Tupamaro
Members
-
Benutzer seit
-
Letzter Besuch
Alle Inhalte von Tupamaro
-
Ich denke schon, da du an dieser Stelle ja keinerlei mechanische Belastung hast. Kriegsentscheidend ist die Oberflächenvorbehandlung. Wenn du die Einlasswand vernünftig anraust, z.B. mit einem Kugelfräser auf langsamer bis mittlerer Drehzahl und sich der Kleber gut mit dem Untergrund verbinden kann dann solltest du auf der sicheren Seite sein. Aushärtung mit Wärme ist eh Pflicht hab ich jetzt gemerkt.
-
Da verzichte ich beim 135er drauf. Das ist die Mühe nicht wert
-
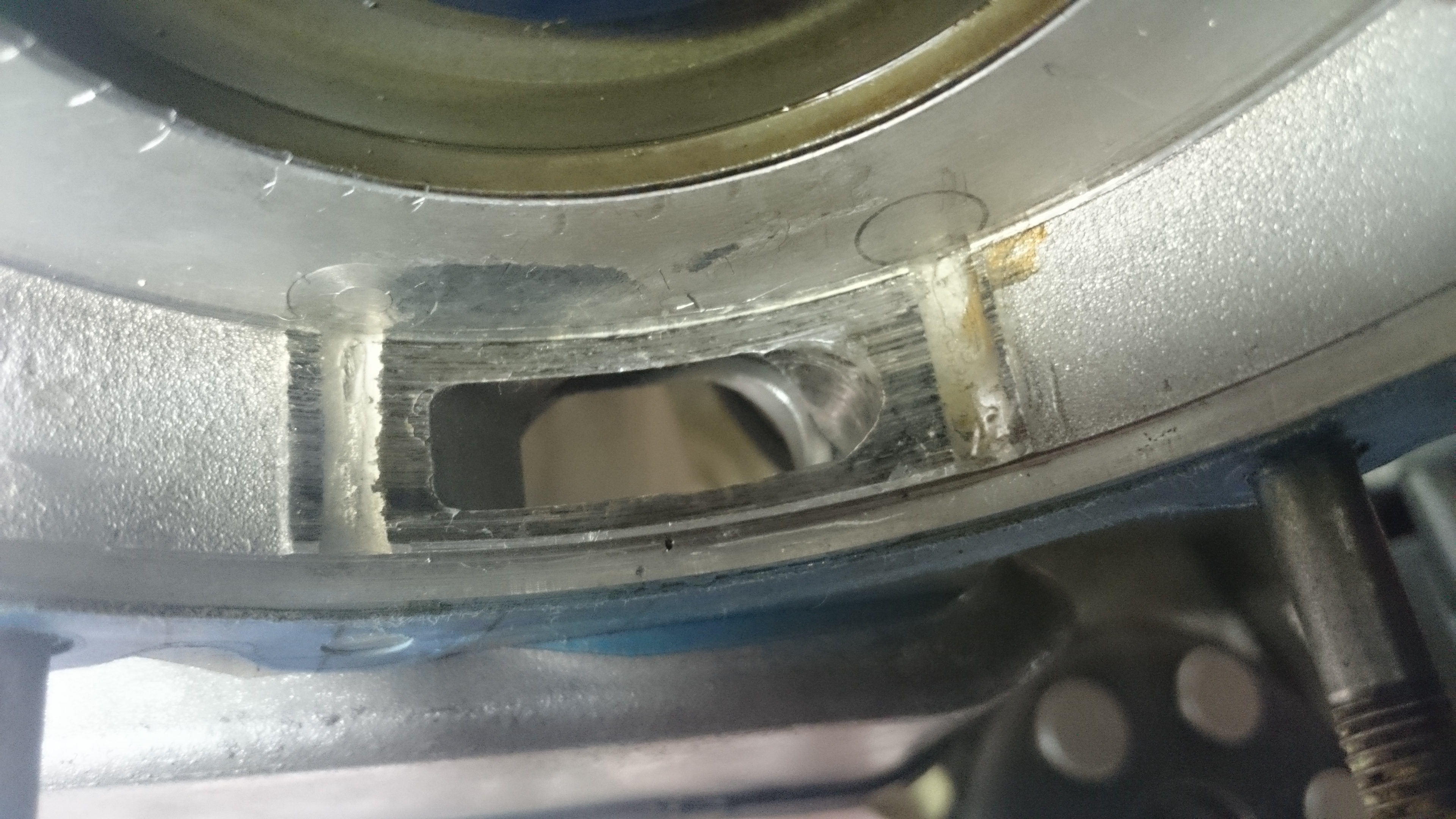
Ich würde sagen es war ein voller Erfolg. Den Tesa habe ich zwar nicht zu 100% ablösen können aber doch zu ca. 75%. Ansicht nach dem Spalten: Gut erkennbar, der Trennklebestreifen Nach vorne länger zum festhalten: Hatte ich schon erwähnt, dass ich Hornissen in der Werkstatt hasse? Klebestreifen weg und Einlass mit einer Schleiftonne gesäubert: WD40-Stand nach 4 Minuten 30, niedrigste Stelle ca 3mm über Kuwe: WD40-Stand nach 6 Minuten 30, niedrigster Stand ca. 2mm über Kuwe: Mit montiertem Zylinder hört man ihn schön absaugen und die KuWe dreht schön frei. Man merkt zwar noch einen minimalen Widerstand wenn der DS zu macht aber ich denke das liegt an den Tesaresten die sich beim ersten Anlassen verflüchtigt werden. Das wars aus meiner Werkstatt, ich schalte zurück ins Studio.







-
Kleines Update: Die Dauerbestrahlung hat wohl nicht geschadet. Der Kleber ist glasklar und pickelhart. Allerdings hab ich anscheinend trotz massivem Silikonsprayeinsatz die KuWe festgeklebt. Mal sehen wie es aussieht wenn ich heute abend spalte.
