
VbTuning
Members
-
Benutzer seit
Alle Inhalte von VbTuning
-
Und die zu hauf schiefen Flächen die im Umlauf sind, mangels Nacharbeit nach dem nitrieren, Stichwort "Planparallel" sind dann bestimmt auch unbedenklich ? Wir sind einfach alle zu Doof den Motor richtig zusammenbauen und zu betreiben Meine Fräse sollte ich dann auch mal von einer Fachfirma vermessen lassen, wahrscheinlich fräst die dann schief Sorry für den Sarkasmus... aber selbst Ihr seid dazu fähig das ganze mit Fühlerlehre auszublocken wie es hier schon mehrfach beschrieben wurde oder bei Membranwellen den Messschieber anzusetzen, Punkt, Setzen sechs !!!
-
Hallo Helmut, Ja klar ist bei der Kalkulation das 16er Rollen Lager mit dabei, das Original macht jetzt nicht so viel Sinn... Bei der 64er ist Zinnbronze verbaut was etwa 50% des Originalgewichts beträgt, sprich etwa 20g leichter was meiner Meinung nicht in's Gewicht fällt + das Material was beim Fräsen flöten geht. Wenn wir von schwerer sprechen wären 100-200g Sinnvoll was ohne Reinwolfram nicht zu erreichen ist. Eine 62er muss wenn dann ein paar Gramm schwere durch den vollen HZ was durch größe Stopfen erreicht wird. Nichts für ungut, den Preis hast du hier selber vorgegeben, Konkurrenz wollte ich nicht machen. Aber der Bedarf in meinem Umkreis ist einfach da und du kannst kurzfristig nicht alles machen Ja knapp kalkuliert so wie fast alle Vespa Positionen von mir, der Kampf gegen die Uhr ist immer... Gruß Andy
