powerracer
GSF Support
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von powerracer
-
Betreffend Subito, selbst wenn der Zylinder mit diesem 2 Punkt- Innenmessgerät penibel vermessen wird wirst du nie die unrunden Stellen erfassen. Diese mit dem Läppdorn als "Tuschierdorn" zweckentfremdet ersichtlichen Berg und Talunebenheiten liegen nie genau gegenüber. Selbst wenn der Läppdorn hauchdünn mit Läpppaste benetzt wird, sind diese Berg und Talunebenheiten ganz deutlich zu sehen. Aber leider nicht messbar, nicht mit diesem Messmittel.
-
Wenn aber bei nem Zylinder schon nach knapp 5min. Laufzeit im Stand, da wo noch kein Teillastbereich zum tragen kommt und Schlieren unter alles Sau zieht, liegen da garantiert andere Ursachen vor. Ich glaub nicht das der Zyli 5min. im Teillast gelaufen ist.
-
Ist doch kein Thema, ich hab mich ganz auf die Dicke konzentriert und den D übersehen Gruss
-
Die Hiobsbotschaften zum Ranger reissen nicht ab. Hab abschliessend am Zyli vom @M245 noch die Winkligkeit der Bohrung zur Zylifussdichtfläche überprüft. Der Zyli wird dabei auf den zwischen Spitzen gefertigten Läppdorn gesteckt und die Fussfläche mit der Messuhr abgefahren. Im Bereich wo die Messuhr kplt. beaufschlagt ist 8/100mm Planschlag, ganz aussen bestimmt 10-12/100mm, wenn sich das zu den anderen Mängeln addiert wundert mich nicht's. Zumindest bei diesem "5min." gelaufenem Zyli. Ist aber nicht gesagt das alle Zyli solche Ausreisser in der Winkligkeit haben müssen, sind wir wieder bei dem Punkt, "alles messen, prüfen usw.!"
-
Hast Du nen Link zu dem Kori, evtl. Händler? Danke, Gruß
-
Jetzt bitte ich den @Labrat XL zu Hilfe, betreffend Kori von Wössner Ø69,00mm / 1mm dick, danke Helmut
-
Siehe meinen letzten Beitrag, keiner, auch ich nicht, hat's gemerkt das wir Ø69mm brauchen
-
Jetzt ist das Chaos perfekt, wollte gerade nach läppen des Zyli vom @M245 den Ringstoss plus Rundheit des Koris prüfen. War wohl ein Satz mit X, wir brauchen Ø69,00mm der Kori den ich geliefert bekam hat nen Ø von 68,00mm Hoffe jetzt natürlich sehr das Wössner nen 69er im Programm hat. Sorry lieber @M245 das mir das durch die Lappen ging , aber dafür könnte kommenden Montag dein Paket auf die Reise gehen. Aber wir sind ja in Kontakt,
-
Würd aber zusätzlich empfehlen zwischen Zylinder und Flanschplatte 2/10mm dicke Präzisionsscheiben zu montieren. Diese Schrauben dann auch mit max. 9 Nm festziehen
-
Info kommt noch diese Woche, bei der Bestellung beachten, als Set versteht der Händler "1 Stück!"
-
Wir haben zwar durch die "zwei" Änderungen, Zyli hoch mit SZ Änderung und die Q.K. angehoben, mit niedrigerer Verdichtung, daher auch schon bissi den "Biss" rausgenommen, aber durch den deutlichen Gewinn an verminderter Reibung der top tragenden Koris bei perfekt rundem Zyli lt. Popometer gar nicht sooo schlechte Fahreigenschaften. Dazu kommt ja auch noch der "spannungsarm" verschraubte Auslassstutzen. Grundgenommen eine der günstigsten Tuningmassnahmen!
-
Ich find da auf FB nicht's
-
Lt. Andree von SIP hat er nen Ranger für die Tour nach Rom aufgebaut. Der Kopf der da am Boden liegt ist eindeutig vom Ranger.
-
Lieber im "Sommerloch" drüber diskutieren und sich austauschen wenn gefahren wird! Wenn die Kisten im Winter stehen helfen und solche Diskussionen leider nicht weiter.