-
Weil ich den Kontakt zwischen Silikonöl und dem feuchten Kleber vermeiden will. Weiß der Teufel ob sich das nicht auf die chem. Zusammensetzung des Epoxy auswirkt. Außerdem habe ich so dann keinerlei Zugbelastung auf dem noch nicht ausgehärteten Kleber wenn ich die Welle drehe. Durch die Drehung verteile ich den Kleber dann nochmal und schiebe den Überschuss nach hinten und seitlich weg. Im Idealfall verlängert sich so auch die DS-Fläche was zwar nix bringt aber auch nicht schlecht ist. Mit ist grad nur wichtig ob ich die Lampe bis morgen brennen lassen kann.
-
Kennst mich doch
-
Eben deswegen hab ich es nochmal gemacht Detlef. Es ist das gleiche Gehäuse. Zur Unterstützung der Aushärtung benutze ich übrigens den Prototyp einer MRP Wärmelampe inkl konstanter Wärmekontrolle. Bei 50 Grad sollte der Kleber in ca. 2 Stunden ausgehärtet sein. Macht es eigentlich was wenn die Lampe bis morgen früh brennt?
-
So, kleines Update. - DS gesäubert und mit 400er Papier angeschliffen (hatte sonst nur noch 120 er) - Uhu angerührt und mit der Heißluftpistole schön flüssig gemacht - Gehäuse angewärmt - Uhu appliziert und nach 2 Minuten den Tesa drauf - Kuwe mit Silikonspray eingesprüht und rein - Schmale Hälfte auch mit Silikonspray eingesprüht und montiert - DS in Laufrichtung zugedreht - Gehäuse nochmals leicht etwärmt So sieht es jetzt aus, mal sehen was morgen Abend ist. Den Tesa werd ich wahrscheinlich nur kürzen und den Einlass vorsichtig freifräsen. Der sollte sich im Fahrbetrieb zügig ab- und auflösen.


-
Links sieht man den Abplatzer, ansonsten ist die Fläche arschglatt.