-
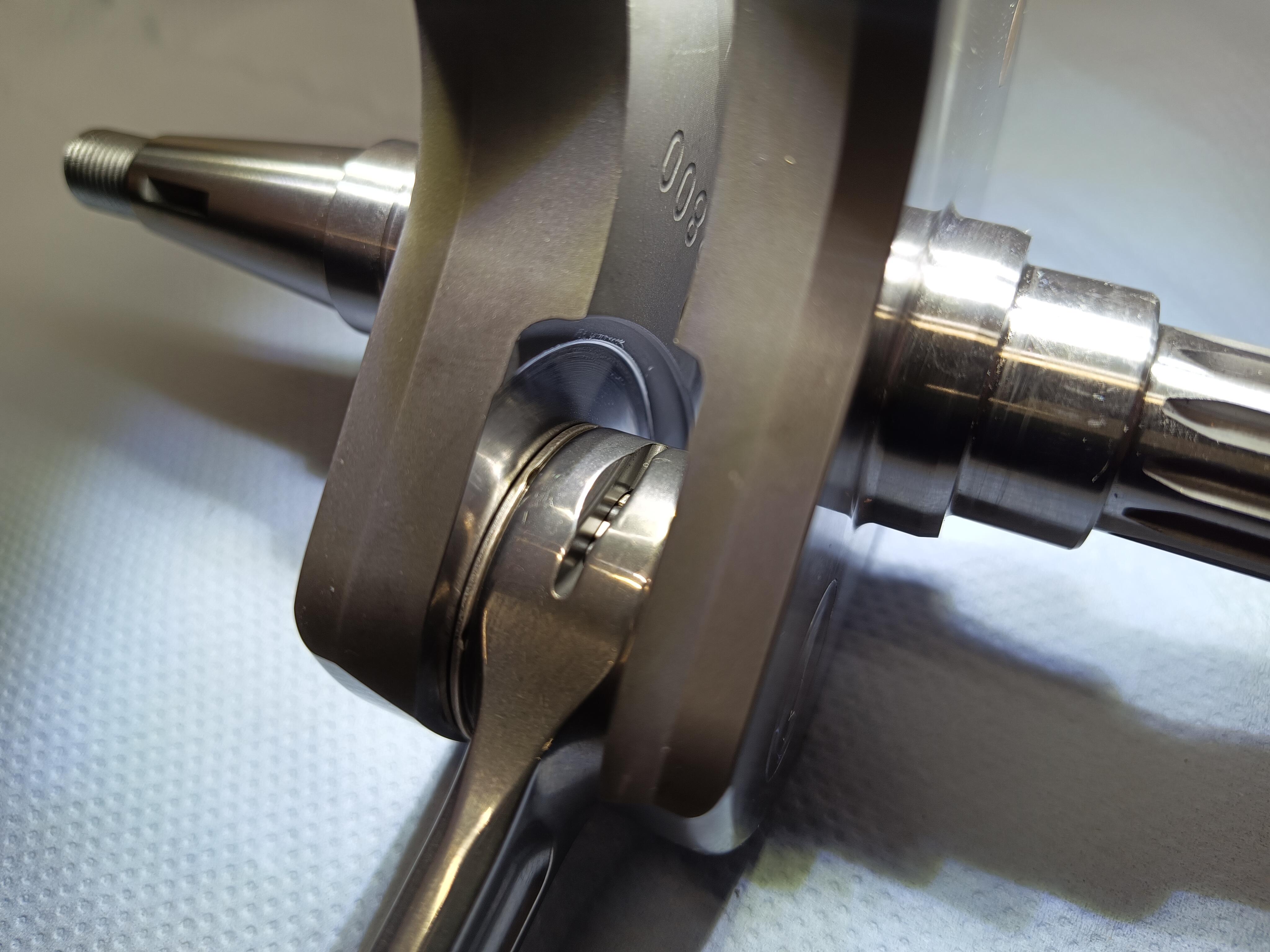
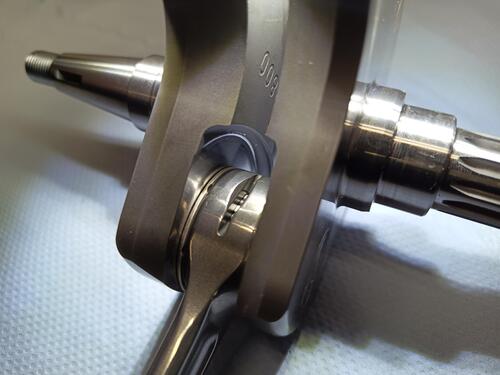
Also von seiten SIP hat sich bisher noch nichts verbessert, auch andere Hersteller wie Falc oder Eggig sind innen nach dem Härtevorgang nicht bearbeitet und dadurch nicht plan parallel. Finde ich nicht Gut Da leider zu viel schlechte Wellen im Umlauf sind und das im Big Block definitiv nicht lange hält biete ich das nun ganz offiziell an. Der Preis liegt pauschal mit Wuchten auf 38% über die original Bohrung bei 320€ wenn das Pleuel noch verwendbar ist, inkl. Materialkosten. In dem Kundenfall eine Nagelneu 64/127mm Welle die ca. 40PS überstehen sollte. Kurzer Check ohne lang rum zu machen, NEIN schaft sie nicht Pleul schleift an Limaseite mit wenig Kraftaufwand. Messschieber Test Lima Seite, da fehlts 0,06mm Kulu war mit 0,01-0,02mm ok. Axial Spiel die bekannten 0,7mm. Neu hingegen die eingefräste Nummer, vielleicht auch nur bei den 64ern ? Wuchtfaktor mit VMC Kolben satte 46% Nach reiflicher Überlegung ist der Kunde aber zu dem Schluss gekommen dass er mangels Qualität am Markt keine Wahl hat und die Welle von mir überarbeiten lassen möchte. Mit neuem Pleuel wäre das ganze erst gar nicht mehr wirtschaftlich zu reparieren...



