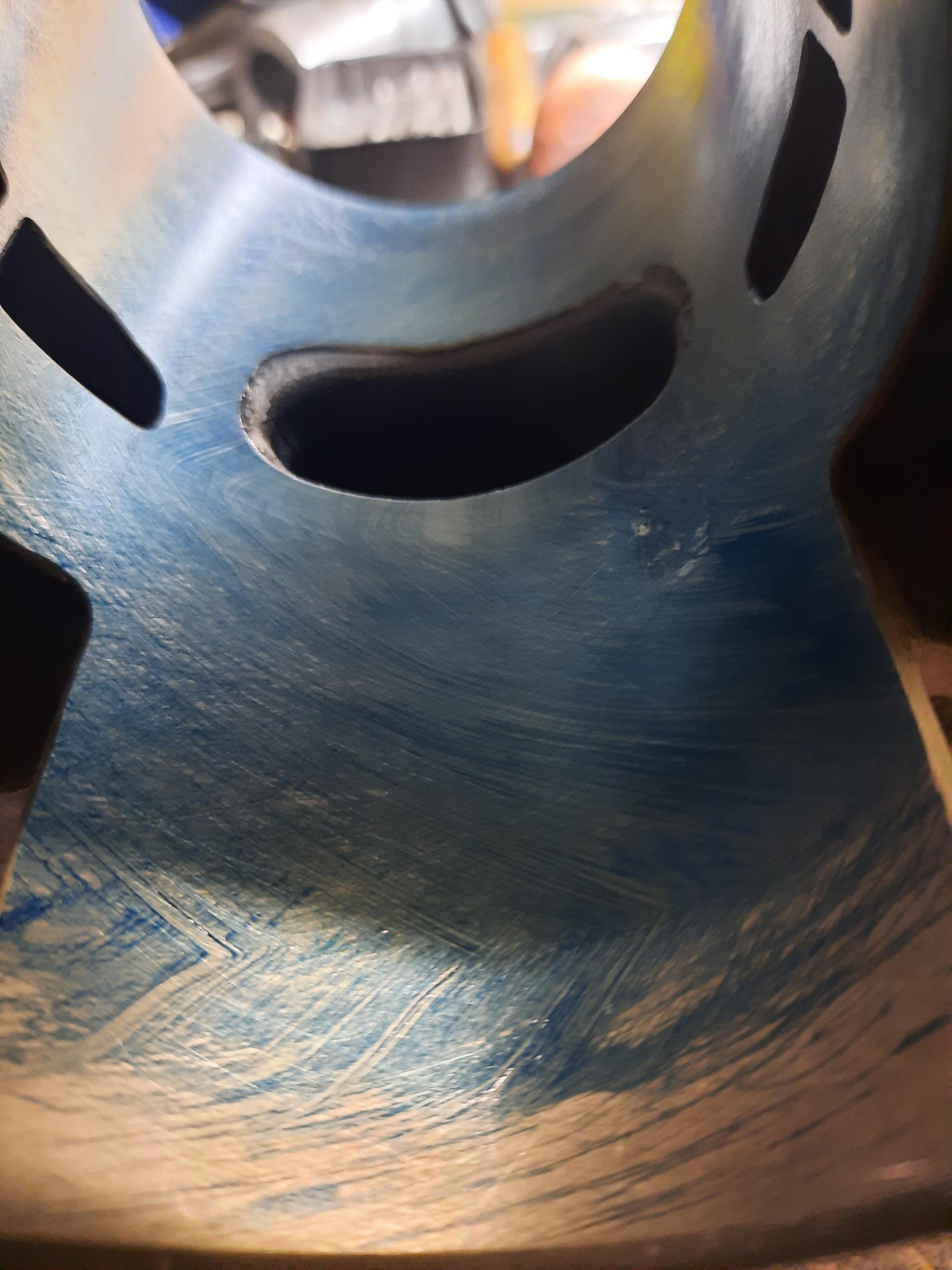
Hier mal die Bilder von der Bohrung nach dem läppen abtuschiert. Ganz unten soll das Hemd ja ca. 1/100mm grösser sein, sichtbar an der fehlenden Tuschierfarbe. Auslassstutzen mit 2/10mm Ausgleichsscheiben unterlegt und die Schrauben mit 9Nm angezogen, auch in diesem Zustand geläppt,






-
Die evtl. Ursachen des Schadens reissen nicht ab. Jeder Zyli wird zum Abschluss an der Dichtfläche abtuschiert ob diese plan ist. Um die Hälfte des Umfanges im Bereich des Auslasses war ein extremer Kantenaufbau vorhanden, da hat nur der Kantenaufbau tuschiert. Spalt unterm Haarlineal ca. 8/100mm. Hier kann es möglich sein das über das Anzugsmoment extremer Druck auf die Zylinderwand einwirkt. Dann noch die Zylibohrung nach dem läppen mit perfekt gesäubertem Läppdorn abtuschiert. (Bilder kommen)
-
Genau, die Breite innen vom Auslass im Bereich der Stehbolzenbohrungen sollte mal zum Malossi verglichen werden. Ich glaub nämlich, durch die spezielle Form beim Ranger das hier der Kanal breiter ist. Ist aber auch nur ne Vermutung, Masse vom Malossi hab ich nicht,
-
Du hast recht, es gibt verschiedene Ausführungen, angegossene und geschraubte. Bei den geschraubten Stutzen sind diese teilweise aber anders wie beim Ranger aufgebaut.