-
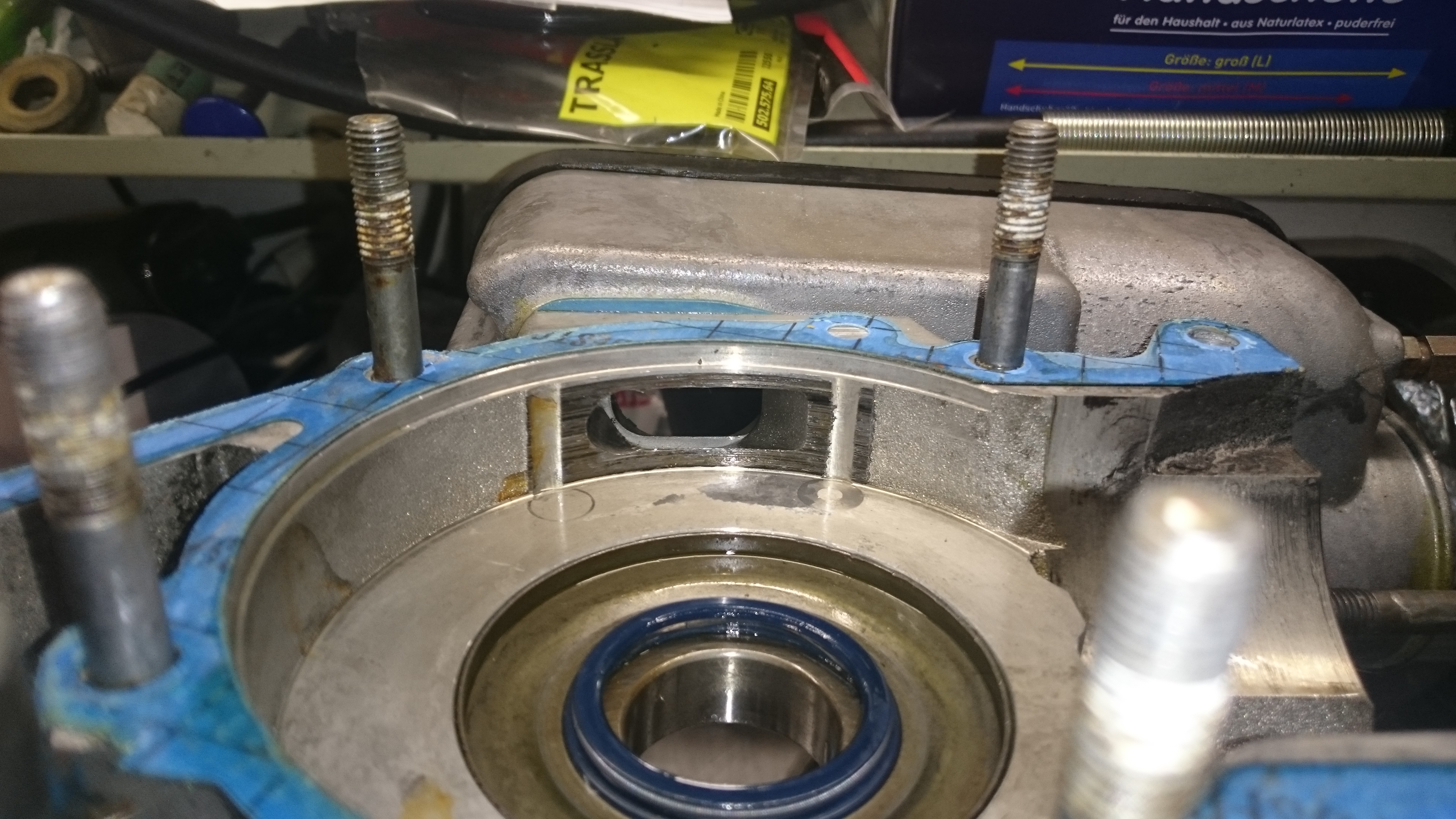
So. Ich denke ich kann das Ergebnis definitiv als Teilerfolg bezeichnen. Anscheinend muss ich den Untergrund noch besser vorbehalten und definitiv mit Wärme arbeiten, denn ich hatte teilweise Abplatzer nach Abziehen des Klebebandes. Teilerfolg deshalb, da nach 12 Minuten immer noch so viel WD40 im Einlass stand: Eingefüllt wurden 5ml, in dem ersten drei Minuten hat sich die Hälfte verabschiedet und danach ging es nur noch sehr zögerlich.