-
Sip Welle kaufen und zum Powerracer schicken sollange er das noch macht, ich hab auf die Action bei Stückzahl eins z.B. keinen Bock, bzw. bin ich da noch nicht wirtschaftlich genug... Preislich ist man dann zwar auch bei einer Kingwelle nur wird die dann mit genügend Öl vorausgesetzt ein Lebenlang halten Und bevor jetzt wieder irgendwer fragt, es kann alle SIP Wellen betreffen, egal ob Drehschieber, Membran, PX, V50 oder Lampe unten. Die Chancen auf die Perfekte Welle sind ungefähr so hoch wie beim Glücksspiel Gruß Andy
-
Hey das hast du alles schon mal gelesen Klick
-
Auch wieder falsch Simonini BigBohr 72,8x64mm mit 69% Hauptauslass und SZ ca. 172/117 ist verbaut, nein kein Schreibfehler Ja der Dämpfer bringst, aber der Unterschied 62 oder 64 Hub ist dann schon noch mal sehr laut. Hab da irgenwo mal einen detaillierten Testbericht geschrieben, bin aber jetzt zu faul zu suchen. Der Umbau Aufwand ist sehr hoch, das Ergebnis hast du aber bemerkt
-
Nein das waren sogar bischen mehr als 2PS/NM ohne Sonde. Liegt aber am Dämpfer bei mir... Polini Box mit zweiter Haut überzogen und RD500 Kammerdämpfer verbaut, der braucht genau seinen Auslassquerschnitt um die maximale Leistung zu generieren, sogar das 45° Endrohr musste damals schräger geschnitten werden weil es drosselte. Also nicht vergleichbar
-
Ja Sip ist geklebt, Kulu doppelt 7,5t Auspresskraft und Lima einfach 3,5t, hab ich weiter vorne schon geschrieben Also ich muss an der Stelle Helmut loben und danke sagen Du hast zu 100% recht gehabt mit dem HZ. Wir haben gerade die erste Wange zum testen gepresst und ich dachte das wird wieder mal total unspektakulär, aber weit weit gefehlt Ab der Hälfte des HZ war ich schon bei 10t und das Manometer hörte nicht auf zu steigen, es knallte so laut dass ich dachte jetzt ist etwas gerissen und am Schluss brauchte es genau 20t mit einem finalen lauten Schluss Schlag sitzt der Bolzen nun Bombenfest, Brutal

-
IAME X30 Hubzapfen 20x48,8mm IAME X30 Anlaufscheibe 20x35x1mm Ich probiere den Tip von Helmut jetzt auch, Zapfen habe ich gestern gekürzt. Beim befingern ist mir noch aufgefallen das die Kingwellen Pleule ca. 1/100+ größer in der Bohrung sind, auch mein neues... Dann mal alle Hubzapfen vermessen: Kingwelle 20,002mm Sip 19,998mm (gestrahlte Fläche 19,999-20mm) IAME 19,994mm Mir kommt das Laufspiel bei der Sip fast etwas zu eng vor, zumindest bei der neuen, die beiden Lager sind vom Rollendurchmesser aber gleich. Mit dem IAME Zapfen merkt man beim Pleuel drauf stecken schon weniger Widerstand, fühlt sich einfach richtig an und würde da ja super ins Konzept passen. Ich bin gespannt wie die Presskraft ist
-
Nein natürlich nicht Stimmt das hattest du schon irgendwo mal geschrieben, war nur fasziniert von der Randschichthärte, mehr nicht... Aber das mit den Piaggio Wellen kann ich bisher noch nicht bestätigen. 2 meiner Übungswellen waren original PX 125 und Cosa 200 die beim auspressen des HZ's auch sehr viele tiefe Riefen hinterlassen haben. Bei den beiden ist die Induktionshärtung aber sehr weich, ich kann die mit einer Reisnadel problemlos anreisen ohne wirklich Widerstand zu haben. Bei der SIP hingegen merkt man sofort die Härte und es sind nur Oberflächen Kratzer möglich, man kommt nicht ins Material hinein. Kann mir nicht vorstellen dass bei deinen Wellen so weich ist, hier waren ja bei der Testwelle überhaupt keine Riefen vom Auspressvorgang vorhanden. Sorry für Oftopic...