-
Das mag zwar auf der Werkbank dicht sein, aber wenn's dir nach "X" km die Dichtung zerfleddert hilft dir die Gewissheit das ja alles dicht war nach der Montage auch nicht weiter! Das muss dauerhaft bis zur nächsten Motorrevision dicht bleiben.
-
Hinweis zu der Layrinthrille, diese muss in sich geschlossen sein!
-
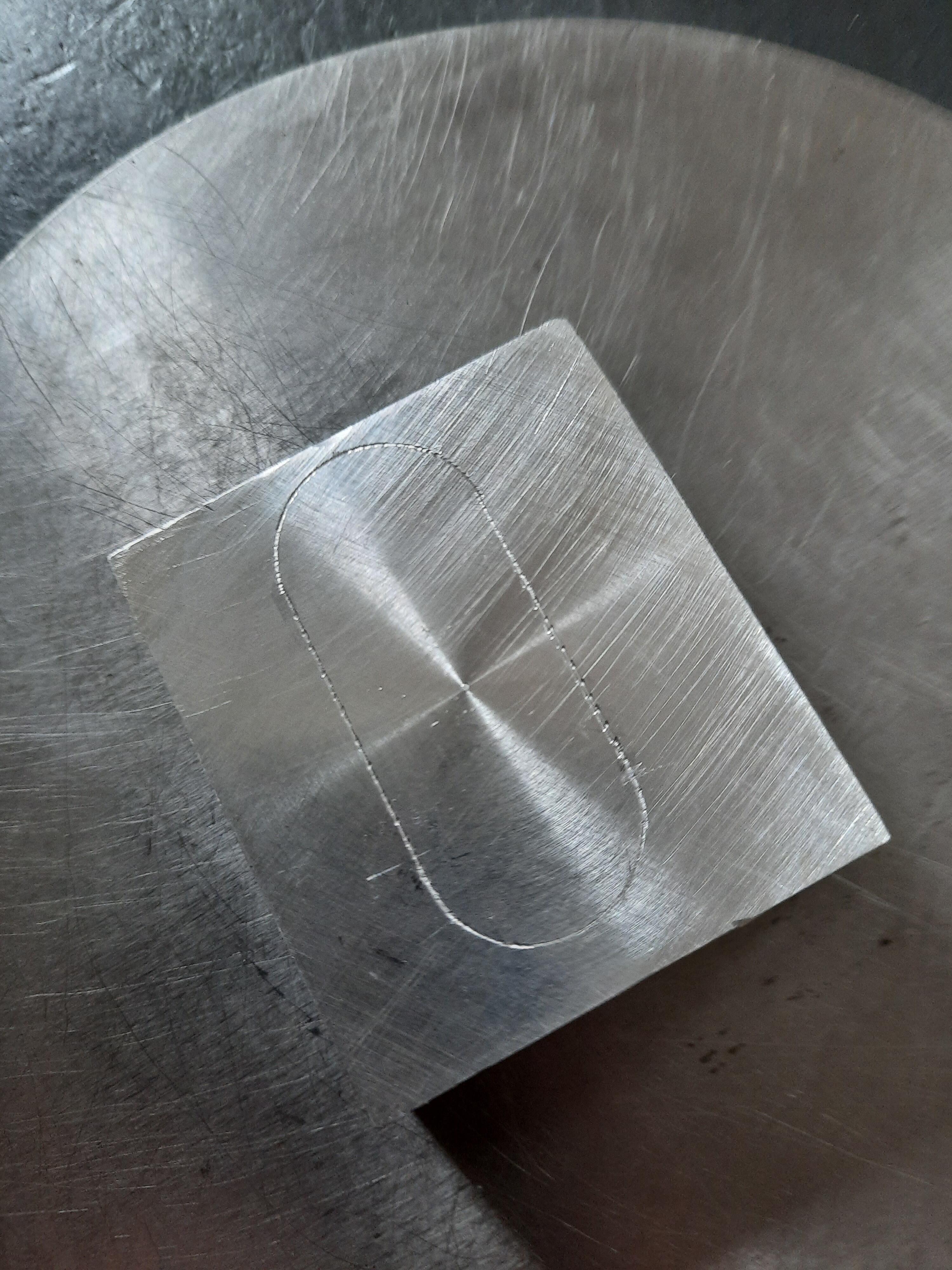
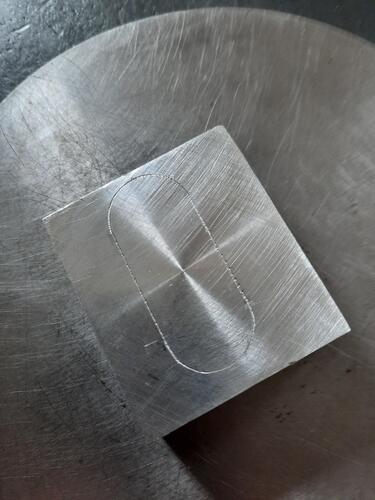
Ich schliess mich da dem Slogan des guten Hr. Hütten an, "die beste Dichtung ist die eingesparte!" Hier mal ein Bespielbild wie ich das über Jahre hundertfach bewährt praktiziere. Bei gewissen Bauteilen können diese Labyrintheinstiche maschinell, hier dann zwei Einstiche knapp nebeneinander eingebracht werden, wie z.B. bei Spacern oder Köpfen. An so einem Bauteil ist dann händische Arbeit gefordert, ausser ne Gravier, Kopier oder sonst. Maschine steht zur Verfügung. Als Anschlag und Führungsleiste wird für die Geraden ein Stück Blech genommen, für die Kurven nehm ich Karosseriescheiben, bzw. passende andere U- Scheiben. Für einen O-Ring Umbau braucht's dann