-
Na dann werde ich heute Abend nochmal etwas Wärme zuführen. Ich hatte nämlich auch irgendwo gelesen, dass manche den Kleber nochmals anwärmen, damit er auch in jede Pore reinläuft, ihn also nochmals verflüssigen. Es stellt sich mir nur die Frage, gilt diese Aufstellung ab Zeitpunkt des Mischens oder geht das auch nachträglich und macht der schon verbaute Wedi die 180° mit oder muss er raus? Ich halte ja nur auf von innen direkt auf den Einlass. Wobei es ja auch funktionieren sollte wenn ich das Material von außen erwärme. Dann sollte das Metall genügend Wärme ableiten... wobei... bei 5 Minuten verteilt sich die Hitze relativ weiträumig im Gehäuse.
-
Es steht aber auch nix davon drin, dass man mit dem Zeug selbsttragende Flächen modellieren kann die auch halten Tempern kenn ich jetzt auch eher nur von neuen Kolben in alte Zylinder wo man dann das Kolbenspiel erst nach dem mehrfachen Erhitzen des Kolbens einschleifen lassen sollte... War auf jeden Fall bei meinem alten Russenboxer so.. da hatten die Kolben nach dem Tempern teilweise unterschiedliche Durchmesser
-
Da steht nix von Tempern
-
Gibt's Erfahrungswerte zum Thema tempern? Temperatur und Dauer? Verfahren? Ich würde jetzt z.b. eine Heißluftpistole auf Stufe 1 in ca. 40 cm Abstand verwenden. So dass die Geschichte warm aber nicht heiß wird. Gerade so, dass man auch die Finger in Gegend Einlass halten könnte ohne sich zu verbrennen.
-
Gaaaanz kurz ein Einwand, ich kenn ja das GSF.... Materialdiskussionen darüber was besser ist bitte woanders. Hier geht's nur darum mit Uhu was zu reparieren und wie man es am besten macht. Dafür aktualisiere ich auch ständig den Eingangspost. JB Weld ist bestimmt einen eigenen Thread wert genauso wie ich mir vorstellen kann, dass Pazi die ganze Sache mit einer Mayonnaise aus Mösensaft und Koppenkäse auffüllen würde.... getem(pim)pert mit extrem viel Reibungswärme durch exzessives Hin und Her....
-
Mein 5 Liter Eimer war leider leer . Beim nächstem Mal definitiv. Krieg ich die Oxidschicht mit Stahlwolle runter oder welches Schleifpapier nehm ich dazu am besten?
-
Wenn das klappt, dann geht es als das sog. "Tupaverfahren" in die Geschichte des GSF ein
-
Ich hatte noch überlegt Aluspäne einzuarbeiten, allerdings gerade kein altes Gehäuse da um welche zu produzieren. Ich habe noch ein 200er Gehäuse bei dem der DS Kupplungsseitig bis auf die Wandung weggefräst wurde. Da könnte man versuchen die Kante mit so einer Mischung aufzubauen. Wenn das funktioniert wäre es definitiv einer 200,- Reparatur vorzuziehen. Kann mir jemand sagen wie breit der Steg sein muss? Dann wird einfach wieder ein Tesa geklebt, KuWe rein und der Uhu von oben eingegossen. Gehäuse schräg im Motorständer eingehängt damit die Masse eher auf der Kupplungsseite zur Ruhe kommt und man nicht die kpl. Einlassöffnung neu fräsen muss sondern nur anpassen. Da das Loch doch eher groß ist sollte die Haftung auf der kpl. Fläche reichen damit sich das auf ewig nicht löst. Das mit der Temperatur werd ich machen, allerdings dann auch wieder mit montierter geölter KuWe und ohne Distanztesa. Dann kann der Uhu noch etwas arbeiten und klebt final nicht fest. Blöd wäre nur wenn ich beim Durchdrehen einen Lunker erzeugt hätte. Den müsste ich dann noch nacharbeiten.


-
Ich denke es ist auch wichtig, dass du den Klebestreifen vorne Richtung Zylinder raushängen lässt und dann beim Drehen festhältst. Sonst kann es sein, dass du ihn nach hinten ziehst und damit auch den kpl. Uhu verschiebst. Die Kurbelwange hab ich mit WD40 eingesprüht damit sie 1. leichter über den Tesa rutscht und o.g. Effekt minimiert und 2. der Kleber den es evtl. seitlich wegdrückt die KuWe nicht festklebt. Ob die Theorie der Praxis stand hält sehen wir heute Abend.