-
Das hab ich auch nicht verlangt, Planebene Wangen würden schon reichen Heist also ihr merkt beim 252er auf Membran eine Verbesserung um 38% ? Ich selber bin das noch nicht gefahren, also fehlt leider der Vergleich vorher/nachher. Jetzt wäre hald die einfachste Gelegenheit dazu, los Volker mach dich mal schlau und sag an Peter hatte gestern Geburtstag, das Video dazu mit seiner Welle Boot sich direkt an und möchte ich euch nicht vorenthalten. https://youtu.be/t5HEm8uBGvg?si=uVth4WlQhTNxkjMJ @Helmut: Weißt du was das für ein Material ist, würde mich echt interessieren? Wirklich faszinierend und habe gestern Abend wieder einiges in Sachen Hartmetallbearbeitung gelernt...
-
Wundert mich jetzt irgendwie überhaupt nicht... Hab gerade alle Wangen fertig befräst, zuvor noch gemessen. Differenz an einer Wange bis zu 0,09mm, Stärke beider Wangen von 15,38-15,64mm. Klar das das so eine enorme Streuung ergibt Das ich den WF jetzt verändert habe ist mir klar, verstehe aber nicht das der so Hoch noch schön läuft mit Quattrini. Beim Simonini brauche ich 37-38% dass das ganze halbwegs fahrbar ist, Kolben wiegt aber auch mal schlappe 340g

-
Meine im Simonini hatte: Anhängegewicht 90g Oberes Pleulauge 65g Das kann bei dir also durchaus hinkommen, die Gewichte bei meinen drei Wellen sind alle unterschiedlich in der Länge, stehen auch mal leicht über...
-
Sorry, weil es gerade so gut passt -} viel Spaß beim ausrechnen Ist die von Volker, geht aber nicht bis auf die andere Seite durch, Luigi hatte wohl einen schlechten Tag Die eingelaufen Seite habe ich gerade abgefräst, das Zeug ist Hart wie Sau. Funkt auch ordentlich dabei, CBN Schneideplatten wäre da perfekt, habe aber für den Messerkopf leider nix da... Jetzt rundum Abweichungen von max. 0,003mm


-
Die auch vor kurzem, aber das war noch vor der UncleTom Geschichte... Nur das normale kontrollprozedere durchgeführt. Nein war eine normale 60er mit 127er, hab da mit Lehre nur kurz rundum geschaut, denke 0,1mm hätte ich bemerkt Auch schon öfters mal eine gebrauchte in der Hand gehabt und war bisher schon überzeugt dass die passen, zumindest ist das Axialspiel bei weitem nicht so hoch bei DS. Helmut, die Spannung steigt
-
Na Bravo Helmut du kannst mir gerne aussagekräftige Bilder schicken, dann stell ich sie für dich ein
-
0,0Xmm ist schon richtig, das Bezog sich auf die Füllerlehrblätter zum Ausmessen und nicht auf das Axialspiel. Ich hatte neulich eine 62er DS Welle bei mir und daran ist mir nichts negatives aufgefallen.
-
Ja genau, nur zwischen den AS und Wange an 3-4 Punkten rundum die Lehre rein, wenn an irgendeiner Seite mehr als 0,02-0,03mm rein passen ist es irgendwo schief. Bei gebrauchten Wellen kann aber das Pleul auch leicht verschlissen sein und das auf 2 Seiten was sich dann summiert. Falls es bei den DS Wellen auch so viel fehlen würde, wird man gleich in bereichen von 0,05+mm sein, das merkt man dann deutlich. Kann ich mir aber nicht vorstellen bzw. sind mir hier keine Schäden bekannt.