schon auch einen Maschinenpark, nicht nur nen Dremel. Dann wird mit dem Dremel und kleinem Kugelfräser am Blech entlang eine Rille eingebracht, in dieser Rille hält sich wie ne Art hauchdünner O- Ring die Dichtmasse und kann nicht mehr weggequetscht werden. 1-2/10mm Tiefe reicht völlig aus. Papierdichtungen oder aus sonst. Material sind Dichtungen nicht mehr nötig. Apropo, hier im GSF schon öfter vorgeschlagen und empfohlen!
-
Da können die verschiedensten positiven Kriterien zu deinem problemlos laufenden Ranger führen. Soll ja Schrauber geben die besitzen gar keinen Drehmomentschlüssel, und der versierte Schrauber hat die Nm im Handgelenk, nicht zu fest, nicht zu locker. Das kommt dem Ranger alles zugute. Toleranz vom Einbauspiel nach oben, usw., Ringstoss kontrolliert, evtl. nachgearbeitet, Du gibst uns zu wenige Infos. Wie die Laufbahn von deinem 14k gelaufenem Zylinder aussieht, ich weis es nicht, evtl. hast Du den Zyli mal gezogen oder per Endoskop mal einen Blick reingeworfen und kannst uns dazu ne Aussage machen, evtl. sogar Bilder gemacht.