-
Verarbeitungszeit laut Packung 90 Minuten und selbst dann ist er noch flexibel. Durch den Druck der KuWe wird das ganze ja nochmal in Form gepresst und härtet dann so durch. Wartet man nicht so lange kann es sein, dass das Zeug wegfließt.
-
Stimmt. Immer diese unwichtigen Nebendetails.... Und die KuWe wurde natürlich getauscht und eine gebrauchte ohne Riefen verbaut.
-
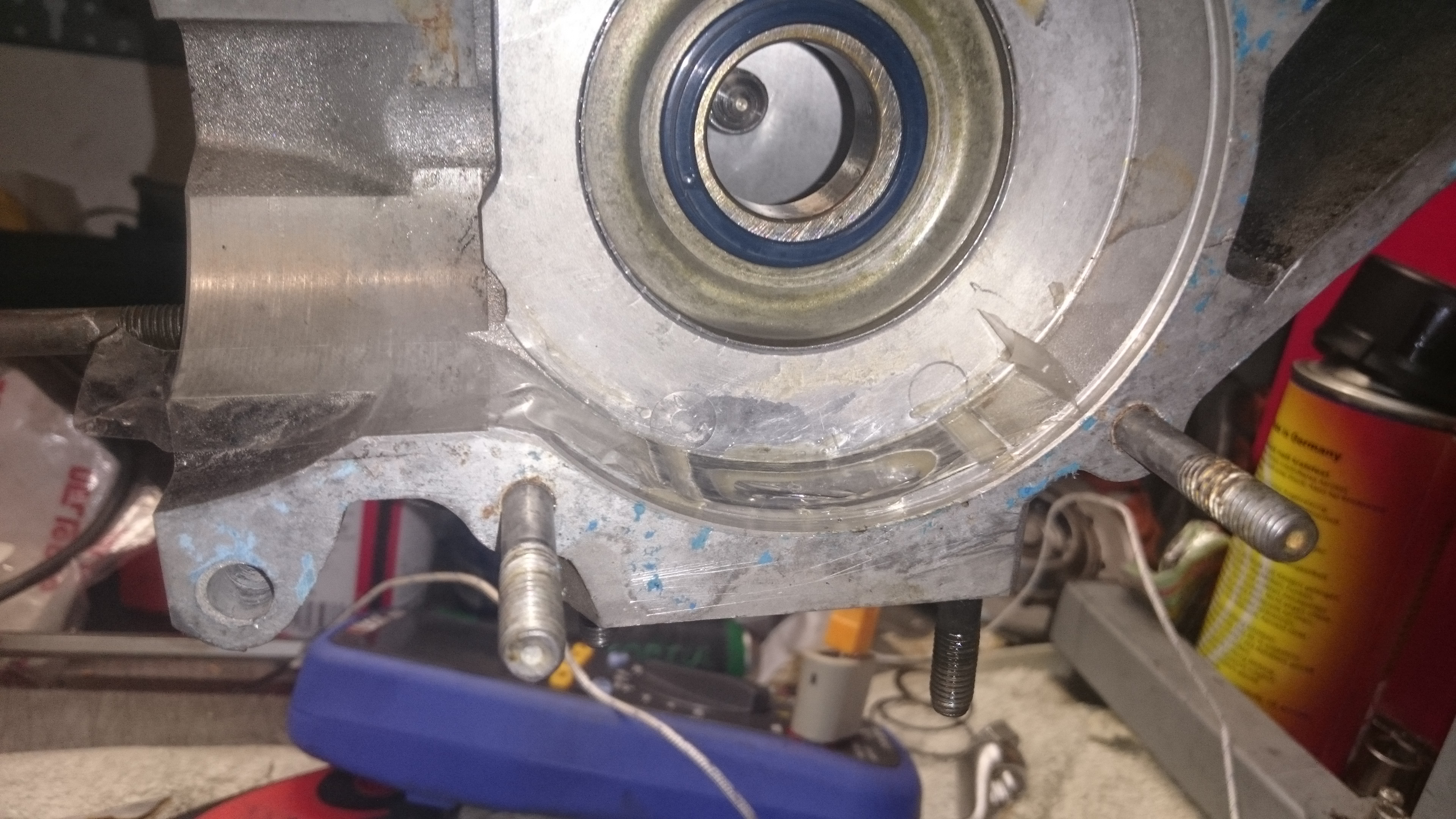
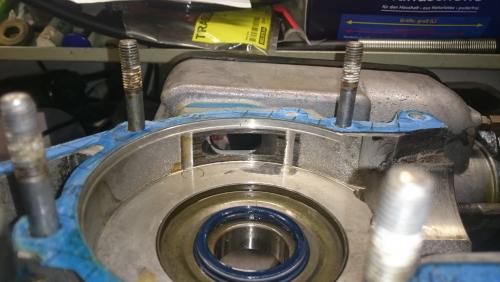
Ursprungstopic Nachdem ich hier keine Anleitung oder ähnliches gefunden habe, schreibe ich nun mal selbst eine. Meine Herangehensweise ist natürlich offen für Verbesserungsvorschläge. Motor: PX80 alt mit 135er DR, Einlass auf der gesamten Breite riefig, Kurbelwelle auch, aber nur auf ca. 1/4 der Länge. Ich habe es jetzt folgendermaßen gemacht: Kurbelgehäuse in Bremsenreiniger (beim nächsten Mal besser Aceton, merci PXler) ertränkt, zwischendurch kurz mit dem Heißluftfön drauf um das Metall etwas schwitzen zu lassen und dann nochmal entfettet. Anrauen war unnötig da die gesamte Fläche schön rau war, wobei spätere Beiträge in diesem Thread deutlichst empfehlen es zu tun bzw. die Oxidschicht zu entfernen. Schön Uhu Endfest drauf und ca. 60 Minuten härten lassen. Dann einen hauchdünnen Tesafilm ins Gehäuse über die DS-Fläche gelegt (so dass ein Zipfel vorne aus der Zylinderöffnung zum festhalten raushing), die KuWe mit WD40 eingesprüht, mit geöffnetem DS eingezogen, Hälften zusammengeschraubt und dann vorsichtig auf