-
Jetzt vergleichst aber Äpfel mit Birnen! Die Malossi Zylinder haben "angegossene" Auslassstutzen, da wird nix verschraubt! Da kommen vom verschraubten Auslassstutzen keine Spannungen in's Material. Dort am Ranger, wo die M6er Schrauben über die Halteplatte auf den Stutzen drücken ist im Bereich neben der Stehbolzenbohrung und Auslasskanal nicht genügend Materialsteifigkeit vorhanden,
-
@gonzo0815 , zu der Frage in welchem hundertstel Bereich sich die masslichen Abweichungen bewegen. Kann ich nicht beantworten, da ich mangels Messmaschine die sog. Beulen (Erhabenheiten) mit dem Supito nicht erfassen kann. Ich kann nur solange läppen, bis der Läppdorn überall satt aufliegt. Hier die angekündigten vier Bilder vom vorher angekünidgten Zylinder. Das zweite von link's, ist eine Aufnahme mit "lockerem" Auslassstutzen




-
Das Stossspiel an @VespACMAn Koris war ursächlich "nicht" mit am Klemmer beteiligt. Ein Kori hatte 0,35mm (0,38mm zwickte), der zweite 0,40mm Zu der Frage, von wieviel hunderstel reden wir. Wenn die erhabenen Stellen in der Zylibohrung, dunkle Stellen wo der Läppdorn drückt, egalisiert sind passt der "A" Kolben nach wie vor. Du kommst ja beim messen mit dem 2 Punkt Innenmessgerät an die erhabenen Stellen kaum ran, da diese Stellen nicht unbedingt genau gegenüber liegen. Ich stell noch die insgesamt vier Aufnahmen der Bohrung vom oben genannten Zyli ein, hier sieht man die insgesamt extrem unrunde Bohrung! Es sugeriert dir das Messgerät immer ein ganz anderes Einbauspiel, aber dem ist nicht so! Diese erhabenen Stellen, sprich Beulen mittels "honen" egalisieren zu können wird nicht funktionieren. Wurde hier im Forum schon bis auf's Messer diskutiert, anders beim läppen, hier nimmt der Läppdorn nur Material an den Beulen (erhabenen Stellen) ab.
-
Heut kam der Zyli vom @VespACMAn , erstmal das aufgeschmierte Alu "mechanisch" entfernt, aus bestimmten Gründen nicht mit Säure. Bei dem Zyli kann ich eine gute aussage machen da die Bohrung mit Klemmerspuren durch flexhonen nicht aufgehübscht war. Dann mit im Anlieferzustand festgeschraubtem Auslassstutzen einmal mit dem Läppdorn durch. An den dunklen Stellen ist die Bohrung enger und drückt am Läppdorn. Dann Zyli gesäubert, Stutzen gelockert und nochmals mit dem Läppdorn von der gleichen Seite her durch. Erschreckend was sich hier verändert, vor allem das "deformierte" Material recht's vom Auslass federt nicht mehr zurück und drückt zwar auch recht's vom Auslass, aber in anderem Bereich extrem. Bild 1 (link's) "gelockerter" Stutzen Bild 2 (recht's) "festgeschraubter" Stutzen


-
Es wird die Frage sein, wie genau ist der Stutzen masslich toleriert und gefertigt? Entweder wird kein grosser Wert drauf gelegt, dann können (könnten) Stutzen im Umlauf sein die innen an der Planfläche gar nicht drücken!?!