-
Da bin ich voll bei dir, das hab ich auch ähnlich gelernt! An dem Zyli wäre die von dir vorgeschlagene "Variante 4" auch für mich die beste, standfesteste und problemloseste Position selbst wenn da 1mm Toleranz nach links oder rechts auftreten würde, Platz ist da. Ich hab das Sehnenmass des Steges mal mit dem Zirkel abgestochen, das sind gute 12mm Breite. So wie Du schreibst, es wäre für den Konstrukteur um jede Minute schade zu diskutieren, wo bei dem Zyli der Ringstoss laufen soll. Mir erschliesst sich die Denkweise vom Erich nicht ganz was er sich für unnötige Baustellen auftut. Spätestens nach der ersten Modifikation seiner Kolben hab ich darauf gewartet das der Ringstoss grundlegend woanders hinkommt, aber leider nix. Gut, das ist ja nicht ein Rennzyli, wie z.B. einer Aprilia RSA, wo der breiteste Steg 2,5 evtl. 3mm Breite hat, da muss notgedrungen der Ringstoss über einen Port laufen. Gruß
-
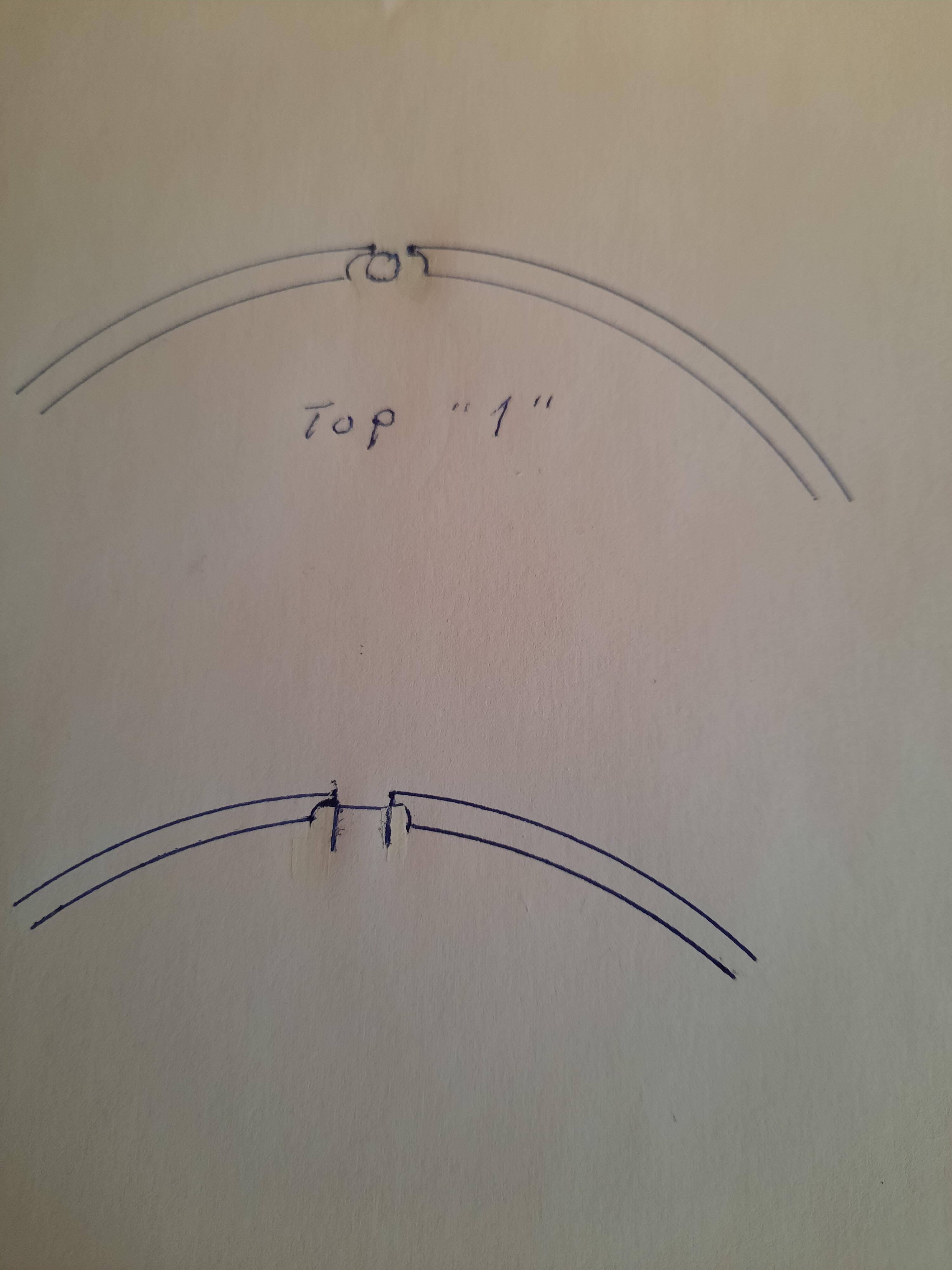
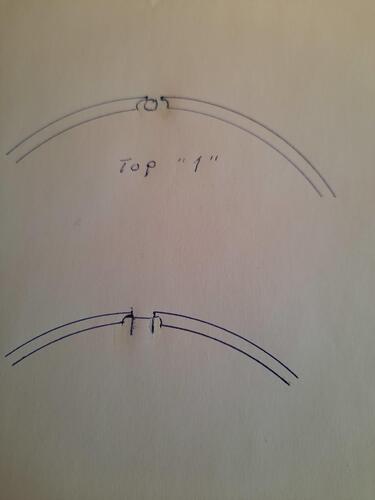
Die Krux liegt überhaupt darin, von welcher Position aus wird der Pin gesetzt. Der Idealfall ist, der Pin wird von oben gesetzt. Jahrelang von den Yamaha- Produktionsracern vorbildlich praktiziert. (siehe Skizze "Top") Der Ø des Pin's ist minimal kleiner wie die Ausnehmung am Ring, sodass bei montiertem Kolben mit Ring leichtes radiales Spiel zu spüren ist. Der Ring liegt am Pin in vollem Umfang an. Zur Sicherung des Pin's gegen rausfliegen war unter der Ringnut eine Querbohrung, hier wurde die hervorstehende Pinspitze krumm gedrückt, somit war der Pin gesichert. Für eine Zwei- Ring Variante auch anwendbar, da wird der Pin durch die zwei Ringnuten gebohrt, es sind halt dann beide Pins genau übereinander. Über einen breit genügenden Steg wär mir das allemal lieber wie bei nem GG Zyli über nen Port laufen zu lassen. Beschicheter Alu ja. Aber an nem GG Zyli an der Kante, ein absolutes NoGo!! Die Billigvariante ist, wenn die Bohrung für den Pin horizontal gebohrt wird. Selbst wenn der Pin an der überstehenden Stirnseite optimal verrundet wird, liegt