-
Lieber Helmut, in dem Bereich habe ich definitiv noch kein Revier also nimm gerne was du Brauchst Zum Kontrollieren reicht eigentlich ein billiger China Digital oder Uhren Messschieber, ob der genau misst ist dabei völlig egal... Nur sollte er straff/wackelfrei eingestellt sein und mit dem gleichen Daumendruck betrieben werden. Dazu einfach je Wange 4x rundum neben den AS Messen. Als zusätzliche Methode auch die ganze Fläche vom Schieber nutzen, das Wackelt ohne Ende bei meinen Wellen. Aber nicht wundern, auch bei erstem kommen immer wieder andere Maße raus, da ein genaues Messen durch die Keilform der Fläche gar nicht möglich ist. DS-Wellen wie Helmut es schon beschrieben hat geht nur mit Fühlerlehre, ich hab für ein paar Euros mal eine von 0,02-0,10 mit bestellt, sehr Praktisch für viele Sachen... Bei mir ist leider nichts weiter gegangen, Bandscheiben Probleme und Montags Arbeit in der Arbeit haben die Produktion plötzlich gestoppt. Hoffe ich komme am Wochenende mal zum fräsen
-
Sehe ich in dem Fall trotzdem anders und mache meine Wellen wieder genau so zusammen wie Sie waren... Die Verdrehsicherung bei dieser Welle ist schon sehr hoch. Ich hatte mit max. hohen SZ 33/33 am Rad, im Alltag ohne Prüfstandsmessung mit den min. SZ schätzungsweise 30/35 und sogar einen Getriebeschaden mit blockierendem Primär bei dem sich die Welle gerade mal um 0,01mm verdreht hat. Das richten der Welle ist schon sehr sportlich, danach hat sie sich nicht mehr verdreht. Ich bin schon bei dir Helmut und deine Testwelle mit meinem 53x Pressvorgang war schon sehr beeindruckend und würde hier niemals auf die Idee kommen Loctite zu verwenden. Die NUR Micro Kratzer am Hz und auf der Wangenbohrung sind unglaublich. Aber im Gegensatz zu dieser hat die Sip Welle deutliche tiefe riefen, trotz hoher Materialhärte. Noch dazu der Glasperl gestrahlte HZ. Da ist also reichlich Platz wo sich das Zeug festsetzen kann. Da zwei der Wellen mir nicht gehören kann ich hier auch kein Risiko eingehen.
-