-
Da es ja so tolle Präzisionsscheiben in 2/10mm Dicke gibt, gäbe es noch eine Möglichkeit. Man legt zwischen Zylinder und Halteplatte je Schraube eine Scheibe unter, also gesamt 4 Stück. Um den Stutzen gegen Vib's zu stabilisieren die Stirnseite des Stutzen's mit Dirko Rot, bzw. ähnlicher Dichtmasse, benetzen. Wenn die Dichtmasse abgelüftet hat, dann erst den Stutzen montieren. pr
-
Über diese Problematik wollt ich vor paar Tagen schreiben, aber nach Rücksprache mit dem @PXCop hielt ich mich noch bedeckt. Sollen sich ja im Haus VMC einige Leute sehr fleissig bemühen eine evtl. Ursache zu finden. Fakt ist, bei dem Zyli vom @Sprint_Cruiser ist trotz gelaufenem Zyli, Laufleistung ist mir nicht genau bekannt, aufgehübschter Laufbahn per flexhonen bei einem Kori der Ringstoss mit knapp 2/10mm viiiel zu eng. Hatte im Neuzustand bestimmt knapp 0,15mm Durch's flexhonen kann ich optisch dazu keine sichere Aussage machen, ob hier nach dem abklemmen auch solche Schlieren sichtbar waren. Der 2. Ring passte mit 3/10mm Das eine Schadensbild von dem einen Zyli "oben recht's" passt eigentlich zu diesem Phänomen. Auch andere abgebildete Zylis zeigen diese typischen Schlieren. Wenn man nicht's am Auslassstutzen modifizieren möchte, Nord Lock drunter und wie @gonzo0815 schreibt mit max. 9 N/m anziehen, evtl. zusätzlich mit "mittelfest" sichern.
-
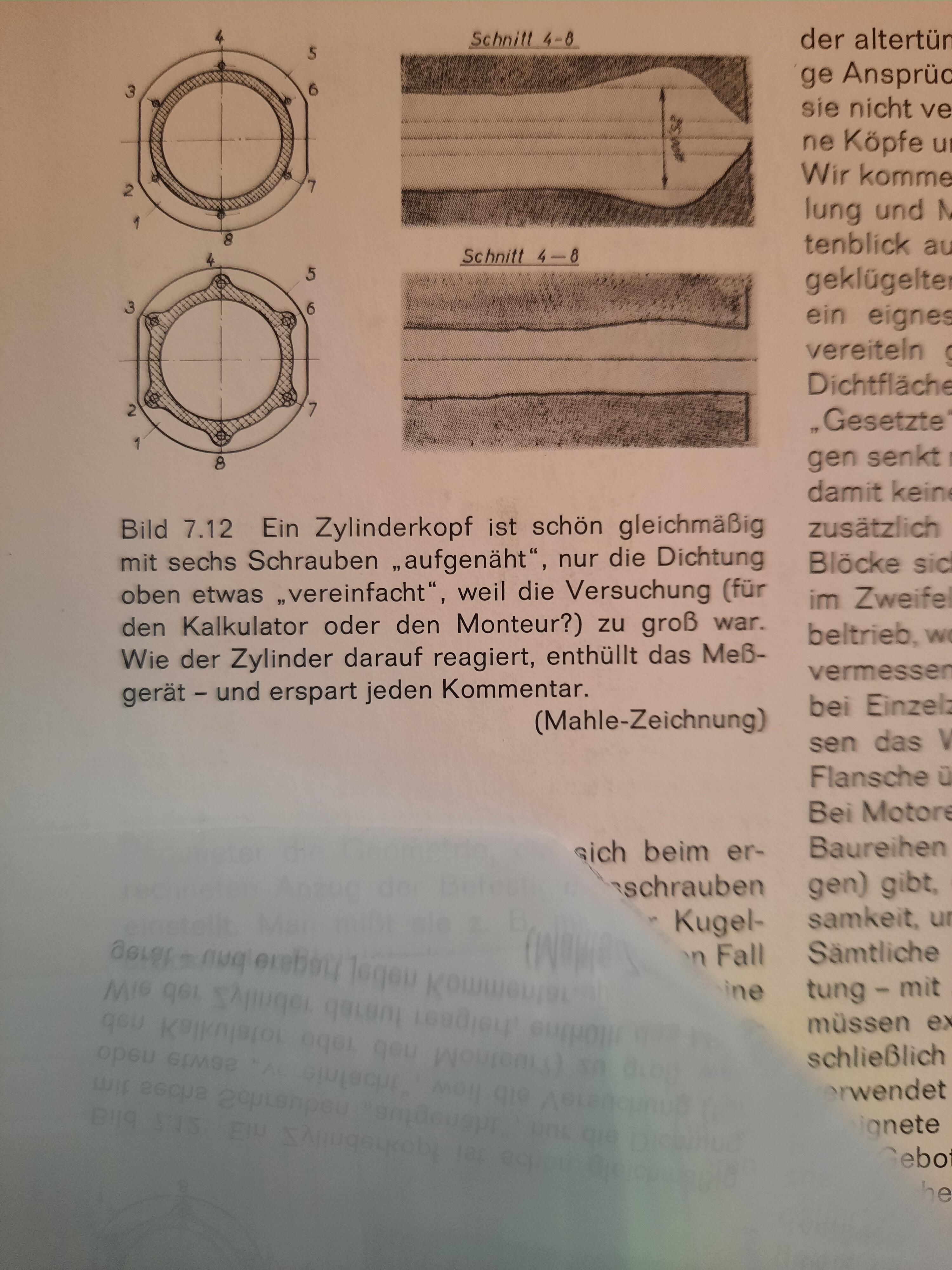
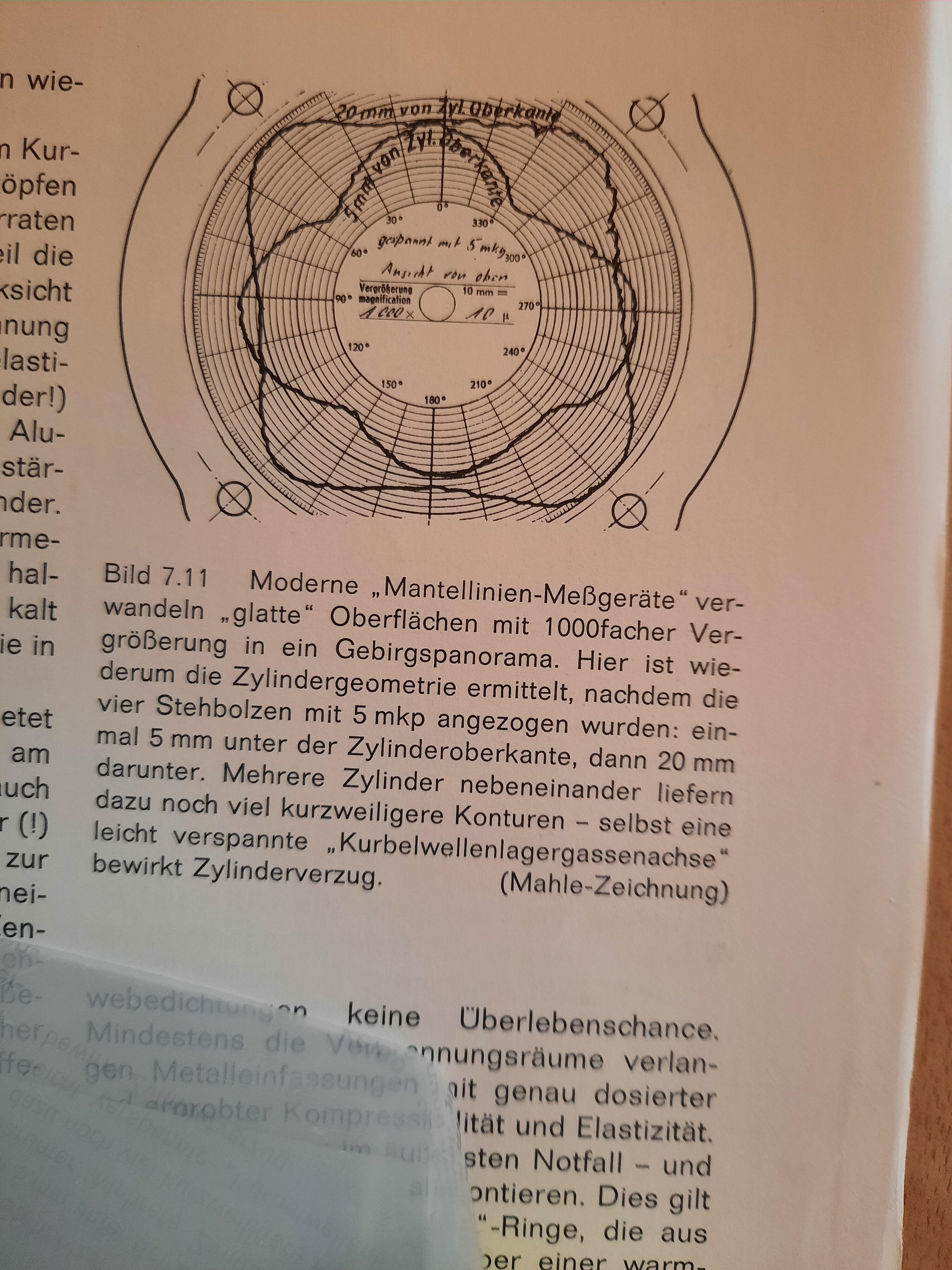