geschlossen gedreht. Dadurch wurde der Kleber in Form gedrückt. KuWe dann im Abstand von 5 Minuten immer mal wieder vorsichtig gedreht und seit gestern abend 23:00 Uhr in Ruhe gelassen. Heute früh nochmals probegedreht.... Kuwe lässt sich mit leichtem Wiederstand drehen, von oben in den Einlass geschaut sieht es gut aus. Heute abend wird dann wieder gespalten und der Tesa abgezogen. Dann sollte eigentlich alles im Toleranzrahmen sein. Wenn der Tesa nicht runtergeht schneide ich so viel wie möglich weg und lass den Rest drauf, sollte im Betrieb ja keine Schäden verursachen wenn er sich dann abzieht bzw. durchs Benzin auflöst. Mal sehen was der WD40-Test ergibt. Vorher: Was meint ihr zu diesem Vorgehen?


-
Hi, ich will mich jetzt auch mal an einer DS Revision eines 80er Motors mit Uhu Endfest versuchen, da der Motor so viel Blowback hat, dass im Standgas nach 3 Minuten Benzin aus der dem Loch für die Gemischschraube in der Gaserwanne läuft. Beim Öltest mit 2T Öl war der Einlass nach ca. 4,5 Minuten leer und ich habe ein Spaltmaß von 0,15. Meine Fragen nun: Wie gehe ich genau vor? Welches Spaltmaß brauche ich? Hier der DS, er ist auf der ganzen Fläche riefig:
-
Könnte mal jemand den Traversenabstand messen? Siehe mein Post oben. So lange ich den nicht weiß kann ich nicht schweissen lassen
-
Tupamaro antwortete auf spondy's Thema in Heinkel, Zündapp, Messerschmitt, Bajaj etc. und RollergespanneSieht so aus als ob nur die Löcher in der Halterung versetzt werden müssten.