Auch eine möglichkeit, viele wege führen nach Rom Top Helmut Nimmst du den alten HZ wieder her ? Hast du bemerkt das dieser mit Loctite eingeklebt ist, Reste bemerkt ? Auf der Kulu Seite nämlich doppelt bestrichen, also HZ und Bohrung mit 1t mehr Auspresskraft und Lima seitig wurde nur der HZ bestrichen. Ohne jetzt ein Fass aufmachen zu wollen... Hab mir zum Testen davor schon Loctite 675 besorgt und letzte Woche mit einer 125er Original Welle getestet weil ich an dem Punkt bin das ich euch nichts mehr glaube ohne es selber probiert zu haben Einseitig bringt nicht viel, da hat Helmut schon recht das es das raus schiebt, bleibt nur wennig übrig. Zwei Seiten hingegen härteten schon bei 1/3 der Presstiefe aus so das die Anzeige (nach kurzer Pause, weil erschrocken, da abrupt nichts mehr ging) auf ca. den doppelten einpressdruck hoch ging. Als Verdrehsicherung bestens geeignet, wo zuvor mit dem 350g mittelharte Kunststoff Hammer noch ein verdrehen möglich war, reichte nicht mal der 750g mit Hartkunststoff, erst der 1200g Kupferhammer konnte sie bewegen. Mit Sicherheit aber nur die Limaseite und danach ging es auch mit 750g, 350g keine Chance. Ob das so auf die Sip welle umsetzbar ist ist natürlich eine andere Frage... Nur so als Anregung und Austausch meiner Erfahrung
-
Naja aber die gibt es eben nicht käuflich. Auf selber drehen ohne wirklich eine verlässliche Angabe des Materials zu bekommen, diese zu Noppen und zu versilbern habe ich auch keinen Bock, ist ja auch ein riesen Aufriss... Theoretisch sollte es zwar egal sein wenn man eine Seite abdreht. Meine Kingwelle hatte am Anfang Mangelschmierung bis sich der Zylinder dann fast gefressen hat. Das ging etwas aufs Lager und die Anlaufscheiben, dabei aber jetzt nur minimalen Verschleiß festgestellt und bemerkt dass sich die Scheiben selber nicht gedreht haben. Hier sind aber die Wangen absolut plan parallel sodass auch der Verschleiß absolut gleichmäßig stattgefunden hat. Und so Esay ist das mit den Wangen abfräsen auch nicht, ohne kann man sich den Aufriss komplett sparen, bring 0,0 Aber will hier trotzdem auf Nummer sicher gehen da man ja sieht was passieren könnte. Gestern war auch Volker wieder bei mir und wir haben etwas theorisiert bis wir dann irgendwann über die Härte des Pleuels gesprochen haben und ich es noch nicht getestet hatte. Das scheiß ding ist so Hart dass du mit der Feile nur oberflächlich Kätzchen ziehen kannst, unglaublich was der Abrieb dann alles verursachen kann. Demnächst kaufe ich mir mal ein HRC-Testset da ich ja immer tiefer in die Materie Materialkunde eintauche. @powerracer Ergo wirtst du die Pleuel Breitebei dir dann wohl per Schleifsupport machen Helmut ? Da ich aber noch nicht soweit bin werde ich wie gewohnt CBN Drehen, nur beste Erfahrung wenn man weiß wie es geht... Ich denke das ist so wie geplant das non plus ultra und die Wellen überleben uns dann alle solange genug Öl da ist