Es gibt doch zig Faktoren die dazu führen das bei einigen der Ranger wirklich problemlos läuft, bei anderen wiederum eben nicht. Fangen wir mal bei unseren Drehmomentschlüsseln an, wer kann behaupten sein Schlüssel stimmt überhaupt, wann wurde dieser das letzte Mal, oder besser gesagt überhaupt kalibriert oder justiert. Sollte jedes Jahr gemacht werden! Wie unterschiedlich sauber sind Unterlegscheibe, Gewindegänge und Planfläche der Kopfmutter. Hier unterschiedlich ölig oder verschmutzt Teile verursachen ein völlig anderes Losbrechmoment. Auf wie viele Durchgänge und unterschiedliche Nm zieh ich meine Muttern an. Dann die eigentliche Krux an den meisten Vespa Konstruktionen der Systeme mit durchgehenden Stehbolzen. Früher bei humanen Bohrungen noch zu akzepieren, heutzutage wird aufgebohrt bis geht nicht mehr, aber die Stehbolzen Konstruktion blieb die alte. Ich hab mir mal erlaubt aus dem Hütten Messprotokolle von Mahle auszuleihen was betreffend Verzug in der Zylibohrung passiert, wenn mal bei lächerlichen 5Nm der Kopf angezogen wird. Wie mag das bei 22-24Nm aussehen?!? Und wie ja bekannt, immer im Stehbolzenbereich. Dann noch der 2/10mm Spalt am Ranger, wenn der Auspuffflansch fest ist. prDankeBei mir würdest Du das anders gezeigt bekommen. Die Speedy müssen ja aufgeklebt werden das unter dem Speedy keine Falschluft gezogen wird. Den Montagebund setz ich nach aussen, von der Wange weg, dünner Ø des Speedy zeigt zur Wange. Nun drück ich mittels der beiliegenden Hülse und Reitstock den Speedy bis "Anschlag." Wenn der Kleber abgebunden hat, dreh ich den