der Ring nur punktuell an. Da die Pin's der EGIG 170/180 Kolben aber nur leicht angefast sind kann es die Kante des Pins in kürzester Zeit zerhämmern, der Ring steigt auf den Pin auf und der Schaden lässt nicht lange auf sich warten. Das war auch die Ursache beim @11hannes11 seinem Schaden, keine thermische Belastung, denn der Kolben war sowas weit weg vom detonieren! Zudem sind die Pins aus Federstahl ähnlichem Material, sehr zäh aber wegen Bruchgefahr nicht hart genug um solchen Verschleiss zu verhindern. Betreffend Ringstoss, ich hab hier zwei kplt. Garnituren vom EGIG 170 liegen, da sind die Ringe noch original in ner Plastiktüte verpackt, bei diesen "vier Ringen" wurde nie und nimmer nur bei einem das Stossspiel geprüft!
-
Du meintest bestimmt 2/10mm Scheiben unter den Stutzen, die ich dir geschickt habe?!?
-
Kann nirgends die Dicke raus lesen? 1mm Dicke brauchen wir Könnte man aber bestimmt bei Wössner erfragen
-
Eines ist noch Fakt, die aussergewöhnliche Form der Auslassoberkante ermöglicht es einem kaum, die Kante an der Beschichtung ordentlich zu entgraten. Dadurch werden die Koris extrem beim einfedern gefordert. Hier kann es schon zu Problemen kommen wenn sich in dieser seichten Vertiefung Abrieb von den Schlieren ablagert. An einer Stelle gibt es durch den Guss bedingt ne besonders kritische Stelle, teil's wird händisch vor dem beschichten nachgearbeitet. Es ist dadurch jeder Zyli anders!
-
Am 22.6. hab ich doch geschrieben, der @PXCop steht in ganz engem Austausch mit den VMC Leuten. Ich glaube auch wenn Tröpfchenweise neue Erkenntnisse auftauchen das VMC mitliest. Zu den Schlieren die auch @GS160 anspricht, durch evtl. nicht perfekt gereinigte Zylis, "alle", bisher hier abgebildeteten abgeklemmten Zylis weisen aussergewöhnlich viel solcher Schlieren auf. Zumindest ist @M245 auf der Suche nach alternativen Koris von Wössner,
-
Man müsste hier mal vergleichen was an Materialdicke von der Flanschanlage bis zum Kolben vorhanden ist. Hier können paar Millimeter schon ausschlaggebend sein und mehr Stabilität bringen.