-
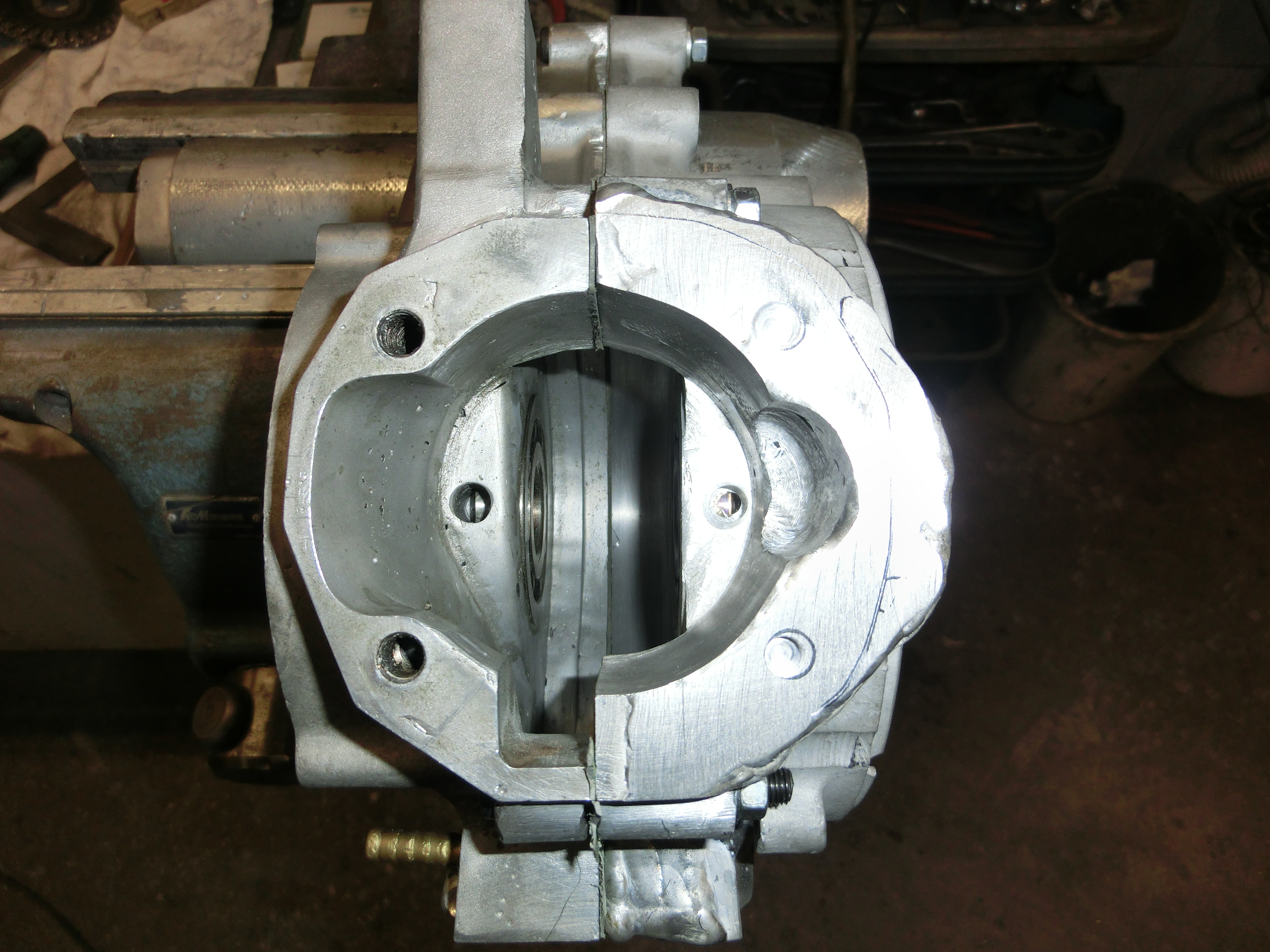
Ich weiß jetzt das maß nicht auswendig, aber die exakt 39mm breite Sip sowie auch Kingwellen sind so ziemlich das Maximum für ein nicht Tiefer gespindeltes Gehäuse. Vielleicht gehen noch ein paar 1/10 bei guter Faserdichtung, wenn die aber mal gegen Papier getauscht wird sehe ich da schwarz. Das sind hald Sachen die nicht mal ein geübter Schrauber im Blick hat, den dieser ist einfach sein zusammen stecken/revidieren gewöhnt und kein Motorenbau Spezialist. War ja bei mir bis vor 6 Jahren auch nicht anders bis der Maschinenpark dann nach Hause kam Die Benelli hat z.B. 39,85mm Breite und ich musste sogar den Lagersitz an der Welle von 7,5mm auf 7mm abdrehen was zur Folge hatte das auch das Polrad um 0,5mm gekürzt werden musste Meine eigentlich Welle wird mal 40mm in meinen schon tiefer gespindelten Gehäuse mit passend geändertem Lima Stumpf hat die dann 0,5mm und 0,6mm Luft seitlich. Nicht das Axiale lagerspiel vergessen, aber die Probleme habt ihr beim V50 Kram ja nicht
-
Stimmt, danke für den Denkanstoß. Das Lager hat eine Breite von 14,7mm. Das Simonini Pleul ist 14,8mm Breit und hätte die beiden Sip auch auf die Breite gemacht, gerade weil mein altes ja doch leicht eingelaufen ist möchte ich hier kein Risiko eingehen. Mit 0,3mm Axialspiel sollte sich das dann alles super ausgehen
-
Langsam geht's voran, ich hab jetzt extra ein Multitool gebaut 1. Kann ich so alle Taschen und auch Wangen in Serie Planparallel fräsen. 2. Wird bei den T-Nuten dann ein präzisions Prisma aufgeschraubt das dann beim pressen als Zentrierung dient. 3. Außgelegt für jede Vespa Wellentyp. Es werden jetzt 1mm AS vom Karthändler in hochwertig versilbert und genoppter Ausführung verbaut, danke für den Tip Helmut Dazu dann das HQ Lager mit 16 Rollen. Volker bekommt mein altes 127/16mm Pleul, ich verbaue dann gleich ein übrigens 128/18mm bei mir. Das BGM gefällt uns nicht so, da das obere und untere Auge nur 14mm hat. Das Sip hat oben doch 17mm was das KoBo-Lager danken wird. Die Wangen werden dann so wennig wie möglich befräßt und das Axialspiel über schmälern des Pleuels realisiert.