Montagebund an der Sollbruchstelle Spänchen für Spänchen ab. Oft sind die lieferbaren Speedys auch zu breit, dann eben mehr abdrehen. Zum Schluss eine max. grosse Fase für für leichtes schlupfen des Wedis anpolieren. Wenn, je nach Kleber dieser schon ausgehärtet ist, kannst Du die mit max. 2/10mm Wanddicke sehr dünne Wandung leicht deformieren. Klar ist die Fase von der Fertigung her an der Sollbruchstelle schon passend,Wollte gestern noch einen anderen Punkt hervorheben, aber da war Fussball angesagt. Ich zweifle dran, so wie der Auspuffstutzen konstruiert ist, das nur leichtes anziehen ausreicht und das Kernproblem beseitigt. Es kommt ja hinzu, das je nach Verlegung des Auspuff's, Vibs, Wärmeausdehnung usw. noch mehr Spannungen und Drücke auf das Material einwirkt. Und das kann man im Stand überhaupt nicht simulieren. @gonzo0815 magst uns vielleicht die Marke, evtl. nen Link zum Endoskop verraten, ich find die Bildqualität wirklich top danke,Willkommen im Forum






















Wichtige Information
Diese Website nutzt Cookies und vergleichbare Funktionen zur Verarbeitung von Endgeräteinformationen und personenbezogenen Daten. Die Verarbeitung dient der Einbindung von Inhalten, externen Diensten und Elementen Dritter. Je nach Funktion werden dabei Daten an Dritte weitergegeben. Einige dieser Verfahren sind technisch unerlässlich, andere kommen nur mit Ihrer Zustimmung zum Einsatz, eine Anpassung ist in den die Cookie-Einstellungen möglich. Für Details siehe die Datenschutzerklärung